Изобретение относится к резинотехнической промышленности и предназначено для сборки крупногабаритных резинотехнических изделий, например эластичных плотин, газгольдеров, гибких ограждений и других подобных сооружений, получаемых последо-, вательной стыковкой продольных кромок длинномерных резинотканевых по- . лос.
Известно устройство для сборки крупногабаритных изделий, содержащее сборочный стол, подвижный, питатель-укладчик и приточный ролик CllCTOJi снабжен механизмом перемещения эластичного материала, установленным под сборочным столом.
Недостаток такого устройства заключается в низкой производительности, так как питатель-укладчик заправляется на одну полосу и для стыковки следующей полосы питатель-укладчик заправляется со стационарной раскаточной стойки, а после стыковки полос изделие со сборочного стола отправляется в развернутом виде на вулканизацию. Все эти транспортные операции снижают производительность труда. ,
Известна также установка для сборки крупногабаритных резинотехнйческих. изделий, содержащая устройства для раскатки заготовок, освежения их кромок и прикатки стыка, сборочный стол, установленный на направляющей с возможностью перемещения вдоль стола укладчик, вулканизационный пресс с верхней и нижней плитами, с С-образной станиной иприводом перемещения верхней плиты и перезаряд10чик t2j.
В такой установке устройство для раскатки заготовок и освежейия кромок, сборочный стол и вулканизационный пресс размещены последовательно по
15 ходу технологического процесса, а устройство для прокатки, перезарядчик и укладчик расположены с возможностью перемещения по рельсовым пу- 20 тям вдоль стола и пресса.
Недостатком этой установки является большая её протяженность вследствие последовательной компановки устройств, выполняющих функции сборки, что снижает производительностьсборки, осо25бенно при изготовлении длинномерных изделий, например длиной стыка, равной 40 м, вследствие потери времени на перемещение изделия вдоль вулканизационной плиты пресса и сборочного
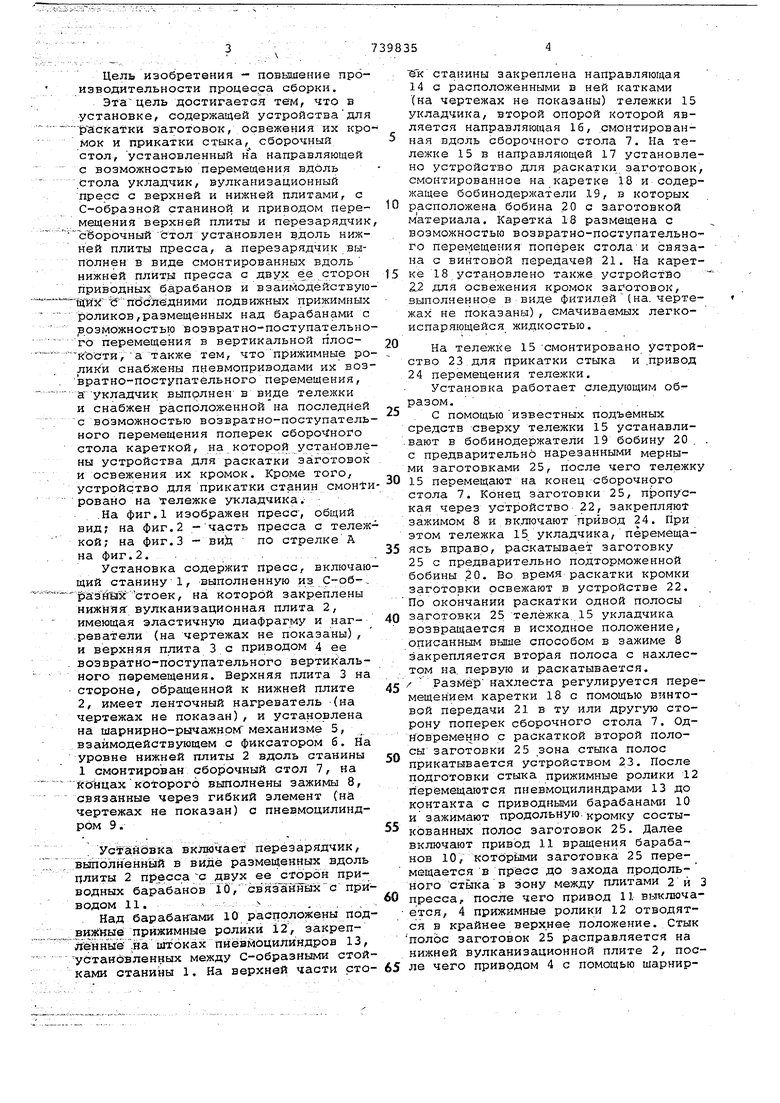
30 стола. Цель изобретения - повышеЕ{ив производительности процесса сборки. достигается тем, что в -установке, содержащей устройствадля раскатки заготовок, освежения их кро мок и прикатки стыка, сборочный стол, установленный на направляющей с возможностью перемещения вдоль стола укладчик, вулканизационный пресс с верхней и нижней плитами, с С-образной станиной и приводом перемещения верхней плиты и перезарядчик сВорочный стол установлен вдоль нижней плиты пресса, а перезарядчик BFJполнен в виде смонтированных вдоль нижней плиты пресса с двух ее сторон приводных барабанов и взаиМодействую Щ йХ 1; пвйлеДНими подвижных прижимных роликов,размещенных над барабанами с возможностью возвратно-поступат ельно го перемещения в вертикальной плос кйстй, а также тем, чтоприжимные ро лик;и снабжены пневмоприводами их воз вратно-поступательного перемещения, а Укладчик выпрлнен в виде тележки и снабжен расположенной на последней с возможностью возвратно-поступатель ного перемещения поперек сбороЧного стола кареткой, на которой установле ны устройства для раскатки заготовок и освежения их кромок. Кроме того, устройство для прикатки станин смонТи ровано на тгележке укладчика. .На фиг.1 изображен пресс , общий вид; на фиг.2 -часть пресса с тележ кой; на фиг.З - ви;ц по стрелкеА на фиг.2. . , Установка содержит пресс, включаю щий станину1, -выполненную из . a зй ыXстоек, на которой закреплены нижняя вулканизационная плита 2, имеющая эластичную диафрагму и наг.реватели (на чертежах не показаны), и верхняя плита 3 с приводом 4 ее . возвратно-поступательного вертикального перемещения. Верхняя плита 3 на - стороне, обращенной к нижней плите 2, имеет ленточный нагреватель -(на чертежах не показан), и установлена на шарнирно-рычажнрм механизме 5, взаимодействующем с фиксатором 6. На уровне нижней плиты 2 вдоль станины 1 смонтирован сборочный стол 7, на которогб выполнены зажимы 8, связанные через гибкий элемент (на чертежах не показан) с пневмоцилиндром 9. Установка включает переэарядчик, выполненный в виде размещенных вдоль плиты 2 пресса двух ее гторон приводных барабанов 10, свЙзЖйнйх с ПЕ)иводом 11. - - . , Над барабанами 10 расположены подвиж;ные прижимные ролики 12, закреп Лёййыё :йа штоках пнёвмбцилийДрЬв 13, уетановленных между С-образными стойками станины 1. На верхней части станины закреплена направляющая 14 с расположенными в ней катками (на чертежах не показаны) тележки 15 укладчика, второй опорой которой является направляющая 16, смонтированная вдоль сборочного стола 7. На тележке 15 в направляющей 17 установлено устройство для раскатки, заготовок, смонтированное на каретке 18 и содержащее бобинодерхсатели 19, в которых расположена бобина .20с з.аготовкой материала. Каретка 18 размещена с возможностью возвратно-поступательного перемещения поперек столаи связана с винтовой передачей 21. На каретке 18 установлено также устройст во 2.2 для освежения кромок заготовок, выполненно.е в виде фитилей (на. чертежах не показаны), смачиваемых легкоиспаряющейся жидкостью. На тележке 15 смонтировано устройство 23.для прикатки стыка и .привод 24перемещения тележки. Установка работает следующим образом. . с помощьюизвестных подъемных средств сверху тележки 15 устанавливают в бобинодержатели 19 бобину 20 . . с предварительно нарезанными мерными заготовками 25, после чего тележку 15 перемещают на конец сборочного стола 7. Конец заготовки 25, пропуская через устройство 22, закрепляют зажимом 8 и вк..Л10чают привод 24. При этом тележка 15 укладчика, перемещаясь вправо, раскатывает заготовку 25с предварительно подторможенной бобины 20. Во время раскатки кромки заготовки освежают в устройстве 22. По окончании раскатки одной полосы заготовки 25 тележка 15 укладчика возвращается в исходное положение, oпиcaнны t выше способом в зажиме 8 закрепляется вторая полоса с нахлестом на. первую и раскатывается. / РазМёр нахлейта регулируется перемещением каретки 18 с помощью винтовой передачи 21 в ту или другую сторону поперек сборочного стола 7. Одновременно с раскаткой второй полосы заготовки 25 зона стыка полос прикатывается устройством 23. После подготовки стыка прижимные ролики 12 йеремещаются пневмоцилиндрами 13 до контакта с приводными барабанами 10 и зажимают продольную- кромку состыкованных полос заготовок 25. Далее включают привод 11 вращения барабанов 10, ко брыми заготовка 25 перемещается в пресс до захода продольного стыкав зону между плитами 2и 3 пресса, после чего привод 11 выключается, 4 прижимные ролики 12 отводятся в крайнее верхнее положение. Стык полос заготовок 25 расправляется на нижней вулканизационной плите 2, после чего приводом 4 с помощью щарнирТТо-рычажного механизма 5 верхняя вулканизационная плита 3 перемещаетс до смыкания с плитой 2. С помощью фиксаторов 6 производится запирание плит 2 и 3, а в диафрагму плиты 2 . подается от насоса , (на чертежах не показан) рабочая жидкость, создающая давление прессования, включается нагрев и происходит вулканизация стыка двух полос заготовок 25. Во время вулканизации на оставшую ся на сборочном стоЛе 7 кромку вто- рой полосы заготовки описанньлм вьпде способом пристыковывается последующа полоса. - . . После окончания вулканизации осуществляется сброс давленияиз диафрагмы нижней плиты.2 и вывод фиксато ров б, затем подается воздух в приво 4, с помощью которого поднимается в-ерхняя плита 3. Далее прижимные ролики 12 перемещаются пневмоцилиндрами 13 вниз и прижимают свулканизрван ное полотнище к барабанам 10, включа ется привод 11 и барабаны перемещают полотнище в зев челюстного пресса до захода второго стыка полос заготовок в зону между плитами 2 и 3. Далее операции стыковки полос повторяются, согласно технологическо му регламенту на изделие. Применение предлагаемой, установки повысит производительность труда в 2 раза. Формула изобретения 1. Установка для сборки крупногабаритных резинотехнических изделий, содержащая устройства для раскатки заготовок, освежения их кромок и при катки стыка,сборочный стол, установленный на направляющей с возможностью перемещения вдоль стола укладчик, вулканизационный пресс с верхней и нижней плитами, с С-образнай станиной и приводом -перемещения верхней плиты и перезарядчик, отличающаяся тем, что, с целью повышения производительности процесса сбор-, ки, сборочный стол установлен вдоль нижней плиты пресса, а перераэрядчик выполнен в виде смонтированных вдоль нижней плиты пресса сдвух ее сторон приводных барабанов и взаимодёйствующих с последними подвижных прижимных роликов, размещенных над барабанами с возможностью возвратнопоступательного перемещения в вертикальной плоскости. 2.Установка по п.1, о тли ч аю щ а я с я тем, что прижимные ролики снабжены пневмоприводами их возвратно-поступательного перемещения. 3.Установка по п.1, о т л и ч аю щ а я с я тем, что укладчик выполнен в виде тележки и снабжен расположенной на последней с возможностью возвратно-поступательного перемещения поперек сбброчногб стола кареткой, на которой установлены устройства для раскатки заготовок и для освежения кромок. 4.Установка по п., отличающаяся тем, что устройство для прикатки стыка смонтировано на тележке укладчика. Источники информации, принятые, во внимание при экспертизе 1.Авторское свидетельство СССР №575225, кл. В 29 Н 7/04, 18.07.75, 2.Авторское свидетельство СССР по заявке 2546128/23-05, кл. В 29 Н 7/04, 21.11.77. / Л 5

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для сборки крупногабаритных резинотехнических изделий | 1977 |
|
SU738895A1 |
| Пресс для вулканизации длинномерных резинотехнических изделий | 1975 |
|
SU654441A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| Устройство для наложения полосовых заготовок на барабан | 1979 |
|
SU919259A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2065833C1 |
| Автоматический вулканизационный пресс роторного типа | 1960 |
|
SU140568A1 |
| Станок для сборки и резки викелей | 1977 |
|
SU716854A1 |
| УСТРОЙСТВО для УКЛАДКИ и стыковки длинных ЭЛАСТИЧНЫХ полотнищ | 1971 |
|
SU308878A1 |
| Устройство для подачи и наложения полосового материала на сборочный барабан | 1990 |
|
SU1752574A1 |
| Устройство для соединения кромок резинотканевых заготовок | 1975 |
|
SU514730A2 |

Г6
If Фиг.З
