Изобретение относится к производству резиновых технических изделий и может быть использовано для изготовления гусеничных лент снегоходов.
Цель изобретения - повышение удобства в обслуживании.
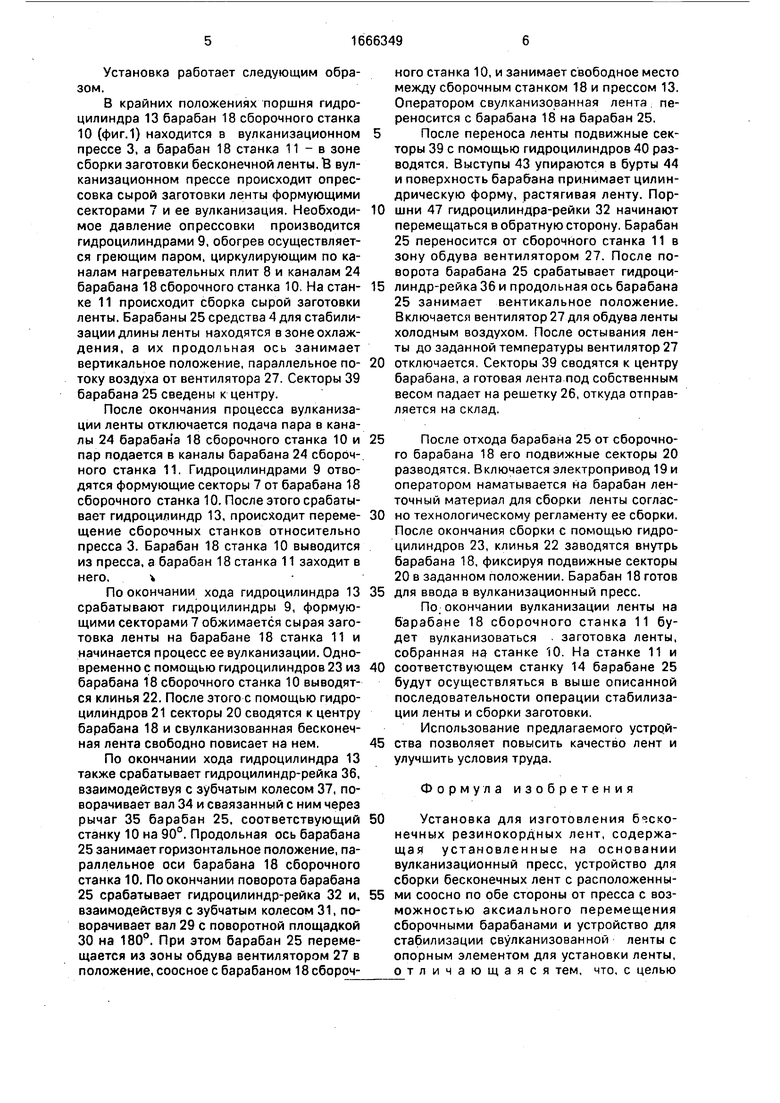
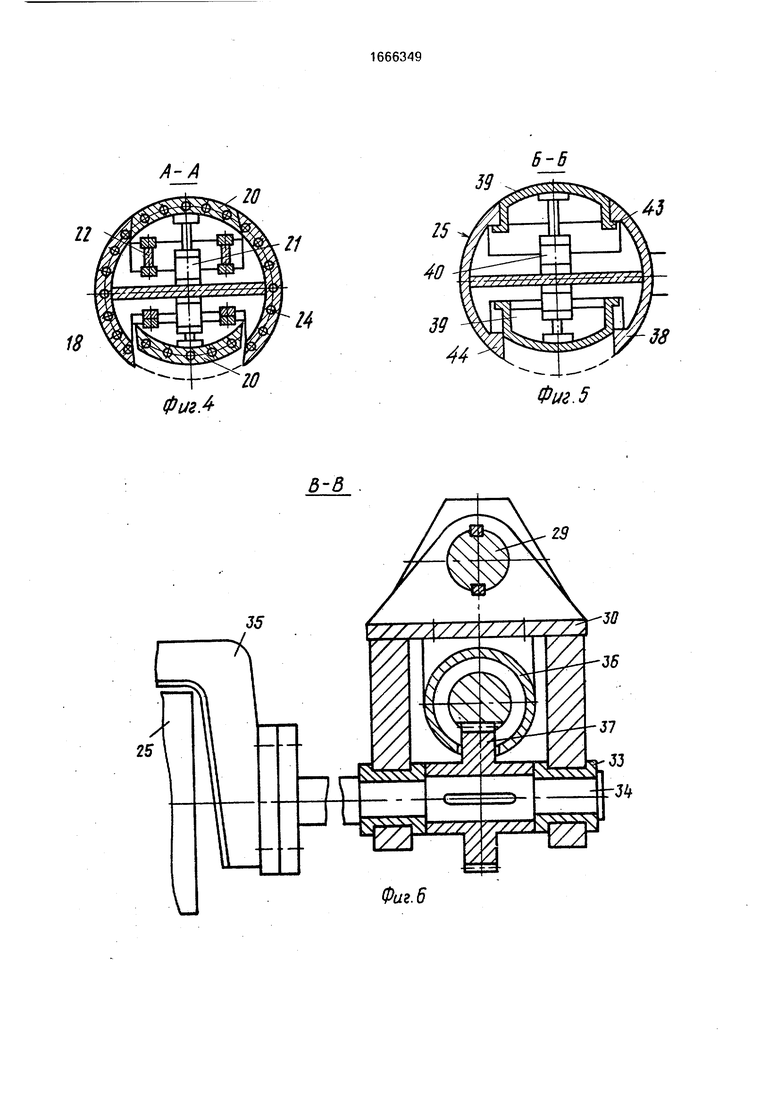
На фиг.1 изображена предлагаемая установка; на фиг.2 - то же, вид сбоку; на фиг.З - то же, вид сверху; на фиг.4 - сечение А-А на фиг.1; на фиг.5 - сечение Б-Б на фиг.2; на фиг.6 - разрез В-В на фиг.1; на фиг.7 - разрез гидроцилиндра-рейки.
Установка для изготовления бесконечных резинокордных лент содержит смонтированные на основании 1 устройство 2 для сборки бесконечных лент, вулканизацион- ный пресс 3 и устройство 4 для стабилизации вулканизованных лемт.
Вулканизационный пресс 3 имеет раму, образованную шестигранными щеками 5, соединенными между собой при помощи стяжек 6, и пресс-форму для формования наружной поверхности лент, образованную радиально подвижными секторами 7 с нагревательными плитами 8. Для перемещения секторов и создания прессующего усилия служат гидроцилиндры 9, штоки которых связаны с секторами 7,
Устройство 2 для сборки бесконечных лент содержит соосно установленные по обе стороны от пресс-формы вулканизаци- онного пресса 3 сборочные станки 10 и 11. Станки смонтированы возможностью возвратно-поступательного перемещения по направляющим 12, закрепленным на основании 1, посредством двуштокового гидро; цилиндра 13.
Каждый сборочный станок имеет сварную раму 14 с опорами 15 скольжения, связанную с одним из штоков гидроцилмндра 13, закрепленный на раме 14 корпус 16 и смонтированный о подшипниковых узлах 17 последнего с возможностью реверсивного вращения сборочный барабан 18. Вращение барабана осуществляется от электропривода 19, включающего червячный редуктор и цепную передачу.
Каждый барабан 18 имеет по два диаметрально расположенных подвижных сектора 20, проводимых в движение парой гидроцилиндров 21. В разведенном состоянии секторы образуют цилиндрическую поверхность, соответствующую внутренней поверхности ленты. Для фиксации секторов при опрессовке изделия в вулканизаторе внутрь барабана вводятся четыре клина 22, распирающие, секторы, Приводом перемещения клиньев служат связанные с ними гидрои яиндры 23, закрепленные на корпусе 18 станка. В секторах барабана выполнены каналы 24 для циркуляции греющего пэра.
Устройство 4 для стабилизации свулка- низованных лент имеет опорные элес
менты для лент в виде складных секторных барабанов 25, накрытие решетками 26 вентилятора 27 для подачи охлаждающего воздуха и тумбы 28.
На каждой тумбе 28 в подшипниковых
узлах установлены валы 29, имеющие жестко связанные с ними поворотные площадки 30 и зубчатые колеса 31 для взаимодействия с гидроцилиндрами-рейками 32, смонтированными на тумбах 28. На поворотных площадках 30 в подшипниковых опорах 33 смонтированы дополнительные валы 34, которые посредством рычагов 35 жестко связаны с барабанами 25.
Для поворота дополнительных валов 34
служат дополнительные гидроцилиндры- рейки 36, взаимодействующие с зубчатыми колесами 37 валов 34.
Каждый барабан 25 состоит из двух диаметрально противоположных неподвижных секторов 38, жестко связанных между собой при помощи ребер, и двух радиально подвижных секторов 39, перемещаемых посредством гидроцилиндров 40.
Для предотвращения перекосов при перемещении секторы 39 снабжены направляющими 41, скользящими во втулках 42, закрепленных на неподвижных секторах38.
Для образования точно цилиндрической формы поверхность барабана при разведенных подвижных секторах 39 на них имеются выступы 43, упирающиеся в бурты 44 неподвижных секторах 38,
Гидроцилиндр-рейка 32 служит для
поворота поворотной площадки 30 с барабаном 25 в вертикальной плоскости из положения, соосного с пресс-формой вулка- низационного пресса 3 в зону обдува вентилятором 27. При этом ось барабана 25
устанавливается параллельно продольной оси сборочного барабана 18. Гидроцилиндр-рейка 36 служит для поворота вала 34 вместе с барабаном 25 на 90°. В результате этого продольная ось барабана 25 может
занимать горизонтальное положение, параллельное продольной оси сборочного барабана 18, и вертикальное - параллельное потоку воздуха от вентилятора 27 в зоне охлаждения,
Каждый гидроцилиндр-рейка состоит из гильзы 45, с торцов закрытой крышками 46 с отверстиями для подвода рабочей жидкости, и установленных в гильзе поршней 47, соединенных между собой штоком 48, представляющим собой зубчатую рейку
Установка работает следующим образом.
В крайних положениях поршня гидроцилиндра 13 барабан 18 сборочного станка 10 (фиг.1) находится в вулканизационном прессе 3, а барабан 18 станка 11 - в зоне сборки заготовки бесконечной ленты. В вулканизационном прессе происходит опрес- совка сырой заготовки ленты формующими секторами 7 и ее вулканизация. Необходимое давление опрессовки производится гидроцилиндрами 9, обогрев осуществляется греющим паром, циркулирующим по каналам нагревательных плит 8 и каналам 24 барабана 18 сборочного станка 10. На станке 11 происходит сборка сырой заготовки ленты. Барабаны 25 средства 4 для стабилизации длины ленты находятся в зоне охлаждения, а их продольная ось занимает вертикальное положение, параллельное потоку воздуха от вентилятора 27. Секторы 39 барабана 25 сведены к центру.
После окончания процесса вулканизации ленты отключается подача пара в каналы 24 барабана 18 сборочного станка 10 и пар подается в каналы барабана 24 сборочного станка 11. Гидроцилиндрами 9 отводятся формующие секторы 7 от барабана 18 сборочного станка 10. После этого срабатывает гидроцилиндр 13, происходит перемещение сборочных станков относительно пресса 3. Барабан 18 станка 10 выводится из пресса, а барабан 18 станка 11 заходит в него.
По окончании хода гидроцилиндра 13 срабатывают гидроцилиндры 9, формующими секторами 7 обжимается сырая заготовка ленты на барабане 18 станка 11 и начинается процесс ее вулканизации. Одновременно с помощью гидроцилиндров 23 из барабана 18 сборочного станка 10 выводятся клинья 22. После этого с помощью гидроцилиндров 21 секторы 20 сводятся к центру барабана 18 и свулканизованная бесконечная лента свободно повисает на нем.
По окончании хода гидроцилиндра 13 также срабатывает гидроцилиндр-рейка 36, взаимодействуя с зубчатым колесом 37, поворачивает вал 34 и сваязанный с ним через рычаг 35 барабан 25, соответствующий станку 10 на 90°. Продольная ось барабана 25 занимает горизонтальное положение, па- раллельное оси барабана 18 сборочного станка 10. По окончании поворота барабана 25 срабатывает гидроцилиндр-рейка 32 и, взаимодействуя с зубчатым колесом 31, поворачивает вал 29 с поворотной площадкой 30 на 180°. При этом барабан 25 перемещается из зоны обдува вентилятором 27 в положение, соосное с барабаном 18 сборочного станка 10, и занимает свободное место между сборочным станком 18 и прессом 13, Оператором свулканизованная лента переносится с барабана 18 на барабан 25.
После переноса ленты подвижные секторы 39 с помощью гидроцилиндров 40 разводятся. Выступы 43 упираются в бурты 44 и поверхность бараб-ана принимает цилиндрическую форму, растягивая ленту. Поршни 47 гидроцилиндра-рейки 32 начинают перемещаться в обратную сторону. Барабан 25 переносится от сборочного станка 11 в зону обдува вентилятором 27. После поворота барабана 25 срабатывает гидроцилиндр-рейка 36 и продольная ось барабана 25 занимает вентикальное положение. Включается вентилятор 27 для обдува ленты холодным воздухом. После остывания ленты до заданной температуры вентилятор 27
отключается. Секторы 39 сводятся к центру барабана, а готовая лента под собственным весом падает на решетку 26, откуда отправляется на склад.
После отхода барабана 25 от сборочного барабана 18 его подвижные секторы 20 разводятся. Включается электропривод 19 и оператором наматывается на барабан ленточный материал для сборки ленты согласно технологическому регламенту ее сборки. После окончания сборки с помощью гидроцилиндров 23, клинья 22 заводятся внутрь барабана 18, фиксируя подвижные секторы 20 в заданном положении, Барабан 18 готов
для ввода в вулканизационный пресс.
По.окончании вулканизации ленты на барабане 18 сборочного станка 11 будет вулканизоваться заготовка ленты, собранная на станке 10. На станке 11 и
соответствующем станку 14 барабане 25 будут осуществляться в выше описанной последовательности операции стабилизации ленты и сборки заготовки.
Использование предлагаемого устррйства позволяет повысить качество лент и улучшить условия труда.
Формула изобретения
Установка для изготовления бесконечных резинокордных лент, содержащая установленные на основании вулканизационный пресс, устройство для сборки бесконечных лент с расположенными соосно по обе стороны от пресса с возможностью аксиального перемещения сборочными барабанами и устройство для стабилизации свулканизованной ленты с опорным элементом для установки ленты, отличающаяся тем, что, с целью
повышения удобства в обслуживании, опорный элемент для установки ленты выполнен в виде складного секторного барабана, смонтированного на основании посредством рычага с возможностью поворота в вертикальной и горизонтальной плоскостях относительно основания и снабженного приводами вращения.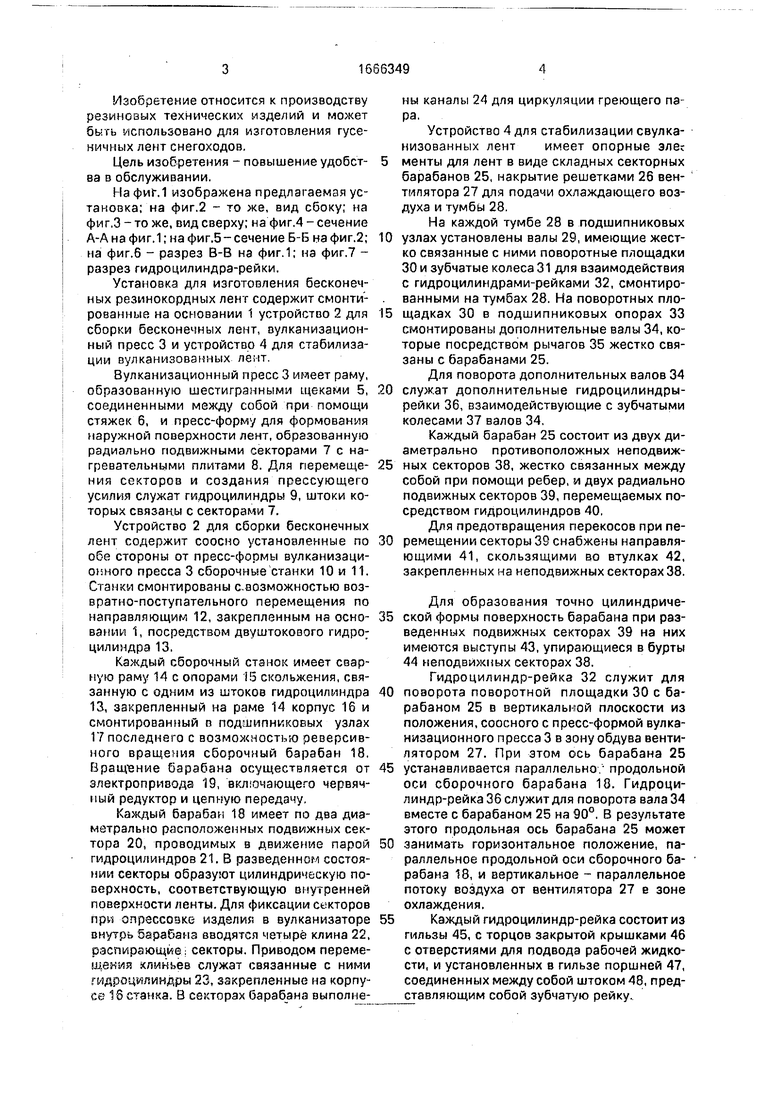
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления бесконечных резинокордных лент | 1989 |
|
SU1728051A1 |
| Форматор-перезарядчик многопозиционного вулканизатора для формования и вулканизации покрышек пневматических шин | 1985 |
|
SU1305045A1 |
| Установка для изготовления кольцевых резинотехнических изделий | 1990 |
|
SU1813652A1 |
| Устройство для изготовления зубчатых лент | 1990 |
|
SU1789345A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Линия для изготовления резинотехнических изделий | 1989 |
|
SU1689092A1 |
| СТАНОК ДЛЯ СБОРКИ И РЕЗКИ ВИКЕЛЕЙ НА ЗАГОТОВКИ, НАПРИМЕР КЛИНОВЫХ РЕМНЕЙ | 1965 |
|
SU176384A1 |
| Установка для изготовления кольцевых резинотехнических изделий | 1989 |
|
SU1765022A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦРTj iu^l^^ra IБ ibA!-ib I -:i.r^ I | 1965 |
|
SU173399A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОГОНАЖНЫХ ИЗДЕЛИЙ С ОБЪЕМНЫМ РИСУНКОМ СЛОЖНОЙ КОНФИГУРАЦИИ НА ВУЛКАНИЗАТОРАХ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2000 |
|
RU2169076C1 |

Изобретение относится к производству резиновых технических изделий и может быть использовано для изготовления гусеничных лент снегоходов. Цель изобретения - повышение удобства в обслуживании. Для этого опорный элемент устройства для стабилизации вулканизованной ленты выполнен в виде складного секторного барабана 25. Последний смонтирован на основании 28 посредством рычага 35 с возможностью поворота в вертикальной и горизонтальной плоскостях относительно основания. Имеются приводы для вращения. При работе барабан 25 с помощью рычага 35 поочередно переносится из зоны стабилизации в пространство между сборочным барабаном и вулканизационным прессом 3, где на него перегружается со сборочного барабана 18 вулканизованная бесконечная лента. 7 ил.
41
фиг.З ,
А-А
5-6
43
39
44
Фиг.5
29
30
36
Фиг. 6
Фиг.7
| Штамп для горячей изотермической штамповки | 1986 |
|
SU1323197A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Изготовление лент к снегоходу Буран на машине Патекс | |||
| Курский завод РТИ, Информкарта ЦСИФ ЦНИИТЭнефтехима, 1977, Ns 96, серия III, вып.5, № 288. | |||
