Известны прессы для вулканизации резиновых изделий, включающие механизмы выдвижения и раскрытия прессформ, выполненные в виде смонтированных на плитах пресса горизонтальпо располол енных направляюидих, несущих перемещаемую с помощью цилиндра выдвижную прессформу, верхняя поворотная часть которой связана со станиной нресса посредством щарнирных рычагов. В известных прессах загрузка заготовок и выгрузка изделий производятся вручную, что снижает производительность пресса.
Пресс для вулканизации резиновых изделий, например резиио-металлических уплотнений, отличается тем, что в нем применен) механизмы для загрузки заготовок и выгрузки изделий, выполненные в виде вакуумной кассеты, щарнирно связанной с цилиндром, жестко закрепленным на каретке, перемещаемой на паправляющих кронщтейпа с помощью винтовой пары. В этом прессе применены также установленные па рамах щтыревые магазины для заготовок и транспортеры, на цепях которых закреплены транспортерные ленты заданной длины.
Прессформы этого пресса составлены из трех щарнирно закрепленных частей, из которых средняя часть выполнена с выступами, взаимодействующими с упорами, закрепленными на направляющих нресса.
Этот пресс обеспечивает повыщение производительпости труда за счет сокращения времени на выполнение вспомогательных операций загрузки заготовок и выгрузки готовых издел и и.
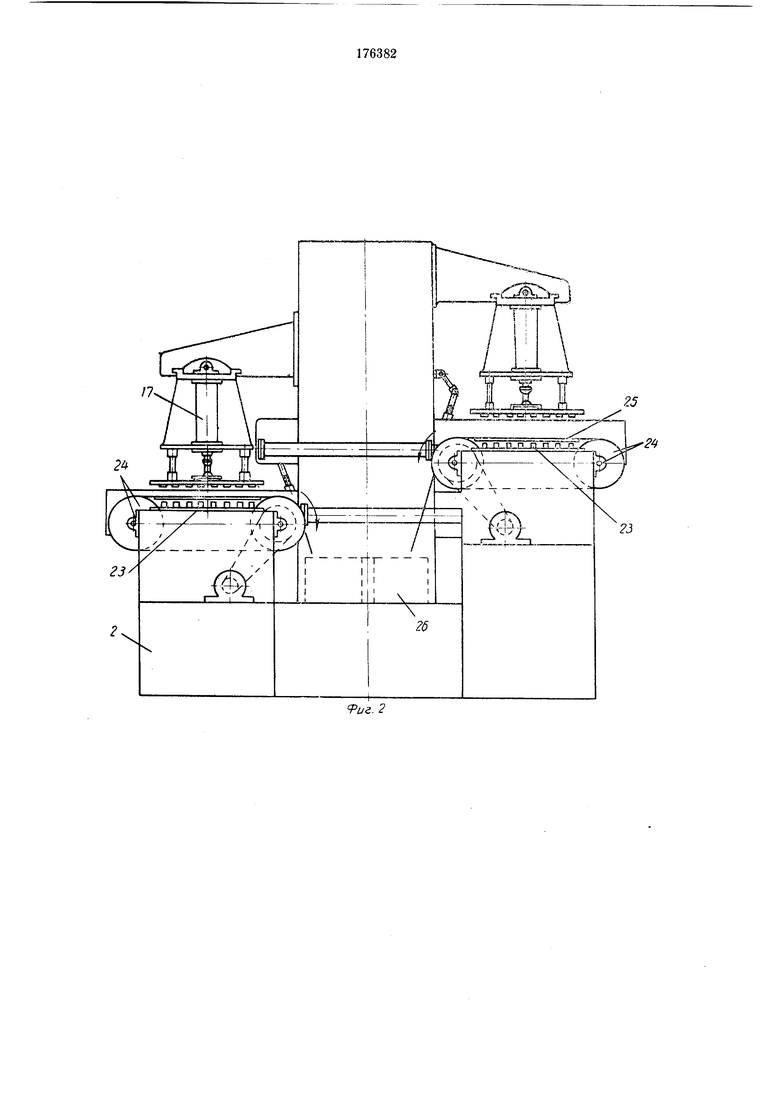
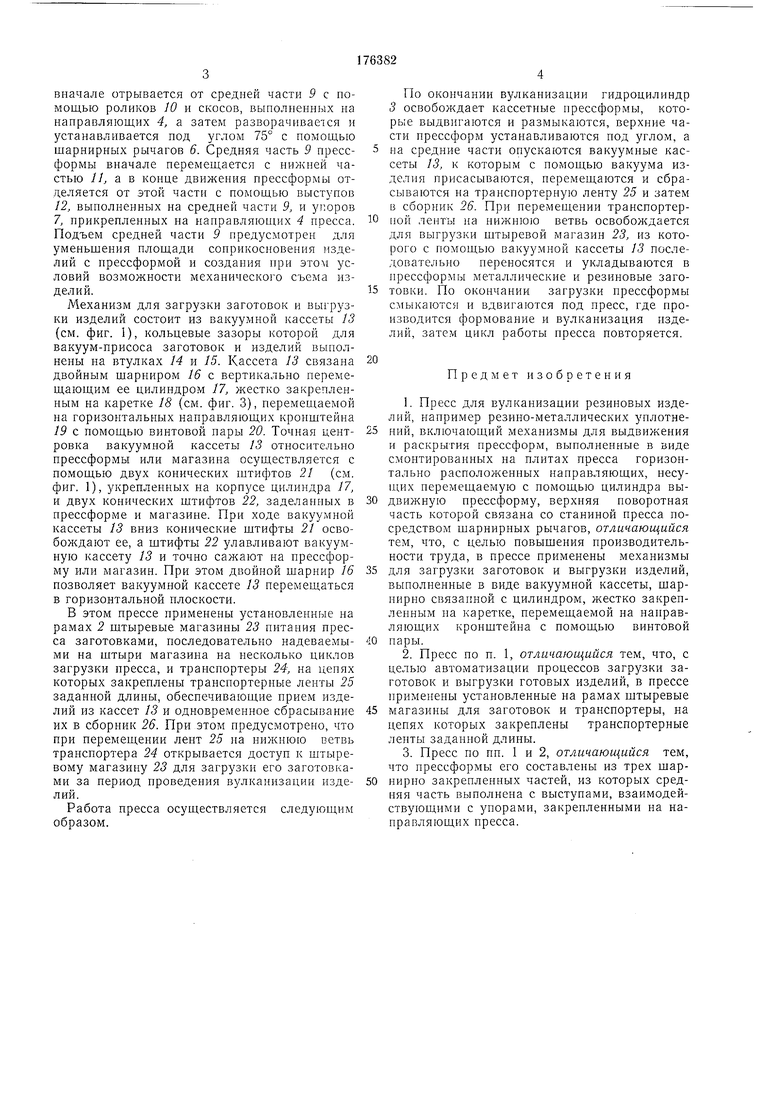
На фиг. 1 изображен пресс с частичными разрезами и деталировками узлов механизма загрузки заготовок и выгрузки изделий; на фиг. 2 - пресс с транспортерами и щтыревыми
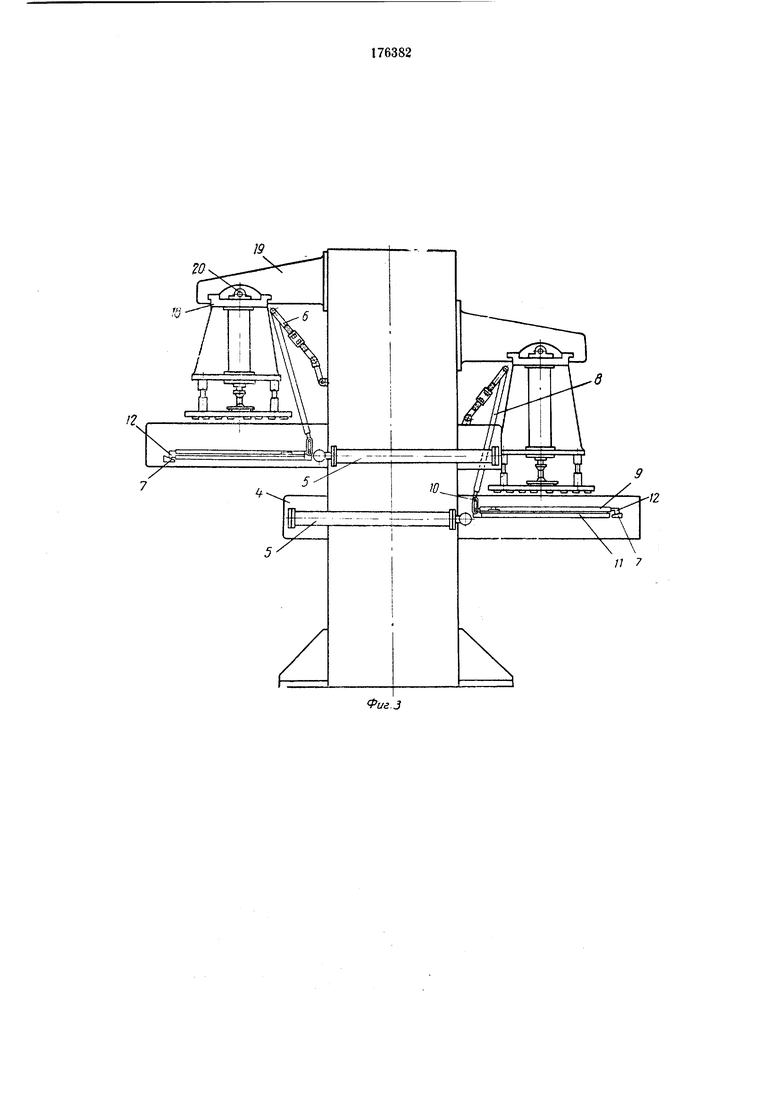
магазинами; на фиг. 3 - пресс с механизмами выдвнл ения и раскрытия прессформ.
Пресс для вулканизации резиновых изделий, например резино-металлических кольцевых уплотнений, состоит из смонтированных на рамах 1, 2 силового гидроцилиндра 3 и аналогичных по назначению и конструкции пар механизмов для выдвижения и раскрытия прессформ, механизмов для загрузки заготовок и выгрузки изделий, щтыревых магазинов для
заготовок и транспортеров приема и сброса готовых изделий.
Механизм для выдвил ения и раскрытия прессформы состоит из двух горизонтально распололсенных на плитах пресса направляющих 4 (см. фиг. 3), по которым с помощью гидроцилиндра 5, щарнирных рычагов 6 и упоров 7 кассетная прессформа перемещаегся и раскрывается. Прессформа составлена из трех щарнирно соединенных частей, имеющих две вначале отрывается от средней части 9 с немощью ролнков 10 и скосов, выполненных на нанравляющнх 4, а затем разворачивается и устанавливается нод углом 75° с помощью щарнирных рычагов 6. Средняя часть 9 нрессформы вначале перемещается с нижней частью 11, а в конце движения прессформы отделяется от этой части с помощью выступов 12, вынолненных на средней части Я и упоров 7, нрикрепленных на нанравляющих 4 пресса. Подъем средней части 9 предусмотрен для уменьщения площади соприкосновения изделий с прессформой и создания нри этом условий возможности механического съема изделий. Механизм для загрузки заготовок и выгрузки изделий состоит из вакуумной кассеты 13 (см. фиг. I), кольцевые зазоры которой для вакуум-присоса заготовок и изделий выполнены на втулках М и 15. Кассета 13 связана двойным шарниром 16 с вертикально перемещающим ее цилиндром 17, жестко закрепленным на каретке 18 (см. фиг. 3), перемещаемой на горизонтальных направляющих кронштейна 19 с номощью винтовой пары 20. Точная центровка вакуумной кассеты 13 относительно прессформы или магазина осуществляется с номощью двух конических щтифтов 21 (см. фиг. 1), укрепленных на корпусе цилиндра J7, и двух конических штифтов 22, заделанных в прессформе и магазине. При ходе вакуумной кассеты 13 вниз конические штифты 21 освобождают ее, а щтифты 22 улавливают вакуумную кассету 13 и точно сажают на ирессформу или магазин. При этом двойной шарнир 16 позволяет вакуумной кассете 13 перемещаться в горизонтальной нлоскости. В этом прессе нрименены установленные на рамах 2 щтыревые магазины 23 нитания пресса заготовками, последовательно надеваемыми на штыри магазина на несколько циклов загрузки нресса, и транспортеры 24, на цепях которых закреплены транспортерные ленты 25 заданной длины, обеспечивающие прием изделий из кассет 13 и одновременное сбрасывание их в сборник 26. При этом предусмотрено, что при перемещении лент 25 на нижнюю ветвь транспортера 24 открывается доступ к штыревому магазину 23 для загрузки его заготовками за период проведения вулканизации изделий. Работа пресса осуществляется следующим образом. По окончании вулканизации гидроцилиндр 3 освобождает кассетные прессформы, которые выдвигаются и размыкаются, верхние части прессформ устанавливаются под углом, а на средние части опускаются вакуумные кассеты 13, к которым с номощью вакуума изделия присасываются, перемещаются и сбрасываются на транспортерную ленту 25 и затем в сборник 26. При неремещении транспортерпой ленты на нижнюю ветвь освобождается для выгрузки щтыревой магазин 23, из которого с помощью вакуумной кассеты 13 последовательно нереносятся и укладываются в нрессформы металлические и резиновые заготовки. По окончании загрузки прессформы смыкаются и вдвигаются под пресс, где производится формование и вулканизация изделий, затем цикл работы нресса повторяется. Предмет изобретения 1.Пресс для вулканизации резиновых изделий, нанример резипо-металлических уплотнеНИИ, включающий механизмы для выдвижения и раскрытия прессформ, выполненные в виде смонтированных на плитах пресса горизонтально расположенных нанравляющих, несущих неремещаемую с номощью цилиндра выдвижную нрессформу, верхняя поворотная часть которой связана со станиной пресса посредством шарнирных рычагов, отличающийся тем, что, с целью повышения производительности труда, в прессе применены механизмы для загрузки заготовок и выгрузки изделий, выполненные в виде вакуумной кассеты, шарнирно связанной с цилиидром, жестко закренлепным на каретке, перемещаемой на нанравляющих кронштейна с помощью винтовой пары. 2.Пресс по п. 1, отличающийся тем, что, с целью автоматизации процессов загрузки заготовок и выгрузки готовых изделий, в прессе применены установленные на рамах щтыревые магазины для заготовок и транспортеры, на цепях которых закреплены транспортерные ленты заданной длины. 3.Пресс по пп. 1 и 2, отличающийся тем, что прессформы его составлены из трех шарнирно закрепленных частей, из которых средняя часть выполнена с выступами, взаимодействующими с упорами, закрепленными на направляющих пресса.
Л-Д
15
,/4
-S 2 --. т
Щт
6-J
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU235978A1 |
| УСТРОЙСТВО для ПЕРЕЗАРЯДКИ ВУЛКАНИЗАЦИОННЫХПРЕССОВ | 1970 |
|
SU266201A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU244601A1 |
| ЧЕРВЯЧНО-ЛИТЬЕВОЙ РОТОРНЫЙ АГРЕГАТ | 1967 |
|
SU200144A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| ТКХНИЧЕГИЛЯ В.Ч&ЛИОТ1:К.'\«о- IPri.M, гЬ10 | 1967 |
|
SU198628A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХИЗДЕЛИЙ | 1966 |
|
SU179463A1 |
| ВУЛКАНИЗАТОР-ФОРМАТОР | 1968 |
|
SU208256A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| УСТАНОВКА ДЛЯ ВУЛКАНИЗАЦИИ ФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU195090A1 |