Существующий в промышленности способ изготовления формовых резг;новых изделий предусматривает применение ручного труда при использовании на основных операциях шприц-машин, режущих устройств и вулканизацпонных этажных прессов: передача издеТ1ИЙ от операции к операции производится также вручную. Этот процесс характеризуется низкой производительностью труда.
Предметом данного изобретения --3 . способ механизированного о-ючно-автоматического изготовления формовых резиновых изделий с применением кассет для непрерывной подачи заготовок в гнезда прессформ.
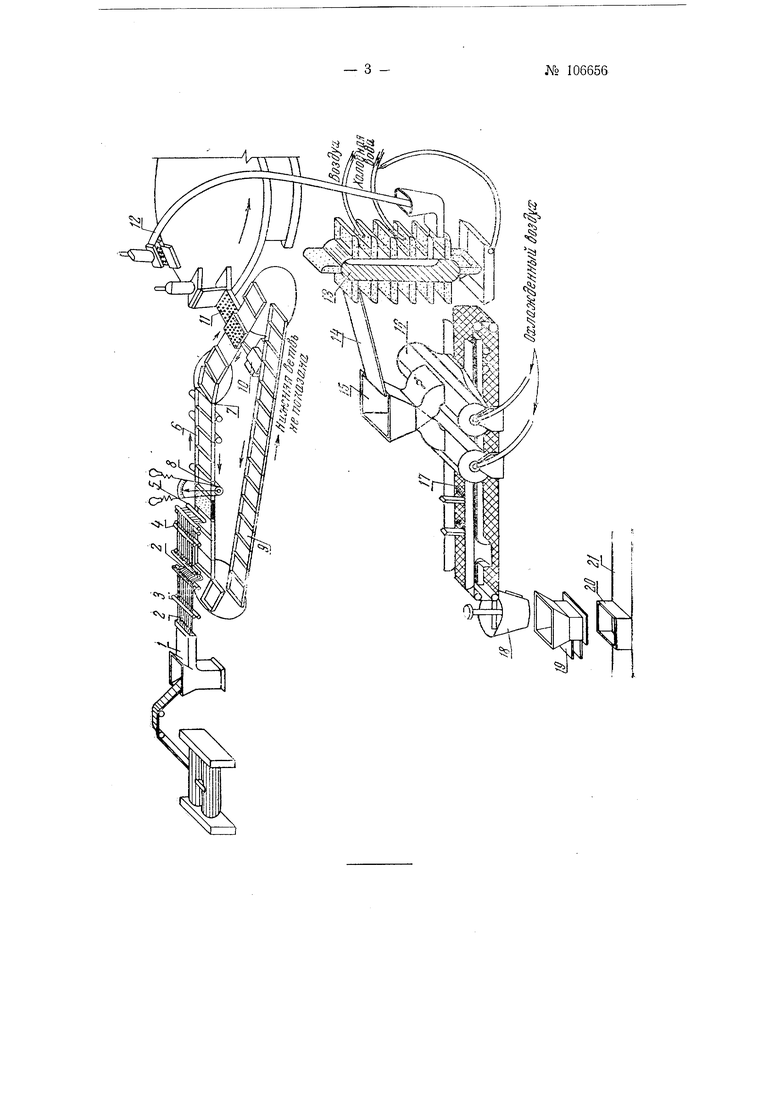
технологический процесс изготовлекия изделий заключается в следуюпхем (см. чертеж).
Выхочящие из шприц-машины / резиновые щнуры 2 проходят через систему гладк:1х валков 3 и профильных валков 4 и нарезаются на заготовки дисковым ножом, рйсполoжeины : на движуи;ейея каретке 5 Отрезанные по длине заготовки падают в наборные кассеты 6, направляемые конвейером 7 под режупл,ее устройство. Передвигаясь по конвейеру, кассета проходит над весами 8, которые указывают вес кассеты. Конвейер 9, имеющий большую скорость, чем конвейер /, подает 1сассету к толкателю W, который подает ее над прессформои вутканизационного агрегата. При этом задвижка кассеты смещается и заготовка проваливается в гнездо прессформы /;. Второй толкатель возвран1ает задвижку и кассету в прежнее положение.
Вулканизационный агрегат может быть карусельного типа или любым другим с автоматическим открыванием и закрыванием (рормы Свулканизованиое изделие посретством плунжерного толкателя удаляется из прессформы и посредством вилкообразных съемников или вакуумных присосок передается в систему пневмотранспорта 7/, а затем в ковшевой элеватор U для вочяного охлаждения. Охлажденные изделия транспортером И загружаются в бункер 15, откуда в оарабаны 16 зля удаления заусениц методом замораживания охлажденным воздухом. Готовые изделия выгружаются из барабана на сетчатый
транспортер 17, ячейки которого пропускают мелкую крошку, обломанных заусениц и задерживают изделие. В бункере 18, имеющем сетчатое дно, производится удаление остатков крупных выпрессовок. Просеявшиеся изделия поступают на автоматические весы 19 для расфасовки в коробки 20, проходяш,ие под весами на транспортере 21.
Предмет изобретения
1. Способ изготовления формовЕ 1х резиновых изделий с применением для изготовления сырых заготовок шприц-машин и режущих устройств, а для вулканизации-пресс-агрегата и разъемных прессформ с гнездами для укладки заготовок, отличающийся тем, что, с целью механизации процесса, выходяшие
из многоручьевои головки шнрицмашины резиновые шнуры прокатывают через профилирующие ролики, нарезают на заготовки, дозируют в кассеты с гнездами и отверстиями в них, передают к прессформе вулканизационного агрегата, из которой после вулканизации вакуум-присосами и ковшевым элеватором нанравляют на охлаждение н удаление заусениц.
2. Приспособление для выполнения способа по п. 1, отличающееся тем, что, е целью непрерывной подачи нарезанных заготовок в гнезда прессформы, в нем применена кассета в виде плиты с коническими гнездами по числу гнезд в прессформе и с задвижкой с отверстиями, совпадающими с отверстиями гнезд кассеты или перекрывающие их.