(Л
ел
00
ие. i
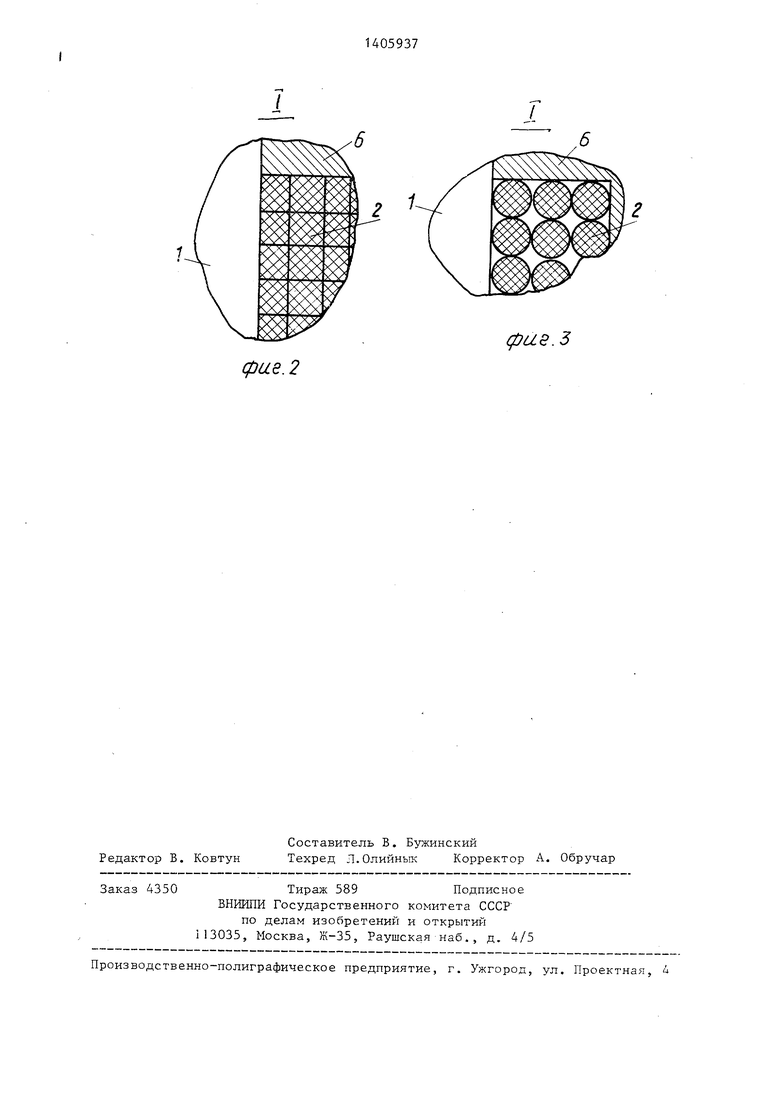
Изобретение относится к изготовле упругих элементов и может быть IJCC пользован о для изготовления вибро- 1| золяторов, Цель изобретения - упро- имение технологии изготовления. ; На фиг. 1 изображено устройство фтя осуществления способа; на фиг.2 узел 1 на фиг. 1; на фиг. 3 - то же, t:a фиг 1.
Устройство для осуществления спо- с.оба содержит отрезок стержня 1, на iioTopbm наматывается элемент 2 вибро кзолятора. Стержень 1 ограничен флан 1;ем 3 со ступицей 4, закрепленной на стержне и установленной в основании fij и плоскостью обьекта 6, при этом зтгомянутая ступица введена в отверстие 7 основания, а упомянутый стер- й;ень пропущен через отверстие 8 С бъекта.
Способ осуществляют следующим об- Е азом.
На стержень 1 между фланцами 3 :аматывают проволочный элемент 3 в Е:есколько слоев, заделывают концы г:роволочного элемента 3 в тело заготовки, после чего производят прессо- Еание заготовки усилием, приложенным г: фланцам 3 и направленным вдоль стержня 1 .
Предлагаемый способ существенно :5. прощает технологию, повьщ1ает произ- Еодительность и улучщает виброзащиту Г оследняя улучшается благодаря тому, :то точечный контакт элементов заменяется на линейный значительной длины, а сам продольно-поперечный характер деформации мотка позволяет полу- Цить нелинейную упругую характеристи rty с широкой петлей гистерезиса. Для Повышения несущей способности намот
О
Q
5
ка слоев осуществляется вплотную и в одном направлении, что повьшгает плотность в объеме мотка и его равномерность по сеченияМо Способ позволяет получить удлиненные виброизоляторы по значительно более простой технологии.
Формула изобретения
1.Способ изготовления виброизолятора, включающий операции получения заготовки виброизолятора: путем размещения проволочньк элементов вокруг стержня и последующее прессование заготовки до соприкосновения проволочных элементов усилием, направленным вдоль оси стержня, отличающийся тем, что, с целью упрощения технологии, заготовку виброизоляторов получают путем намотки длинномерного упругого проволочного элемента на стержень между ограничивающими поверхностями в несколько слоев с последующей заделкой концов в тело заготовки или в ограничивающие поверхности, а усилие прессования прикладывают к ограничивающим поверхностям.
2.Способ ПОП.1, отличающийся тем, что, с целью повьщ1е- ния несущей способности, намотку слоев осуществляют вплотную.
3.Способ по п.1,отлича ю- щ и и с я тем, что, с целью повьшхе- ния эффективности гашения низкочастотной вибрации, намотку слоев осуществляют с зазором перекрещивающимися слоями.
фае.З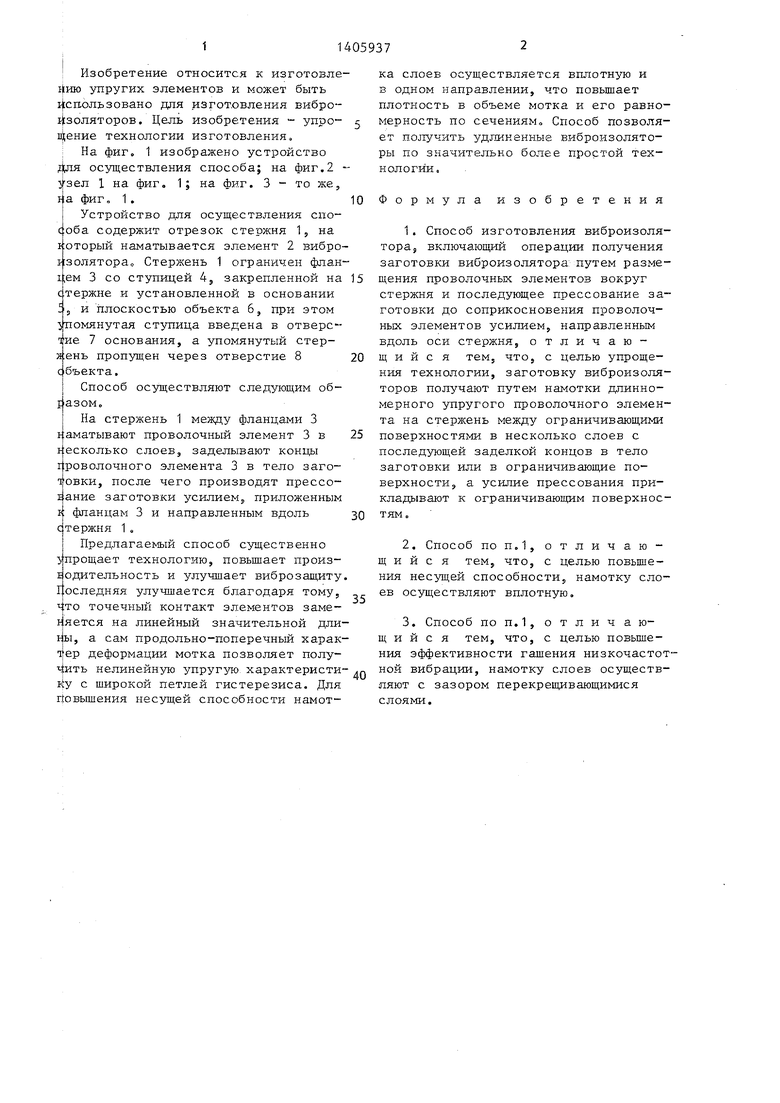
| название | год | авторы | номер документа |
|---|---|---|---|
| Упруго-демпфирующий элемент | 1986 |
|
SU1442738A1 |
| Виброизолятор | 1987 |
|
SU1606775A1 |
| Виброудароизолятор | 1986 |
|
SU1536098A1 |
| Виброизолятор | 1986 |
|
SU1350405A1 |
| Тягово-сцепное устройство | 1984 |
|
SU1243961A1 |
| Виброизолятор "двойной колокольчик" (варианты) и способ изготовления его упругогистерезисных элементов из проволочного материала | 2015 |
|
RU2626787C2 |
| Цельнометаллический виброизолятор "Волчок", способ изготовления его упругогистерезисных элементов | 2015 |
|
RU2653927C2 |
| ВИБРОИЗОЛЯТОР С БОЛЬШИМ ХОДОМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО УПРУГОГИСТЕРЕЗИСНЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2520230C2 |
| ВИБРОИЗОЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2266442C1 |
| Цельнометаллический виброизолятор средней грузоподъемности и способ его изготовления | 2015 |
|
RU2658251C2 |
Изобретение относится к области изготовления упругих элементов и позволяет упростить технологию их изготовления. Способ изготовления виброизолятора состоит в том, что для его получения наматывают длинномерный упругий гибкий проволочный элемент 1 на стержень 2 между ограничивающими плоскостями 3, 6 в несколько слоев в виде мотка с концами, заделанными в его тело или в ограничивающие плоскости. Затем поджимают гайкой и устанавливают между основанием и объектом. Для повышения несущей способности слои наматывают вплотную в одном направлении. Для гашения низкочастотной вибрации слои наматывают с зазором перекрещивающимися слоями относительно друг друга. 2 з.п. ф-лы, 3 ил.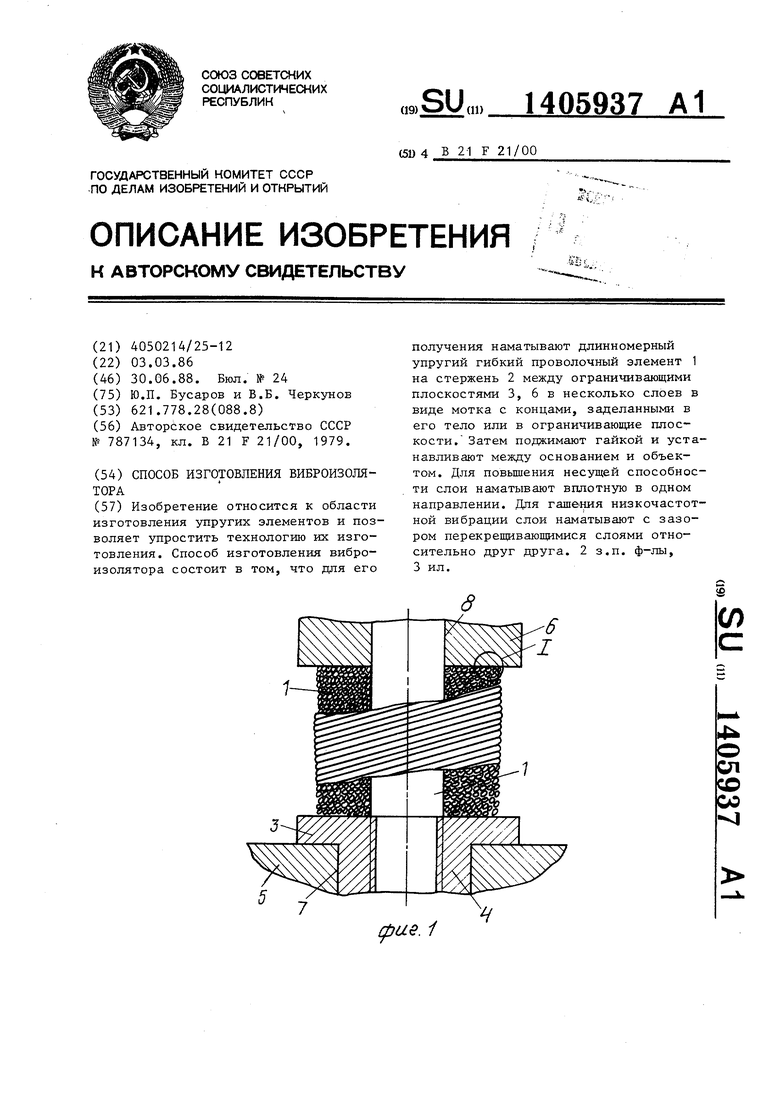
фае. 2
| Способ изготовления упруго- демпфирующего элемента из проволочного материала | 1979 |
|
SU787134A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
