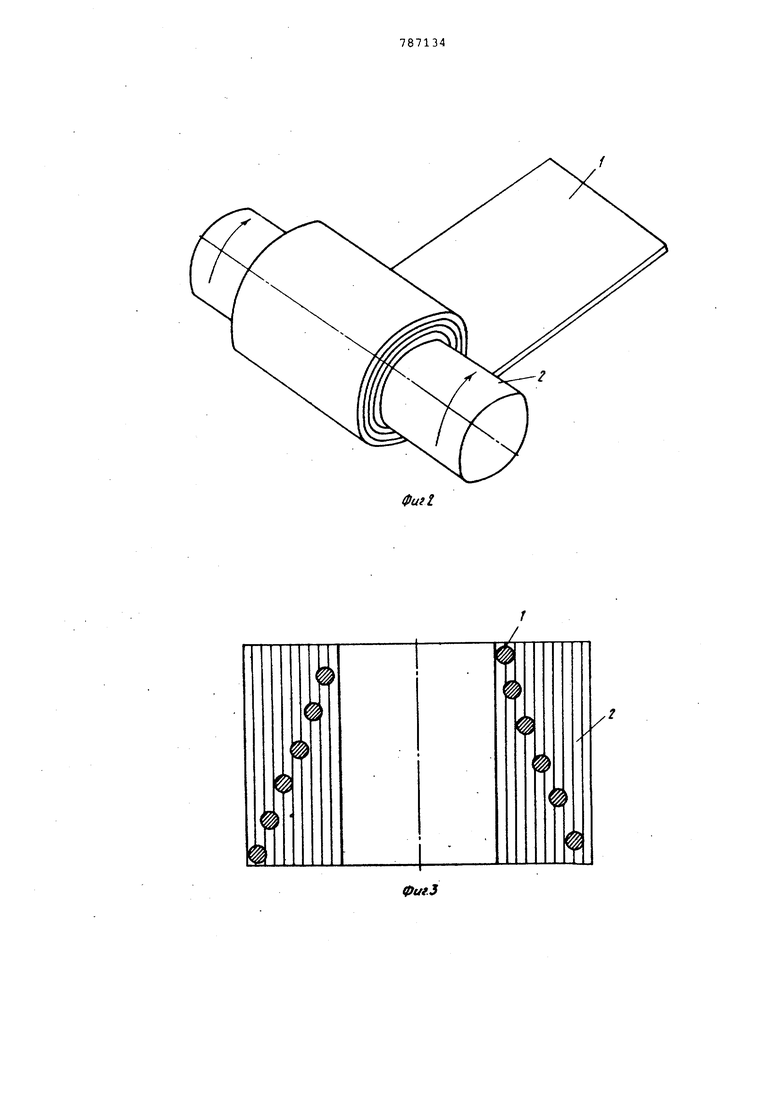
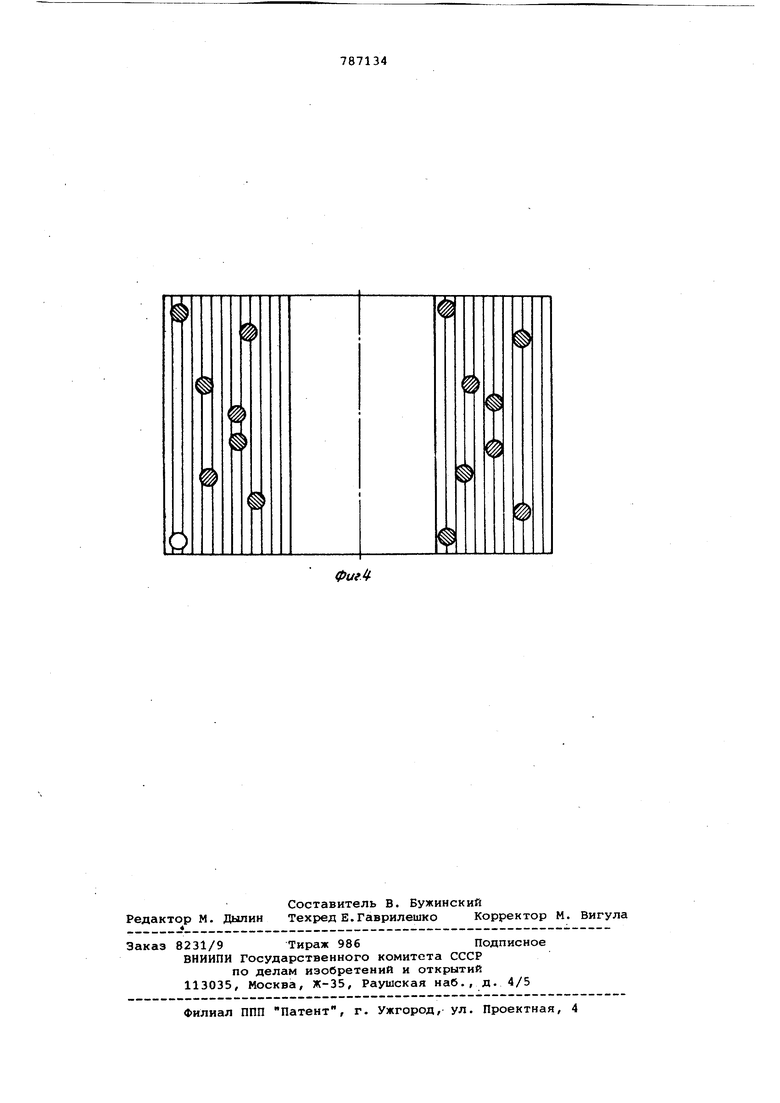
Изобретение относится к машиностроению и может быть использовано для изготовления гистерезисных элементов . Известен способ изготовления упру го-гистерезисных элементов из нетканого проволочного материала, вклю чающий формирование и холодное прес сование заготовки, выполненной в ви де рулона, свернутого из плоской сп рали, свитой из полосы или нескольких полос сетки, собранной из сцепленных витками параллельных рядов проволочной растянутой спирали, рас положенных вдоль ширины полосы и набитых с обеих сторон заполнителем из спиралей, растянутых до шага, ра него их диаметру, перекрещивающихся друг с другом и со спиралями сетки, отличающийся тем, что заготовку пре суют одновременно во всех радиальных направлениях при изготовлении втулок цилиндрических стержней. Известен также способ изготовления упруго-демпфирующего элемента из проволочного материала, включающий операции изЬотовления мата прямоугольной формы из отрезков проволоки, навитых в спирали с шагом, приблизительно равным диаметру спирали, и уложенных с взаимным перекрещиванием скатывания полученного мата в рулон и прессования рулона в прессфО е }i . Недостаток упругих элементов,получаемых такими способами - низкая стабильность амортизирующих свойств во времени, обусловленная усадкой упругого элемента под действием циклической сжимающей нагрузки. Цель изобретения - уменьшение усадки и улучшение демпфирующей способности элемента. Поставленная цель достигается тем, что при проведении способа,включающего операции изготовления мата прямоугольной формы из отрезков проволоки, навитых в спирали и уложенных с взаимным перекрещиванием скатывания полученного мата в рулон и прессования рулона в прессформе, в рулон скатывают несколько матов, уложенных один на другой, при этом между матами по диагонали накладывают тросы из стальной проволоки таким рбразом, чтобы между смежными матами тросы перекрещивались , В полученном таким способом упругом элементе стальной трос образует коническую пружину, расположенную в толще проволочного материала. Пружи на воспринимает сжимакяцую нагрузку и уменьшает усадку элемента. Давление прессований сжимает пружину и пружина воздействует на проволочный материал растягив.ающим усилием. Это усилие препятствует усадке демпфирунлцего элемента и, поджимая проволочки спиралей друг к другу , увелич вает энергию, рассеиваемую демпфирующим элементом при колебаниях.Кро ме того, стальной трос образует дополнительный демпфирукхций элемент. Рассеивание энергии колебаний, в полученном таким способом упругом эле менте происходит при трении проволо чек в толще проволочного материала друг о друга и о трос, а также при трении проволочек внутри стального троса. На фиг.1 изображен мат из провол ных спиралей с наложенным на него тросом; на фиг.2 - формирование заготовки упругого элемента-, на фиг. продольное сечение готового упругого элемента на фиг.4 - продольное сечение упругого элемента, армированного двумя тросами. Изготовление упруго-демпфирующег элемента из проволочного материала осуществляется следующим образом. Проволоку ЭЙ 708А Ф 0,09 мм навивают в спираль с наружным диамет ром 1,0б.+ 0,01 мм и взвешивают с точностью + 1%. Взвешенные спирали растягивают до шага О,9,.,,1,2 мм и хаотически (по возможности и равномерно) укладывают в виде мата на чистом резиновом коврике. Противоположные края мата отгибают параллельно друг другу и от руки уплотняют, придавая мату прямоугольную форму. На мате 1 по диагонали накладывают отрезок стального троса 2 (фиг.1). .Далее на мат накладывают поверх троса другой мат, изготовленный таким же способом. Маты наматывают на стержень-оправку, получая заготовку- рулон. Полученную заготовку прессуют в продольном направлении. Полученный упругий элемент имеет коническую пружину из стального троса, расположенную в толще упругого элемента (фиг.2). Формула изобретения Способ изготовления упруго-демпфирующего элемента из проволочного материала, включающий операции изготовления мата прямоугольной формы из отрезков проволоки, навитых в спирали с шагом приблизительно равным диаметру спирали и уложенных с взаимным перекрещиванием скатывания получен ного мата в рулон и прессования рулона в прессформе, о т л ич аю.щ и йс я тем, что, с целью повышения качества изделий, в .рулон скатывают несколько матов, уложенных один на другой, при этом между матами по диагонали накладывают тросы из стальной проволоки таким образом, чтобы между смежными матами росы перекрещивались. Источники информации, принятые во внимание при экспертизе 1. Ильинский В. С. Защита аппаратов от динамических воздействий. ., Энергия, 1970, с. 278,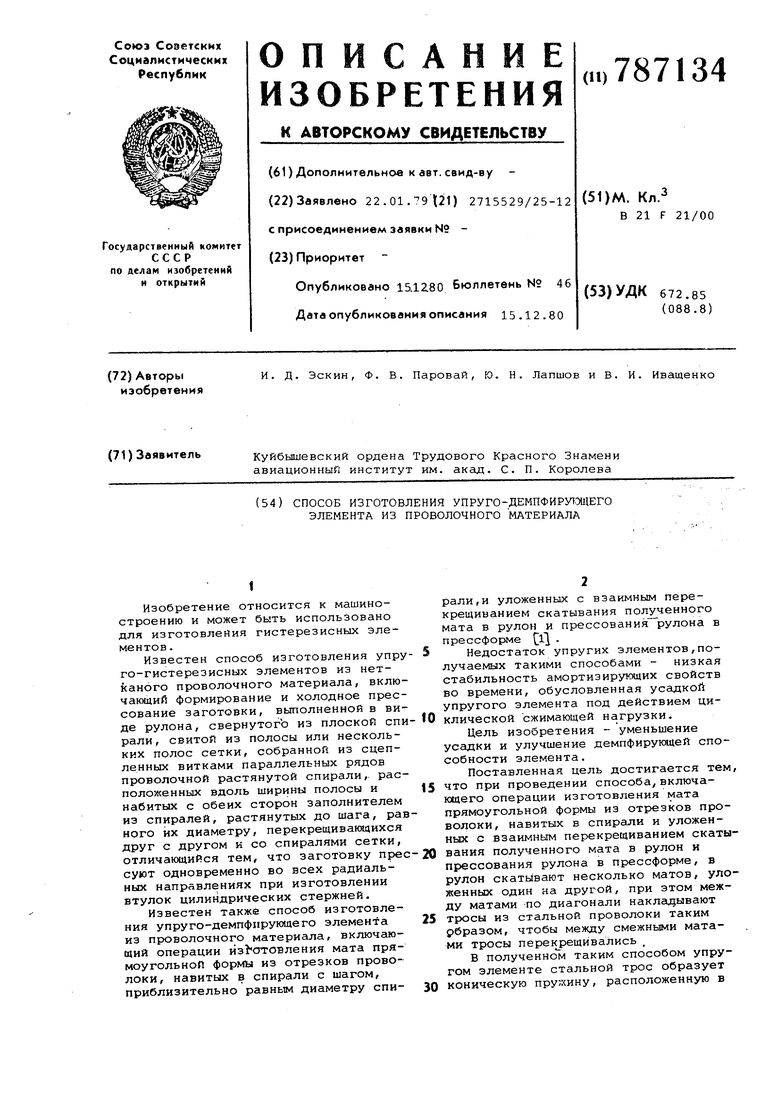
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовок для получения металлорезиновых упругодемпфирующих элементов | 1987 |
|
SU1472168A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО НЕТКАННОГО ПРОВОЛОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2532715C2 |
| Способ изготовления упругодемпфирующего элемента из проволочного материала | 1991 |
|
SU1785474A3 |
| Способ изготовления упругих элементов из нетканого проволочного материала | 1987 |
|
SU1489905A1 |
| СПОСОБ УКЛАДКИ СПИРАЛЕЙ | 1991 |
|
RU2011460C1 |
| Способ изготовления нетканого материала из проволоки | 1989 |
|
SU1622065A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ДЕМПФИРУЮЩЕГО ЭЛЕМЕНТА ИЗ ПРОВОЛОЧНОГО НЕТКАНОГО МАТЕРИАЛА | 2004 |
|
RU2287394C2 |
| Способ изготовления упругодемпфирующих деталей из МР | 1988 |
|
SU1567814A1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАГОТОВКИ ИЗ МАТЕРИАЛА МЕТАЛЛОРЕЗИНЫ | 2016 |
|
RU2631064C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА «МР» ИЗ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1966 |
|
SU183174A1 |