/
LJ.
у
00
Изобретение относится к подъемно- транспортному машиностроению, а именно к винтовым конвейерам, и может использоваться при изготовлении уст- ройств, предназначенных для транспортировки сыпучих, жидких и других подобных материалов.
Цель изобретения - упрощение полуку кулис:ки 2 на валу 3 в складки, при этом обеспечивается возможность поворота кронштейна 8 вокруг оси вала 3. Это делают до тех пор, пока кронштейн 8 не сядет на правый конец вала 3, после чего кронштейн 8 с втулкой 9 фиксируют на правом конце вала 3. В результате получают шнек.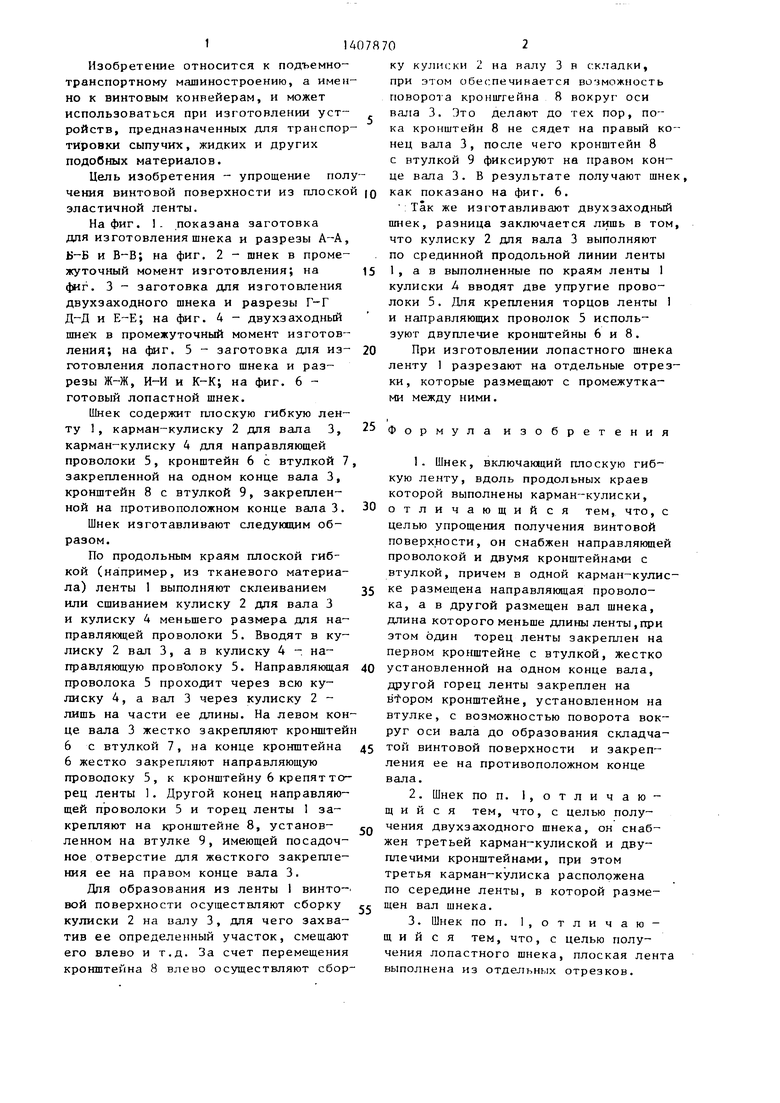
| название | год | авторы | номер документа |
|---|---|---|---|
| ШНЕК САМООЧИЩАЮЩИЙСЯ | 2009 |
|
RU2399573C1 |
| УСТРОЙСТВО ДЛЯ ВНЕСЕНИЯ ДОБАВОК В СУХИЕ КОРМА | 2013 |
|
RU2547467C1 |
| УСТРОЙСТВО ДЛЯ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2020016C1 |
| Шнек гибкого винтового конвейера и способ его изготовления | 1980 |
|
SU1253903A1 |
| ШНЕКОВЫЙ НАСОС ЗЕМЛЯКОВА ДЛЯ ВЯЗКИХ МАСС С ПРИВОДОМ ОТ БЫТОВОЙ ЭЛЕКТРОДРЕЛИ | 2007 |
|
RU2335660C1 |
| ШНЕКОВЫЙ НАСОС ЗЕМЛЯКОВА Н.В. С ПОДОГРЕВАЕМЫМ ПИТАТЕЛЕМ | 2006 |
|
RU2320895C1 |
| ШНЕКОВЫЙ НАСОС ЗЕМЛЯКОВА ДЛЯ ПЕРЕКАЧКИ ВЯЗКИХ МАСС | 2004 |
|
RU2276289C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ПО ПРОИЗВОДСТВУ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННАЯ В ЭТОМ ТЕХНОЛОГИЧЕСКОМ КОМПЛЕКСЕ | 2005 |
|
RU2304042C2 |
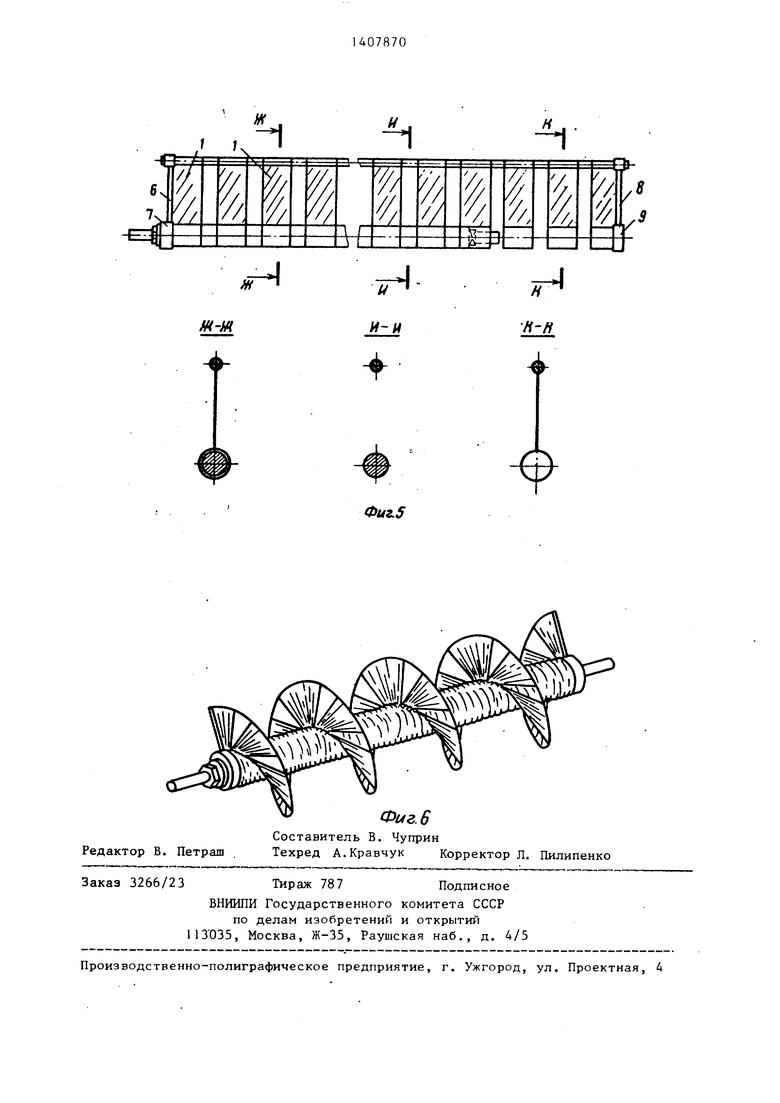
Изобретение относится к подъемно-транспортному машиностроению предназначено для транспортировки сыпучих, жидких и других подобных материалов. Цель - упрощение получения винтовой поверхности из плотной эластичной ленты. Шнек содержит гибкую плоскую ленту 1. Вдоль ее продольных краев выполнены карман-кулиски (КК) 2 и 4 дпя размещения в них соответственно вала (В) 3 и направляющей проволоки 5. Последняя проходит череэ всю КК 4, а В 3 - через КК 2 лишь на часть ее длины. На левом конце В 3 устанавливают кронштейн 6 с жестко закрепленной втулкой 7, на правом- кронштейн 8 с втулкой 9. Длина В 3 меньше длины ленты I. Один торец ленты закреппяют на кронштейне 6, другой - на кронштейне 8 с возможностью поворота вокруг оси В 3 до образования складчатой винтовой поверхности. Для получения двухзаходного шнека по середине ленты может быть расположена третья КК, в которой размещается ; В 3 шнека. Дпя крепления торцов ленты и проволок 5 используют двуплечие кронштейны 6 и 8. При изготовлении лопастного шнека лента 1 выполняется из отдельных отрезков. 2 з.п. ф-лы, 6 ил. с € (Л
чения винтовой поверхности из плоской ю как показано на фиг. 6.
эластичной ленты,
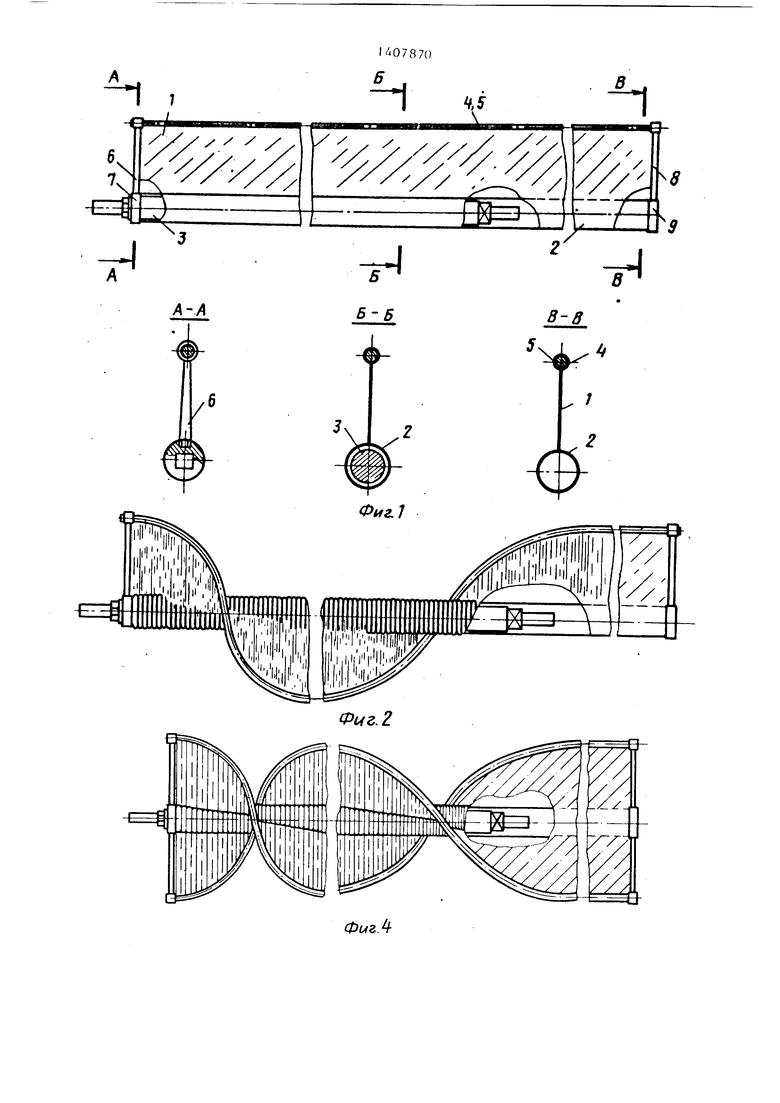
На фиг. 1. показана заготовка для изготовления шнека и разрезы А-А, Б-Б и В-В; на фиг. 2 - шнек в промежуточный момент изготовления; на фиг. 3 - заготовка для изготовления двухзаходного шнека и разрезы Г-Г Д-Д и Е-Е; на фиг. 4 - двухзаходный шнек в промежуточный момент изготовления; на фиг. 5 - заготовка для изготовления лопастного шнека и разрезы Ж-Ж, И-И и К-К; на фиг. 6 - готовый лопастной шнек.
Шнек содержит плоскую гибкую ленту 1, карман-кулиску 2 для вала 3, карман-кулиску 4 для направляющей проволоки 5, кронштейн 6 с втулкой 7 закрепленной на одном конце вала 3, кронштейн 8 с втулкой 9, закрепленной на противоположном конце вала 3.
Шнек изготавливают следующим образом.
По продольным краям плоской гибкой (на1пример, из тканевого материала) ленты 1 выполняют склеиванием или сшиванием кулиску 2 дпя вала 3 и кулиску 4 меньшего размера для направляющей проволоки 5. Вводят в кулиску 2 вал 3, а в кулиску 4 -. направляющую пров олоку 5. Направляющая проволока 5 проходит через всю кулиску 4, а вал 3 через кулиску 2 - лишь на части ее длины. На левом конце вала 3 жестко закрепляют кронштей 6 с втулкой 7, на конце кронштейна 6 жестко закрепляют направляющую проволоку 5, к кронштейну 6 крепят торец ленты 1. Другой конец направляющей проволоки 5 и торец ленты I закрепляют на кронштейне 8, установленном на втулке 9, имеющей посадочное отверстие для жесткого закрепления ее на правом конце вала 3,
Дпя образования из ленты 1 винтовой поверхности осуществляют сборку кулиски 2 на валу 3, для чего захватив ее определенный участок, смещают его влево и т.д. За счет перемещения кронштейна 8 влево осуществляют сбор
:Так же изготавливают двухзаходный шнек, разница заключается лишь в том, что кулиску 2 дпя вала 3 выполняют по срединной продольной линии ленты 1, а в выполненные по краям ленты 1 кулиски Л вводят две упругие проволоки 5. Для крепления торцов ленты 1 и направляющих проволок 5 используют двуплечие кронштейны 6 и 8.
При изготовлении лопастного шнека ленту 1 разрезают на отдельные отрезки, которые размещают с промежутками между ними.
Формула изобретения
5
0
0
5
0
А А
/
Фцг.2
Б-Б
В-8 -/ 2
Фиг,
ФигЛ
Фиг. 6
Составитель В. Чуприн Редактор В. Петраш . Техред А.Кравчук Корректор Л. Пилипенко
Заказ 3266/23 Тираж 787Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг.5
| Винт винтового конвейера | 1960 |
|
SU138863A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Способ изготовления шнека гибкого винтового конвейера | 1978 |
|
SU1232597A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
