Приспособление для получения боргов и ребер жесткости на трубах из винипласта известны.
В таких приспособлениях борта и ребра изготавливались из специального профильного винипластового уголка. Этот способ был исключительно трудоемким, требовал затрат сварочных прудков и профильного уголка, причем из-за отсутствия последнего не всегда был осуществим. Отличительной особенностью предлагаемого приспособления является то, что оно соединяется непосредственно с гибочпым барабаном. В этом случае изготовление бортов и ребер жесткости происходит одновременно с гибкой труб.
Для получения на трубе бортов приспособление выполнено в виде прикрепленной к гибочному барабану ленты с бортами по краям, а для получения на трубе ребер оно выполнено в виде соответствующей формы полос, прикрепленных к гибочному барабану.
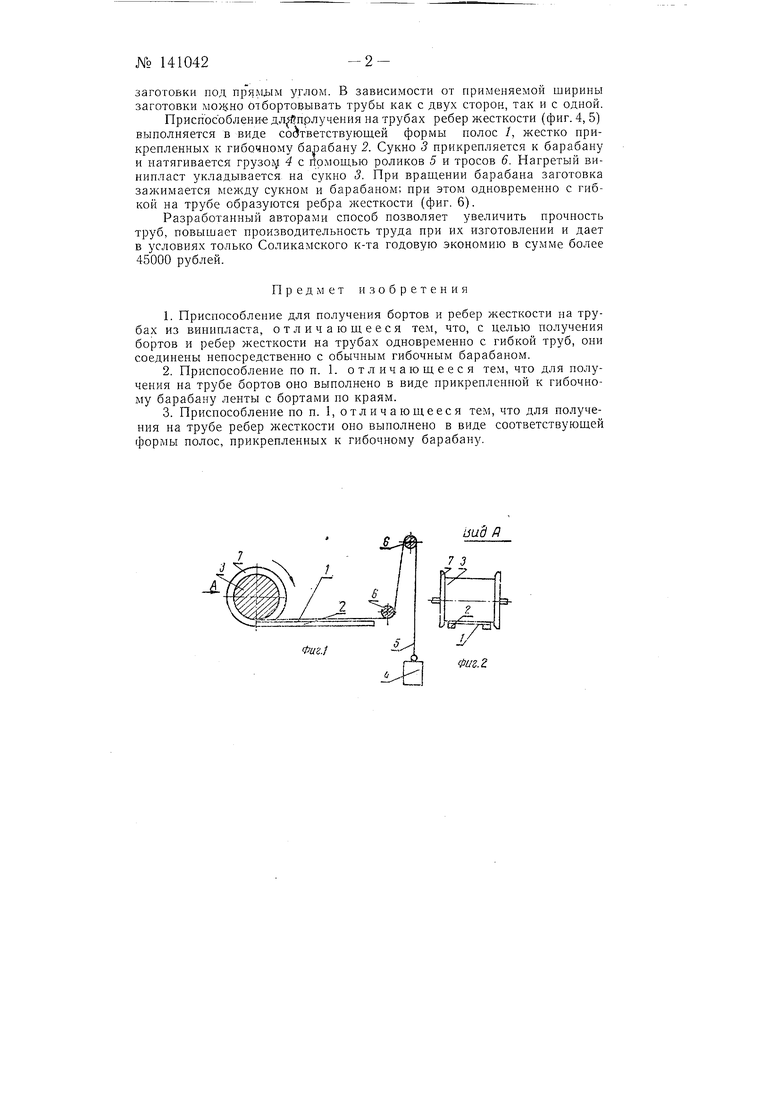
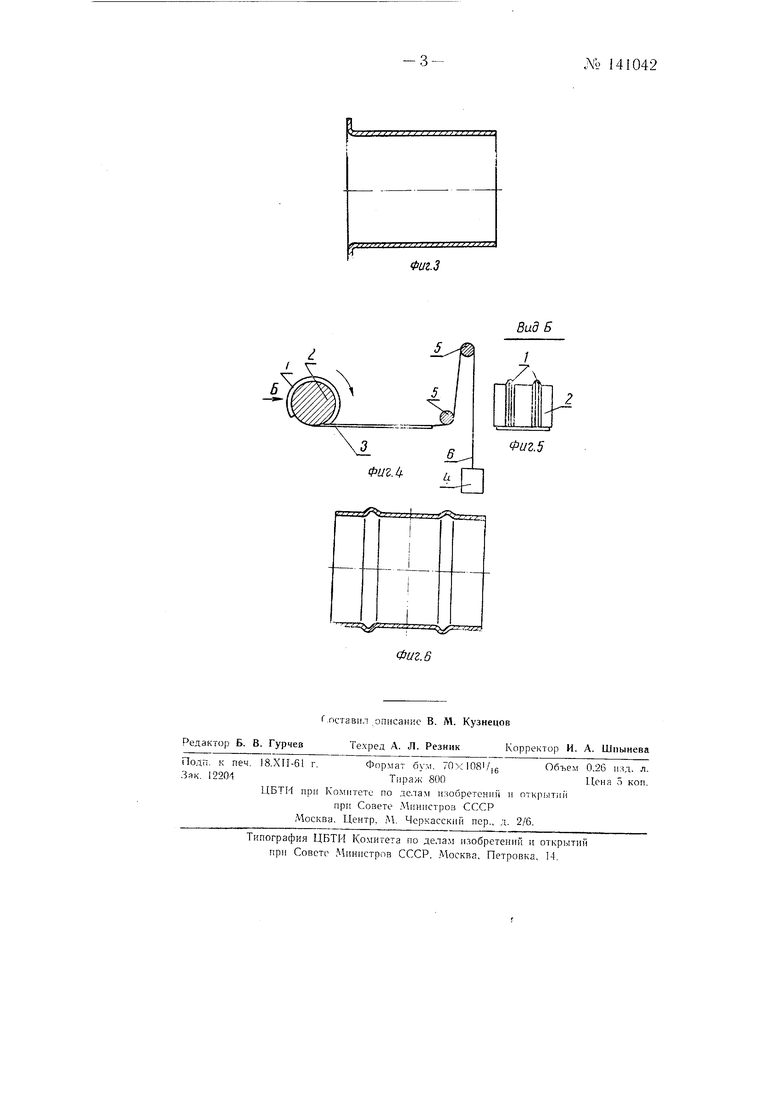
На фиг. 1 схематично показано приспособление для устройства бортов; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - продольный разрез отбортованной трубы; на фиг. 4 показано приспособление для получения ребер жесткости; на фиг. 5 - вид по стрелке Б на фиг. 4; на фиг. б - продольный разрез трубы с ребрами жесткости.
Приспособление для получения бортов на трубах (фиг. 1, 2) состоит из ленты У, имеющей борта 2 и прикрепленной к гибочному барабану 3, причем ширина ленты меньше щирины барабана на двойную толщину листа винипласта. Лента натягивается с помощью груза 4 и двух тросов 5, проходящих через ролики 6.
Гибочный барабан имеет по краям два диска 7. Разогретый лист винипласта, имеющий ширину больще щирины ленты на величину бортов, укладывается на ленту. При вращении барабан наматывает на себя ленту, а вместе с ней и лист винипласта, придавая ему цилиндрическую форму. Одновременно диски 7 и борта 2 ленты отгибают края
заготовки под прядщм углом. В зависимости от применяемой ширины заготовки отбортовывать трубы как с двух сторон, так и с одной.
ПриспосЪблени-е дл прлучения на трубах ребер жесткости (фиг. 4, 5) выполняется в виде соответствующей формы полос /, жестко прикрепленных к гибочпому барабану 2. Сукно 3 прикрепляется к барабану и натягивается грузол 4 с помощью роликов 5 и тросов 6. Нагретый винипласт укладывается на сукно 3. При вращении барабана заготовка зажимается между сукном и барабаном; при этом одновременно с гибкой на трубе образуются ребра жесткости (фиг. 6).
Разработанный авторами способ позволяет увеличить прочность труб, повышает производительность труда при их изготовлении и дает в условиях только Соликамского к-та годовую экономию в сумме более 45000 рублей.
Предмет изобретения
1.Приспособление для получения бортов и ребер жесткости на трубах из винипласта, отличающееся тем, что, с целью получения бортов и ребер жесткости на трубах одновременно с гибкой труб, они соединены непосредственно с обычным гибочным барабаном.
2.Приспособление по п. 1. отличающееся тем, что для получения на трубе бортов оно выполнено в виде прикрепленной к гибочному барабану ленты с бортами по краям.
3.Приспособление по п. 1, отличающееся тем, что для получения на трубе ребер жесткости оно выполнено в виде соответствующей формы полос, прикрепленных к гибочному барабану.
Liub fi
232
