ГС
;0
Изобретение относится к сварочному производству и может быть использовано для параметрической стабилизации режима контактной сварки на переменном токе.
Целью изобретения является интенсификация процесса сварки.
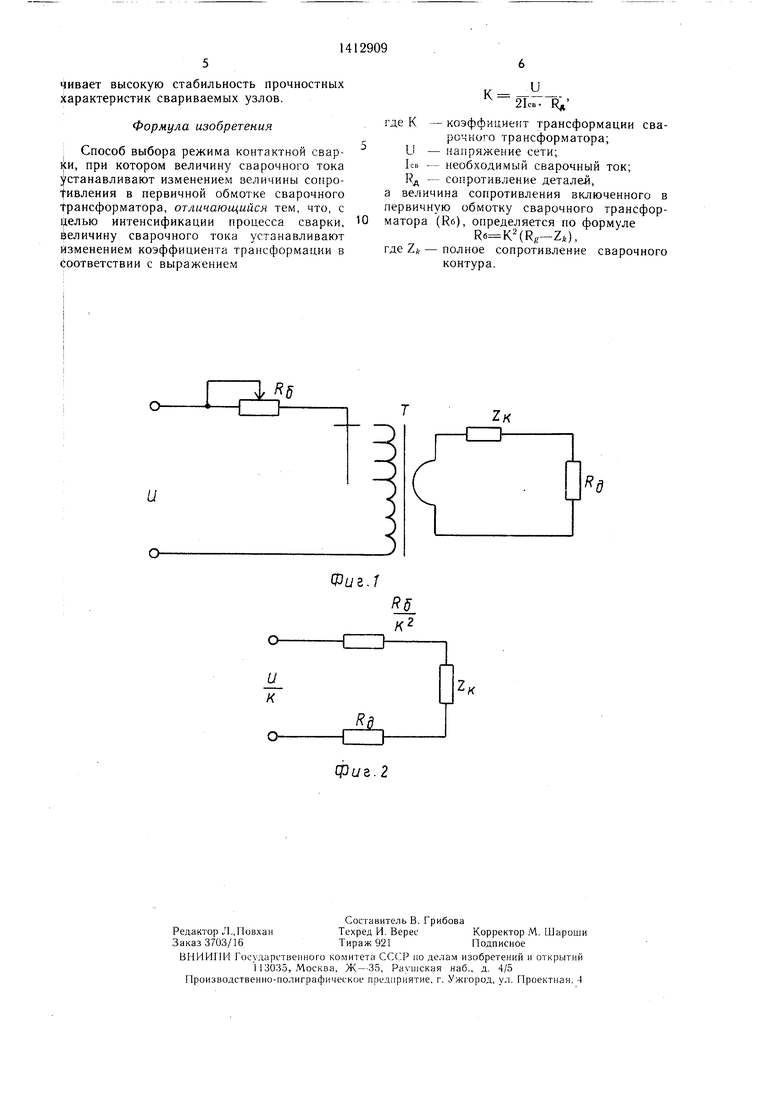
На фиг. 1 представлена схема реализации способа выбора режима контактной сварки; на фиг. 2 - схема замещения, необходимая для анализа процесса стабилизации.
Необходимый сварочный ток устанавливают выбором коэффициента трансформации сварочного трансформатора и сопротивления резистора, включенного последовательно со сварочным трансфор.матором, при этом значение этих параметров определяют по формулам
к - -21с„Рд
..-ZK)
(2)
где К - коэффициент трансформации сварочного трансформатора;
и - напряжение сети;
leu - необходимый сварочный ток;
R.I - сопротивление деталей (зона сварки, где неободимо стабилизировать эперговыделение);
RB - сопротив.чение резистора, включенного последовательно со сварочным трансформатором;
ZK - полное сопротивление сварочного контура.
Нри выполнении вышеперечисленных зависимостей заранее определяется оптимальный режим сварки, обеспечивающий параметрическую стаби. шзацию энерговыделения для партии конкретных деталей при колебании их сопротивления, что повышает качество сварки и улучшает прочностные характеристики свариваемых узлов.
Сварочный трансформатор имеет отводы для выбора коэффициента трансформации (К), носледовательно со сварочными трансформатором включен регулируемый резистор R6.
Схема замещения необходима для анализа процесса стабилизации (фиг. 2).
Выбор необходимого значения сварочного тока известными способами не приводит в общем случае к coблюдe шю параметрической стабилизации энерговыделения
в зоне сварки, которое наблюдается при равенстве
R« ZK + - 1
(3)
При выборе необходимого значения сварочного тока по первому способу ( K, Ucr), параметрическая стабилизация наблюдается, как видно из формулы (3), только при R,. Осуществление этого условия для большого диапазона сопротивлений свариваемых деталей практически невозможно, так как для регулирования Z машины требуется изменение конструкции вторичного контура.
Нри выборе необходимого значения сварочного тока по второму способу ( K const) нараметрическая стабилизация наблюдается только при одном значении сварочного тока:
0
0
K(R«4-Z. + |f) который, учитывая формулу (3) равен
{ак7
- и может не соответствовать необходимому значению для получения качественной сварки.
Установка необходимого значения сварочного тока по предлагаемому способу во всех случаях, когда , обеспечивает оптимальный режим сварки с соблюдением условий параметрической стабилизации и необходимую величину сварочного тока.
Пример. Необходимо подобрать режим сварки деталей со средним значением сопротивления R;,1000-10 Ом. Сопротивление сварочного контура машины ХЮ Ом. Напряжение питания 380 В. сварочный ток 2- 10 А.
Выбор режима по первому способу.
Необходимый коэффициент трансформа Rfc+2 2Ч-Дт:ЗОО ь .
/1,ля удобства расчета рассматривают изменение мощности, выделяемой на сопротивлении R;j, при его колебаниях на 20%. 5 Такое допущение правомерно, так как время протекания сварочного тока постоянно, а энерговыделение фопорционально мощности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выбора режима контактной сварки | 1988 |
|
SU1581517A1 |
| Способ выбора режима контактной сварки переменным током | 1991 |
|
SU1808575A1 |
| Способ выбора режима контактной сварки переменным током | 1991 |
|
SU1815074A1 |
| Способ выбора режима контактной сварки | 1991 |
|
SU1813604A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2424099C1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2009 |
|
RU2424095C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2012 |
|
RU2507046C1 |
| Источник питания для электродуговой сварки | 1990 |
|
SU1787085A3 |
| Способ определения коэффициента мощности контактной сварочной машины | 1990 |
|
SU1743767A1 |
Изобретение относится к сварочному производству и может быть использовано для параметрической стабилизации режима контактной сварки. Цель - интенсификация процесса сварки. Сварочный ток устанавливают путем одновременного изменения коэффициента трансформации сварочного трансформатора и величины резистора, включенного последовательно со сварочным трансформатором, а также расчета регулируемых параметров по формулам : 21с8- R ,-ZK), где К - коэффициент трансформации сварочного трансформатора; И - напряжение сети; Ьв - сварочный ток; R.a - сопротивление деталей; Re - сопротивление резистора, включенного последовательно со сварочным трансформатором; ZK - полное сопротивление сварочного контура. Использование одновременного регулирования тока путем изменения коэффициента трансформации и резистора, включенного последовательно со сварочным трансформатором, позволяет подобрать режим сварки, соответствующий условиям стабилизации, повысить качество сварки. При использовании способа не требуется больших переделок сварочного оборудования. 2 ил. а р (Л
R,T
,, Г ) ,1,-п
- -уГ - (kn-t- .„)J
4008 Бт;
Р,- 207 8иО-пГ --380
.Ь((Ш- 300- 10 J
-1
РЯ.+
-6 г
м г
.1
380
L146(1000 + 300-10)
380
300- 10 J
-1 2 4478 Вт;
380
Вт
1412909 34
Как видно из расчетов, при измененииВыбор режима по второму способу,
сопротивления деталей на ±20% мощ-Коэффициент трансформаци K const
ность изменяется х. ±10%..
RS каГГ - A - Z,) К2 ( - ЮОО-Ю - ЗОО- Ю )-ЗО 6,25 Ом Мощность, выделяемая на сопротивлении
Р,, R. 1« 1000-10
K(R. Z, .
Г 380---7-5-- 1 4000 Вт,
-50(1000-10 + 300-10 + 50
О о А
Р, - 20/: 800-10 V
50(800-10 +300-10 + -- -J
- 6 г ТЯО 20% 1200-10 I 2 4332 Вт
RA 1U/0 - i.duu lu- т-g6 S
i-50(1 200 -10 +300-10 + -
Как видно из расчетов, мощность изме-Выбор режима по предлагаемому споняется в пределах (-|-8,3) -( -10,8) %.собу:
К У. 380
SIcB-f-A 2-2 -103 -1000 -10-
R К2 (R - z) 952 (1000 -ю - 300 -Ю ) 6,31 Ом
Мощность, выделяемая на сопротивлении Кд:
Dп i1 1 . (ч 1 л б ГJOU-I
Ч- 1000-10 io03 Вт;
1-95(1000- 10 +300-10 + - 20% 800-Ю -
-95(800-10 °+ 300-10 + 4т- «Д„ч
L95( 8()(J -1(Г + -2i-i
3954 ;5т;
Р +-20Z 1200-104- - 2- 1 39ЬО Вт
5(1200- 10 % 300-10 % 1 J
9т
Как видно из расчетов, выбор режимапоследовательно сварочному трансформатопо данному способу обеспечивает измене-ру, позволяет легко подобрать режим сварние выделяемой мощности - (0,8-1,2)%ки, соответствующий условиям стабилизапри колебаниях сопротивления свариваемыхции, повысить качество сварки. При исполь- деталей на ±20%. зовании данного способа не требуется
Использование одновременного регулиро-серьезны.х переделок сварочного оборудова- вания тока путем изменения коэффициентания. Сварка в режиме с соблюдением ус- трансформации и резистора, включенноголвий стабилизации энерговыделения обеспе 3954 ;5т;
чивает высокую стабильность прочностных характеристик свариваемых узлов.
Формула изобретения
Способ выбора режима контактной свар- $и, при котором величину сварочного тока устанавливают изменением величины сопротивления в первичной обмотке сварочного трансформатора, отличающийся тем, что, с 1р,елью интенсификации процесса сварки, величину сварочного тока устанавливают изменением коэффициента трансформации в соответствии с выражением
Фиг.Г
о
-CZZh
и к
где К
К- - 21св.
коэффициент трансформации сва
речного трансформатора; Lf - напряжение сети; 1с1 - необходимый сварочный ток; - сопротивление деталей, а величина сопротивления включенного в первичную обмотку сварочного трансформатора (Re), определяется по формуле
(,),
где Zft - полное сопротивление сварочного контура.
RJ к2
| Патон Б | |||
| Е., Лебедев В | |||
| К | |||
| Электрооборудование для контактной сварки | |||
| М.: Машиностроение, 1969, с | |||
| Прибор для исправления снимков рельефа местности | 1921 |
|
SU301A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ МАЛОГАБАРИТНЫХ ДЕТАЛЕЙ | 0 |
|
SU202377A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
