Известны устройства для сварки, содержащие сварочный трансформатор, схему управления, состоящую из двух цепей с вентилями и регулируемыми резисторами, обеспечивающими раздельное управление подогревной и сварочной ступенями сварочного импульса. Но в этих устройствах нельзя получить однополярный непрерывный сварочный имнульс длительностью в один полупериод, состоящий из двух ступеней, одна из которых подогревает свариваемые детали, а другая сваривает их.
Предлагаемое устройство отличается от известных тем, что в схему управления введен дополнительный трехфазный трансформатор со вторичными обмотками, соединенными звездой. К нулю звезды подключен вентиль подогревной цепи, а вентиль сварочной цепи подключен к свободному концу третьей фазы. Это дает возможность уменьшить выплеск металла при сварке путем создания однополярного сварочного импульса сложной формы длительностью в один полупериод.
Чтобы получить сдвиг фаз между подогревной и сварочной ступенями импульса, обмотка трансформатора, питающая подогревную цепь, отсоединена от нулевой точки звезды, а схема управления с помощью переключателя обеспечивает включение двух или трех последовательно соединенных обмоток дополнительного трансформатора в сварочной цепи.
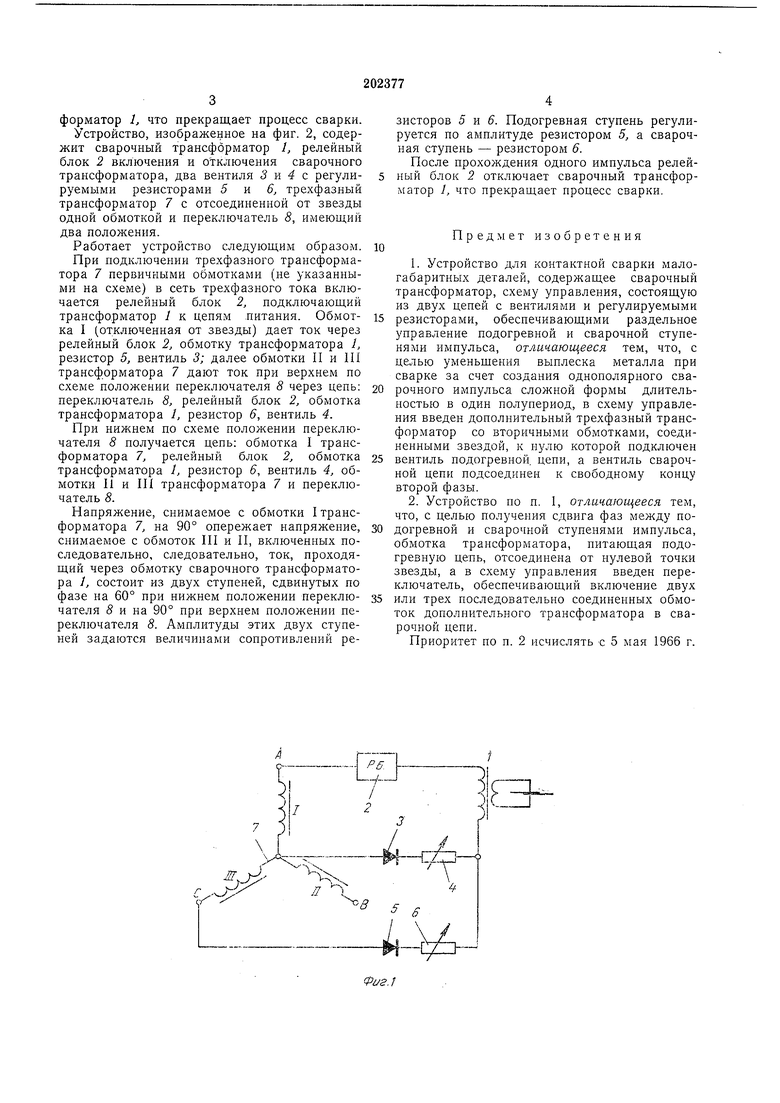
Принципиальные схемы устройства представлены на фиг. 1 и 2.
Устройство (фиг. 1) содержит сварочный трансформатор 1, релейный блок 2 включения
и отключения сварочного трансформатора,, два вентиля 5 и 4 регулируемыми резисторами 5 и 5 и трехфазный трансформатор 7, соединенный звездой. Работает устройство следующи.м образом.
При подключении трехфазного трансформатора 7 первичными обмотками (на схеме не указаны) в сеть трехфазного тока включается релейный блок 2, подключающий трансформатор / к цепям питания.
Обмотка I трансформатора 7 дает ток через обмотку трансформатора 1, резистор 5, вентиль 3; далее обмотка III трансформатора 7 дает ток по цени: обмотка трансформатора /, резистор 6 и вентиль 4.
Напряжение, снимаемое с обмотки I трансформатора 7, на 30° опережает напряжение, снимаемое с клемм Л и С трансформатора 7, следовательно, ток, проходящий через обмотку трансформатора /, состоит из двух ступеней, сдвинутых по фазе на 30°. Амплитуды этих двух ступеней задаются величинами сопротивлений резисторов 5 и 6. Подогревная ступень регулируется по амплитуде резистором 5, а сварочная ступень - резистором 6.
форматор 1, что прекращает процесс сварки.
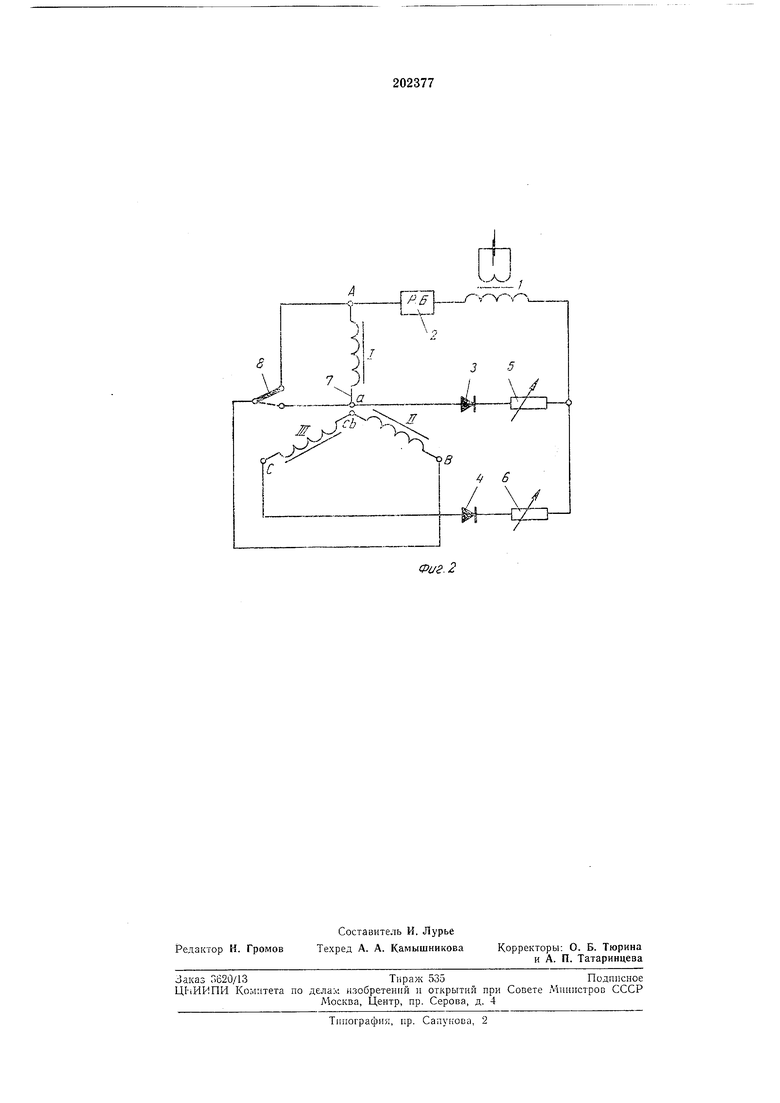
Устройство, изображенное на фиг. 2, содержит сварочный трансформатор 1, релейный блок 2 включения и отключения сварочного трансформатора, два вентиля 3 и 4 с регулируемыми резисторами 5 н 6, трехфазный трансформатор 7 с отсоединенной от звезды одной обмоткой и переключатель 8, имеющий два положения.
Работает устройство следующим образом.
При подключении трехфазного трансформатора 7 первичными обмотками (не указанными на схеме) в сеть трехфазного тока включается релейный блок 2, подключающий трансформатор / к цепям литания. Обмотка I (отключенная от звезды) дает ток через релейный блок 2, обмотку трансформатора /, резистор 5, вентиль 5; далее обмотки II и 1И трансформатора 7 дают ток при верхнем по схеме положении переключателя 8 через цепь: переключатель 8, релейный блок 2, обмотка трансформатора /, резистор 6, вентиль 4.
При нижнем по схеме положении переключателя 8 получается цепь: обмотка I трансформатора 7, релейный блок 2, обмотка трансформатора /, резистор 6, вентиль 4, обмотки И и III трансформатора 7 и переключатель 8.
Напряжение, снимаемое с обмотки I трансформатора 7, на 90° опережает напряжение, снимаемое с обмоток III и II, включенных последовательно, следовательно, ток, проходящий через обмотку сварочного трансформатора 1, состоит из двух ступеней, сдвинутых по фазе на 60° при нижнем положении переключателя 8 и на 90° при верхнем положении переключателя 8. Амплитуды этих двух ступеней задаются величинами сопротивлений резисторов 5 и 5. Подогревная ступень регулируется по амплитуде резистором 5, а сварочная ступень - резистором 6.
После прохождения одного импульса релейный блок 2 отключает сварочный трансформатор 1, что прекращает процесс сварки.
Предмет изобретения
1.Устройство для контактной сварки малогабаритных деталей, содержащее сварочный трансформатор, схему управления, состоящую из двух цепей с вентилями и регулируемыми
резисторами, обеспечивающими раздельное управление подогревной и сварочной ступенями импульса, отличающееся тем, что, с целью уменьшения выплеска металла при сварке за счет создания однополярного сварочного импульса сложной формы длительностью в один полупериод, в схему управления введен дополнительный трехфазный трансформатор со вторичными обмотками, соединенными звездой, к нулю которой подключен
вентиль подогревной, цепи, а вентиль сварочной цепи подсоединен к свободному концу второй фазы.
2.Устройство по п. 1, Отличающееся тем, что, с целью получения сдвига фаз между подогревной и сварочной ступенями импульса, обмотка трансформатора, питающая подогревную цепь, отсоединена от нулевой точки звезды, а в схему управления введен переключатель, обеспечивающий включение двух
или трех последовательно соединенных обмоток дополнительного трансформатора в сварочной цепи.
Приоритет по п. 2 исчислять с 5 мая 1966 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для дуговой сварки | 1983 |
|
SU1110571A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ ПРИ РОЛИКОВОЙ КОНТАКТНОЙ СВАРКЕ | 1967 |
|
SU192983A1 |
| Источник питания для дуговой электросварки | 1973 |
|
SU469553A1 |
| КОНДЕНСАТОРНАЯ СВАРОЧНАЯ МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ДЕТАЛЕЙ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ | 1970 |
|
SU260762A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| ТОЧЕЧНАЯ КОНТАКТНАЯ МАШИНА С АМПЛИТУДНЫМ СПОСОБОМ ЗАДАНИЯ НАГРЕВА | 1968 |
|
SU213227A1 |
| Устройство для двухпостовой импульсно-дуговой сварки | 1979 |
|
SU992144A1 |
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
| Универсальный сварочный выпрямитель | 1959 |
|
SU130134A1 |
| Трехфазный выпрямитель для машин контактной сварки | 1981 |
|
SU984765A1 |