Изобретение относится к области контактной сварки и может быть использовано при осуществлении контроля работы машин контактной точечной сварки и автоматического управления ими.
Сопротивление сварочного контакта (участка «электрод-электрод») является параметром, характеризующим протекание процесса формирования точечного сварного соединения, отслеживание которого в реальном времени позволяет не только прогнозировать качество сварки, но и создавать системы автоматического управления с использованием величины этого сопротивления как параметра обратной связи.
Известны способы измерения сопротивления сварочного контакта с использованием датчиков тока и напряжения, усилителей сигналов датчиков, блока деления, предусматривающие измерение мгновенных или средних значений напряжения на участке «электрод-электрод» и вторичного тока, при этом сопротивление участка «электрод-электрод» рассчитывают как отношение этих измеренных величин [Орлов Б.Д. Контроль точечной и роликовой электросварки / Б.Д.Орлов, П.Л.Чулошников, В.Б.Верденский, А.Л.Марченко // М.: Машиностроение, 1973. - С.169-172].
Недостатком способов измерения сопротивления участка «электрод-электрод», основанных на использовании закона Ома, в целом является необходимость измерения падения напряжения между электродами, что весьма затруднительно вследствие наведенных помех и необходимости размещения датчиков в непосредственной близости к контакту «электрод-деталь».
Известен способ контроля сопротивления участка «электрод-электрод» машины точечной сварки с использованием измерительного и эталонного трансформаторов, первые обмотки которых подключены последовательно к источнику стабильного тока. Вторая обмотка измерительного трансформатора подключена к электродам машины точечной сварки, а к второй обмотке эталонного трансформатора подключен эталонный резистор. Третьи обмотки трансформаторов, переменный и эталонный резисторы образуют измерительный мост, который подключают к входу усилителя [Авторское свидетельство СССР №1648678, кл. B23K 11/24, 1991].
Недостатком такого способа является низкая заявленная точность, равная 50 мкОм, а также сложность и громоздкость оборудования вследствие использования измерительного и эталонного трансформаторов. При этом не устраняются недостатки, связанные с измерением падения напряжения на участке «электрод-электрод».
Наиболее близким к изобретению по техническому решению является способ измерения коэффициента мощности и контроля контактной сварки с использованием детектора полярности сетевого напряжения, детектора нулевого первичного тока и микропроцессорного блока управления, предусматривающий измерение времени между переходом сетевого напряжения через ноль и окончанием проводимости тиристоров, на основании этого определение значения коэффициента мощности в каждом периоде и характера изменения сопротивления участка «электрод-электрод» [Патент США №4399511, кл. B23K 11/24, 1983].
Этот способ позволяет избежать необходимости измерения падения напряжения на сварочных электродах, однако дает не количественную, а качественную картину изменения сопротивления сварочного контакта. Также не учитывается влияние на коэффициент мощности вносимых в контур контактной сварочной машины ферромагнитных масс (например, крупногабаритных металлических деталей) и увеличение вследствие этого индуктивного сопротивления, а это приводит к уменьшению коэффициента мощности и воспринимается как уменьшение активного сопротивления сварочного контакта.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении точности определения сопротивления сварочного контакта за счет отказа от измерения падения напряжения на электродах и устранения влияния различных возмущений (износ и нагрев вторичного контура, изменение его индуктивности и колебания напряжения сети).
Поставленная задача решается тем, что в способе измерения сопротивления сварочного контакта, предусматривающем определение напряжения питающей сети Uc и коэффициента трансформации Km перед включением тока, измерение действующего значения тока I2 и длительности λ импульса тока при известном угле α открытия тиристоров в режимах короткого замыкания и сварки, вычисление сопротивлений вторичного контура r2к и r2 в режимах короткого замыкания и сварки производят по формуле

где функцию p(α, λ) задают через значения α и λ в соответствии с эмпирической формулой

в которой коэффициенты Aλ, Aα, A0 задают исходя из условия минимизации погрешности вычислений, а сопротивление сварочного контакта определяют как разность сопротивлений r2 и r2к.
Определение сопротивления r2к вторичного контура в режиме короткого замыкания в соответствии с формулой (1) не требует значительных вычислительных мощностей, позволяет учесть колебание сетевого напряжения Uc и своевременно отслеживать изменение величины r2к при нагреве контура в процессе продолжительной работы, его износе и изменении габаритов контура при настройке на сварку конкретной детали.
Определение сопротивления r2 вторичного контура в режиме сварки в соответствии с формулой (1) позволяет исключить из расчетов величину индуктивного сопротивления контура и избежать влияния его возможных изменений на точность вычислений.
Задание функции p(α, λ) через значения α и λ в соответствии с эмпирической формулой (2) не требует значительных вычислительных мощностей и позволяет получать приемлемую точность независимо от параметров контактной машины. При этом задание коэффициентов Aλ, Aα и A0 исходя из условия минимизации погрешности вычислений позволяет рассчитывать функцию p(α, λ) с погрешностью, обычно не превышающей 4%.
Определение сопротивления сварочного контакта как разности между сопротивлением вторичного контура в режиме сварки r2 и в режиме короткого замыкания r2к позволяет отдельно учесть возможные изменения величин r2 и r2к вследствие различных возмущений.
Изобретение иллюстрируется чертежами, на которых представлены:
на фиг.1 - функциональная схема устройства, реализующего предлагаемый способ;
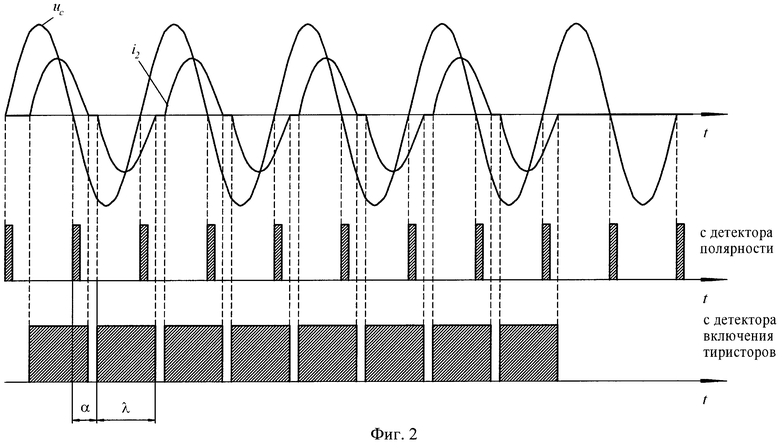
на фиг.2 - диаграммы мгновенных значений тока и напряжения при сварке и соответствующие им управляющие сигналы;
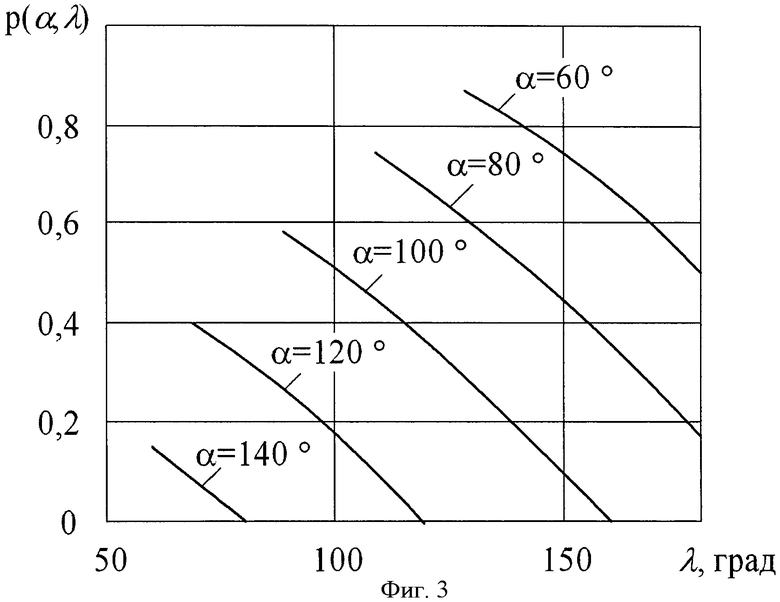
на фиг.3 - значение функции P(α, λ) в зависимости от α и λ;
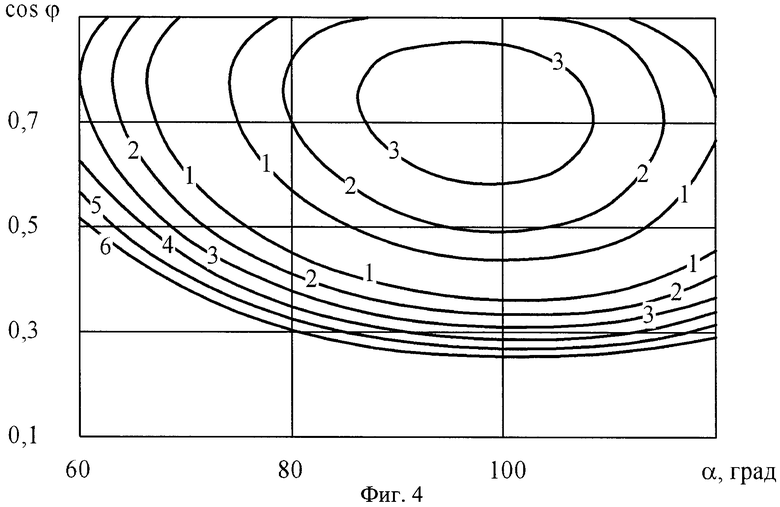
на фиг.4 - относительная погрешность вычисления сопротивления сварочного контакта для α∈[60; 120] электрических градусов и φ∈[0,4; 0,9].
Способ реализуется на машинах контактной сварки, работающих от сети переменного тока промышленной частоты и содержащих (фиг.1) тиристорный контактор КТ, обеспечивающий включение в сеть сварочного трансформатора ТС. Функциональная схема устройства, реализующего предлагаемый способ, включает в себя измеритель тока 1, измеритель напряжения сети 2, детектор полярности 3 и детектор включения тиристоров 4, микропроцессорный блок вычислений 5 и программатор 6.
Способ измерения сопротивления сварочного контакта осуществляется следующим образом.
Перед включением тока в микропроцессорный блок вычислений 5 через интерфейс пользователя поступает значение коэффициента трансформации Km и информация о режиме включения сварочной машины (режимы «короткое замыкание» или «сварка»), через программатор 6 значения коэффициентов Aλ, Aα и A0, которые задают исходя из условия минимизации погрешности вычислений, а через измеритель напряжения сети 2 информация о величине сетевого напряжения Uc. Во время включения тока в каждом периоде в микропроцессорный блок вычислений 5 передается информация о величине тока I2 от измерителя тока 1, о моменте перехода сетевого напряжения через ноль от детектора полярности 3 и длительности включенного состояния тиристоров от детектора включения тиристоров 4. Угол α открытия сварочных тиристоров определяется как разность между началом импульса тока и переходом сетевого напряжения через ноль (фиг.2).
Расчетный алгоритм, реализуемый в микропроцессорном вычислительном блоке, включает в себя следующие операции (фиг.1):
- I: произведение действующего значения тока I2 и коэффициента трансформации Km;
- II: деление измеренного напряжения сети Uc на полученное в ходе операции I значение;
- III: определение угла α открытия тиристоров как разности между началом импульса тока и переходом сетевого напряжения через ноль;
- IV: вычисление значения функции p(α, λ) в соответствии с формулой (2) для заданных коэффициентов Aλ, Aα и A0;
- V: вычисление активного сопротивления контура r2 или r2к в соответствии с формулой (1) как произведение значений, полученных в ходе операций II и IV;
- VI: при работе в режиме «короткое замыкание» сохранение результата операции V в памяти микроконтроллера;
- VII: при работе в режиме «сварка» вычисление сопротивления сварочного контакта как разность результатов операции V и VI.
Как известно, активные сопротивления r2 и r2к вторичного контура в режимах короткого замыкания и сварки могут быть определены из треугольников сопротивлений по формуле

где cosφ - коэффициент мощности, который однозначно определяется через известные значения α и λ путем решения уравнения

Z2 - полное сопротивление вторичного контура, которое можно выразить через сетевое напряжение Uc, коэффициент трансформации Km, измеренный вторичный ток I2 и коэффициент регулирования тока ki как

Величина ki определяется формулой

Преобразовав формулу (3) с учетом (4), (5) и (6) можно получить формулу (1), в которой функция p(α, λ) определяется из системы уравнений

Анализ результатов решения системы (7) численными методами для различных значений α и λ (фиг.3) позволяет заключить, что эта система может быть представлена в виде

где коэффициент B0 зависит от величины α, а коэффициент Aλ может быть принят постоянным для всех значений α.
Для фиксированных значений α коэффициенты Aλ и B0 могут быть вычислены исходя из условия минимизации погрешности на заданном диапазоне изменения α и cosφ. Для α∈[60; 120] электрических градусов и cosφ∈[0,4; 0,9] значения Aλ и B0 приведены в табл.1.
По результатам, представленным в табл.1, можно сделать вывод, что зависимость В0 от α может быть аппроксимирована линейным двучленом:

Объединив (8) и (9) получим формулу (2), коэффициенты Aλ, Aα и A0 в которой для α∈[60; 120] электрических градусов и cosφ∈[0,4; 0,9] могут быть заданы Aλ=-0,45, Aα=-0,94 и A0=2,93. При этом погрешность вычисления p(α, λ) не превышает 4% (фиг.4).
Пример. Производили два включения машины МТПУ-300 в режиме короткого замыкания на V ступени сварочного трансформатора (Km=100) с углом открытия тиристоров α=90 электрических градусов, при этом во время второго включения внутрь вторичного контура был введен стальной лист толщиной 5 мм с габаритами 400×400 мм. По приведенным в табл.2 результатам измерений и вычислений активного сопротивления вторичного контура в режиме короткого замыкания r2к в соответствии с формулами (1) и (2) было принято r2к=144 мкОм.
При тех же условиях производилось два включения машины в режиме нагрузки с зажатием между электродами эталонного водоохлаждаемого сопротивления номиналом 100 мкОм, причем во время второго включения внутрь вторичного контура был введен стальной лист толщиной 5 мм с габаритами 400×400 мм. Результаты измерений, вычисления сопротивления вторичного контура в режиме нагрузки r2 в соответствии с формулами (1) и (2) и вычисления сопротивления сварочного контакта как разности приведены r2 и r2к в табл.3.
Таким образом, предложенный способ измерения сопротивления сварочного контакта не требует измерения падения напряжения на электродах, может быть осуществлен при помощи простых аппаратных средств, обладает погрешностью, не превышающей 10%, и может быть применен как для прогнозирования качества выполняемых соединений, так и при построении систем автоматического управления сваркой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2011 |
|
RU2457497C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2424099C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2012 |
|
RU2507046C1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2309030C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| СПОСОБ ИЗМЕРЕНИЯ СВАРОЧНОГО ТОКА | 2009 |
|
RU2424096C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА МОЩНОСТИ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЫ | 2009 |
|
RU2424098C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2301729C2 |
| Способ управления конденсаторной точечной сваркой | 1988 |
|
SU1570869A1 |
Способ может быть использован для контроля работы машин контактной точечной сварки и автоматического управления ими. Определяют напряжение питающей сети Uc и коэффициент трансформации Km перед включением тока. Измеряют действующее значения тока 12 и длительность λ импульса тока при известном угле α открытия тиристоров в режимах короткого замыкания и сварки. Вычисляют активные сопротивления вторичного контура r2к и r2 в режимах короткого замыкания и сварки по заданной формуле, а сопротивления сварочного контакта определяют как разность сопротивлений r2 и r2к. При вычислении сопротивлений используют функцию р(α, λ), которую задают в соответствии с эмпирической формулой p(α, λ)=Аλ·λ+Аα·α+А0, где коэффициенты Аλ, Аα и А0 выбирают исходя из условия минимизации погрешности вычислений. Преимуществами способа являются простота аппаратных и вычислительных средств, низкая погрешность за счет отказа от измерения падения напряжения на электродах и компенсации возмущающих воздействий. 4 ил., 3 табл.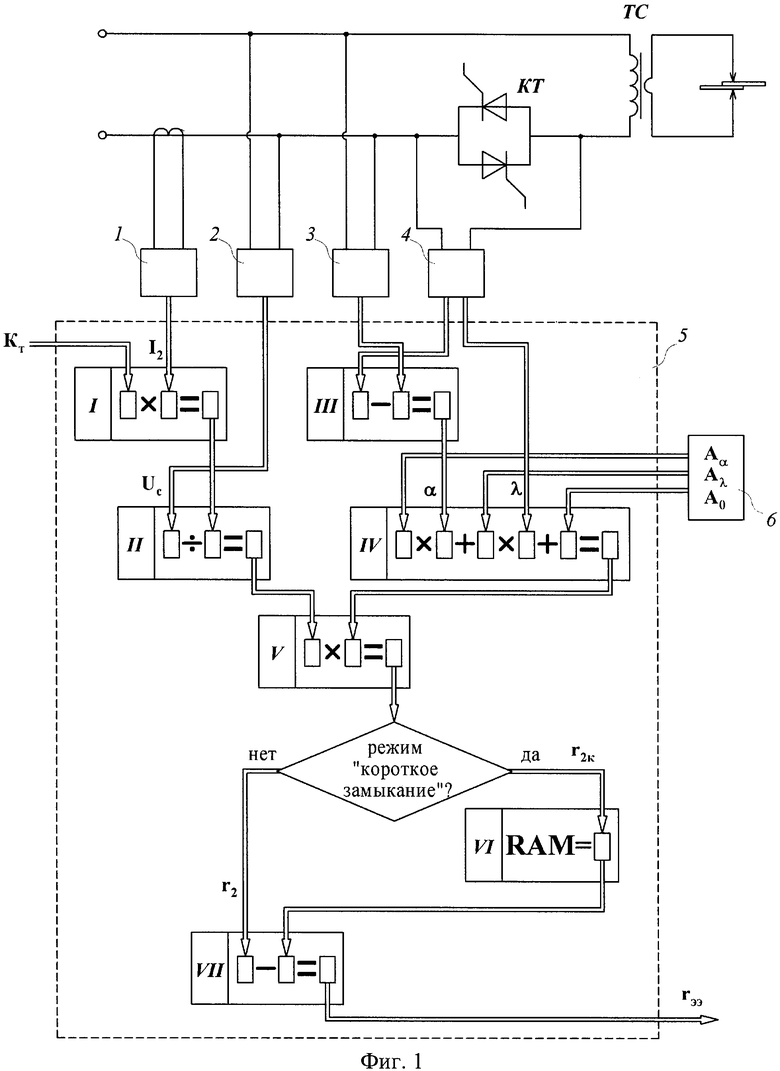
Способ измерения сопротивления сварочного контакта при контактной сварке, предусматривающий определение напряжения питающей сети Uc и коэффициента трансформации Kт перед включением тока, измерение действующего значения тока I2 и длительности λ импульса тока при известном угле α открытия тиристоров в режимах короткого замыкания и сварки, отличающийся тем, что сопротивления вторичного контура в режимах короткого замыкания и сварки определяют по формуле
где r2к и r2 - активные сопротивления вторичного контура в режиме короткого замыкания и в режиме сварки, а функцию p(α, λ) задают через значения α и λ в соответствии с эмпирической формулой
p(α, λ)=Аλ·λ+Аα·α+А0,
в которой коэффициенты Аλ, Аα и А0, соответственно, равны -0,45, -0,9 и 2,93, а сопротивление сварочного контакта определяют как разность сопротивлений r2 и r2к.
| US 4399511 А, 16.08.1983 | |||
| Способ контроля активного сопротивления сварочного контура при контактной сварке | 1990 |
|
SU1816603A1 |
| Устройство для контроля сопротивления участка электрод - электрод машины точечной сварки | 1988 |
|
SU1648678A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |

