Изобретение относится к области контактной сварки и может быть использовано для автоматического контроля и управления машинами контактной точечной сварки.
При контактной сварке сварное ядро точки формируется под влиянием ряда возмущающих факторов, которые отрицательно сказываются на стабильности качества: шунтирование сварочного тока, износ сварочных электродов, варьирование свойств поверхности свариваемых деталей, колебания напряжения в питающей сети; износ сварочного контура; внесение в контур ферромагнитных масс. Для компенсации этих возмущений в основном используются стабилизирующие системы автоматического управления, обеспечивающие поддержание одного из параметров (ток сварки Iсв, энергия в сварочном промежутке Qээ, падение напряжения на электродах Uээ) около заданного значения. При этом широкое применение получили системы стабилизации, в которых об изменении контролируемой величины судят по результатам измерения косвенного параметра, одним из которых является коэффициент мощности сварки cosφ при заданном угле α включения тиристоров.
Известен способ автоматического регулирования тепловыделения при контактной точечной сварке [Патент РФ №2311273, кл. В23К 11/24, 2007], предусматривающий в каждом периоде сварочного тока определение коэффициента мощности cosφ и значения величины тепловыделения на участке «электрод-электрод» qi, в случае отклонения этого значения от заданного тепловыделения q принятие решения на корректировку угла αi+1 открытия тиристоров в следующем периоде, при этом
угол αi+1 определяют по формуле
 ,
,
где а0 и a1 -коэффициенты, определяемые эмпирически исходя из величины cosφ;
αi - угол открытия тиристоров в текущем периоде.
Этот способ позволяет стабилизировать в условиях действия различных возмущений количество энергии, выделяемой в сварочном промежутке за период, однако не учитывает при расчетах возможные колебания напряжения сети, а также предполагает использование математической формулы, содержащей знаки умножения, деления и квадратного корня, что усложняет систему управления сваркой.
Известен способ автоматической компенсации напряжения при цифровом управлении сваркой [Патент США №4289948, кл. В23К 11/24, 1981], который предусматривает в процессе сварки измерение отрезка времени в промежутке между окончанием положительного полупериода и началом отрицательного полупериода сварочного тока, вычисление коэффициента мощности cosφ и с учетом измеренного напряжения сети регулирование угла α включения сварочных тиристоров в следующем периоде по эмпирическим регулировочным характеристикам, реализованным в виде управляющей программы микропроцессорного контроллера.
Этот способ позволяет стабилизировать действующее значение сварочного тока в условиях действия различных возмущений, однако требует достаточно сложного аппаратного и программного обеспечения, необходимого для реализации предложенных вычислительных алгоритмов. Кроме того, в этом способе не производится численного определения величины сварочного тока, что усложняет работу с системой и снижает применимость способа.
Наиболее близким к изобретению по техническому решению является способ управлением сварочным током при контактной точечной сварке на однофазных машинах [Авторское свидетельство СССР №1611642, кл. В23К 11/24, 1990], заключающийся в определении угла включения тиристоров сварочной машины в соответствии с выражением
 ,
,
где N - величина нагрева, равная отношению заданного сварочного тока к полнофазному току на данной нагрузке;
Uс и Uоп - измеренное и опорное (минимально допустимое) напряжение сети;
b0 и b1 - параметры регулировочной характеристики, определяемые по величине углов включения и проводимости сварочных тиристоров, при котором в каждый момент времени определяют коэффициент мощности cosφ, а значение величины нагрева рассчитывают по формуле
 ,
,
где Nэ - заданная величина нагрева для эталонной детали, определяемая заранее при сварке в условиях отсутствия возмущающих факторов;
cosφэ, cosφ - коэффициенты мощности для эталонной детали и реального процесса соответственно.
Использование данного способа позволяет повысить качество сварки за счет расчета параметров фазной регулировки с учетом влияния возмущений, которое оцениваются по изменению напряжения питающей сети и значения коэффициента мощности cosφ. Однако данный способ позволят судить лишь об относительном изменении сварочного тока и не дает возможности измерять и стабилизировать сварочный ток непосредственно в численном виде. В процессе сварки изменение полного сопротивления Z сварочной цепи приводит к изменению величины полнофазного тока, а следовательно, стабилизация величины N будет приводить к некоторой погрешности регулирования величины действующего значения сварочного тока. Эта погрешность будет увеличиваться на машинах с малым сопротивлением Z сварочного контура. К тому же осуществление способа требует проведения комплекса вычислений, что усложняет систему управления сваркой.
Задача, на решение которой направлено заявляемое изобретение, заключается в упрощении систем автоматического управления и повышении точности регулирования контактной точечной сварки в условиях различных возмущений за счет стабилизации сварочного тока с использованием в качестве параметров обратной связи коэффициента мощности сварки cosφ и напряжения питающей сети Uc.
Поставленная задача достигается тем, что в способе стабилизации тока контактной сварки, предусматривающем измерение в каждом периоде коэффициента мощности cosφ и принятие решения о корректировке угла φj+1 включения тиристоров в следующем периоде, перед началом сварки определяют напряжение питающей сети Uc, коэффициент трансформации на выбранной ступени Кm и индуктивное сопротивление Х2к контактной сварочной машины в режиме короткого замыкания, а значение αj+1 на интервале Uн±ΔU, где Uн и ΔU - номинальное напряжение сети и его допускаемое отклонение, определяют по формуле

где А0 и А1 - коэффициенты, зависящие от cosφ, которые определяют как коэффициенты линейного двучлена наилучшего равномерного приближения в соответствии с формулами


где α' и α'' - задают для значений


как результат решения относительно α уравнения

где I2 - заданное значение сварочного тока;
ki - коэффициент регулирования сварочного тока, зависящий от значений α и cosφ, который определяют по формуле [Орлов Б.Д. Технология и оборудование контактной сварки. / Б.Д.Орлов, А.А.Чакалев, Ю.В.Дмитриев [и др.]. - М.: Машиностроение, 1986. - С.235]

где λ - длительность включенного состояния тиристоров определяют как первый ненулевой корень уравнения

Определение значений αj+1 в соответствии с формулой (1) позволяет скомпенсировать такие возмущения, как колебание напряжения сети и сопротивления участка «электрод-электрод», и не требует использования значительных вычислительных мощностей.
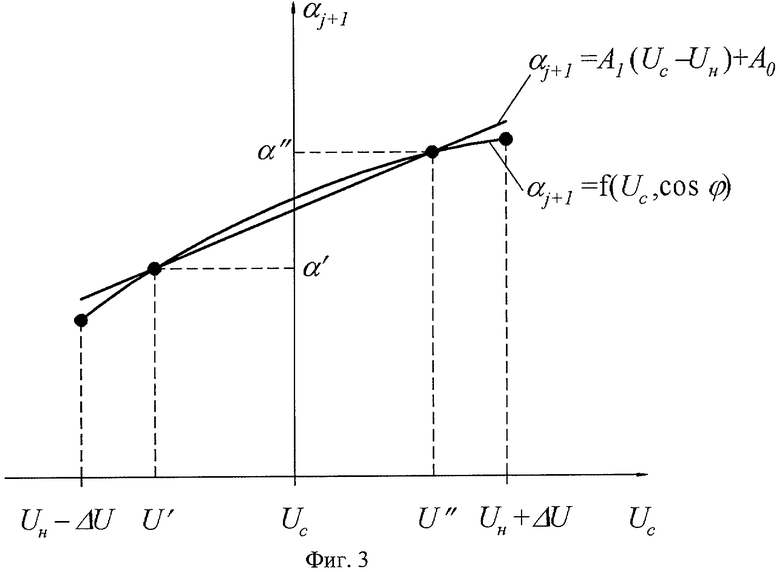
Расчет значений А0 и A1 по формулам (2) и (3) позволяет получить коэффициенты линейного двучлена, аппроксимирующего функцию αj+1=f(Uc, cosφ) на отрезке Uc∈[Uн-ΔU, Uн+ΔU], приняв в качестве узлов интерполяции значения Uc, обеспечивающие минимальную погрешность интерполяции.
Вычисление угла α открытия сварочных тиристоров по формулам (6), (7) и (8) позволяет для известных значений Uc, Кт, Х2к и cosφ получить сварочный ток, равный заданному, при этом расчеты производят численными методами на ЭВМ, вследствие чего отсутствует погрешность, связанная с применением аппроксимирующих зависимостей. Для конкретного случая сварки можно представить зависимости А0 и А1 от cosφ в параметрическом виде как таблицы A0=p0(cosφ) и А1=р1(cosφ).
Таким образом, задание в каждом периоде угла открытия тиристоров по линейной зависимости от отклонения напряжения сети (UC-UH), коэффициенты для которой предварительно рассчитывают на ЭВМ в зависимости от значений cosφ при известных параметрах конкретной сварочной машины, позволяет повысить точность регулирования сварочного тока и упростить аппаратуру управления.
Изобретение иллюстрируется чертежами, на которых представлены:
на фиг.1 - функциональная схема стабилизации тока при контактной точечной сварке;
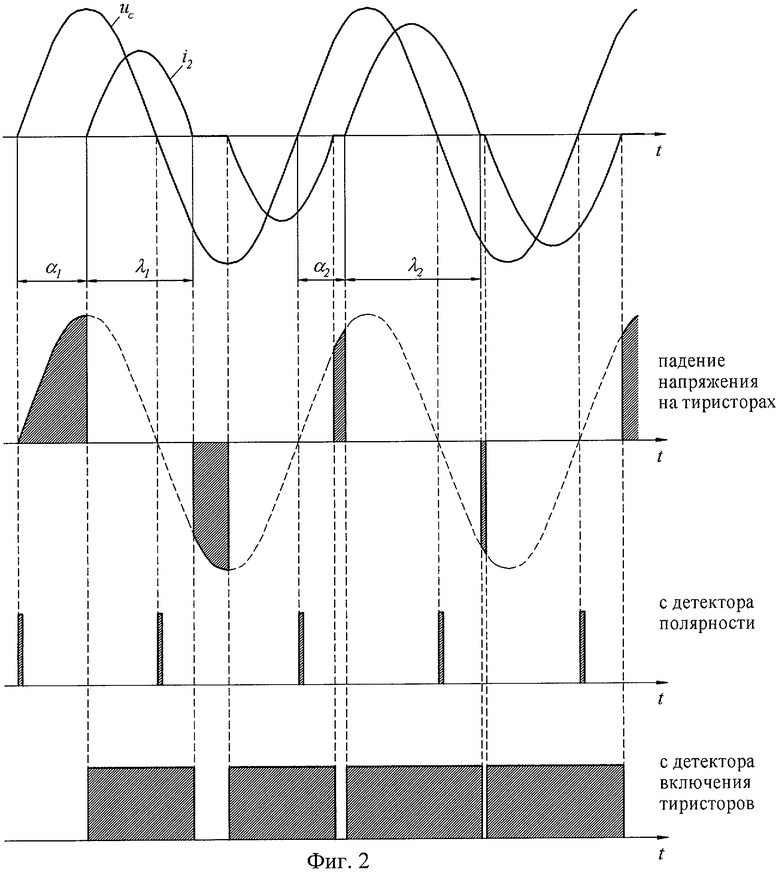
на фиг.2 - диаграммы мгновенных значений тока и напряжения при сварке и соответствующие им сигналы микроконтроллера;
на фиг.3 - график зависимости αj+1 от значения Uc при заданных параметрах контактной машины, величины сварочного тока и коэффициента мощности cosφ.
на фиг.4 - результаты стабилизации сварочного тока при сварке, например, на машине МТПУ-300 листовых заготовок из низкоуглеродистой стали толщиной 1+1 мм.
Способ реализуется на стандартных машинах контактной сварки, работающих от сети переменного тока промышленной частоты и содержащих (фиг.1) тиристорный контактор КТ, обеспечивающий включение в сеть сварочного трансформатора ТС. Цифровой измеритель напряжения 1 предназначен для измерения сетевого напряжения Uc в начале каждого цикла сварки и передачи информации о нем в цифровом виде в микроконтроллер 2. Момент перехода сетевого напряжения через ноль отслеживается детектором полярности 3, передающим в микроконтроллер 2 единичные импульсы, соответствующие переходу напряжения через ноль. Длительность включенного состояния тиристоров измеряется детектором включения тиристоров 4, который передает в микроконтроллер 2 логическую единицу при падении напряжения на тиристорах, сопровождающем их включение. Программатор 5 предназначен для закладывания в память микроконтроллера 2 таблиц значений А0 и А1. В процессе сварки на основании данных, полученных от измерителя напряжения 1, детектора полярности 3, детектора включения тиристоров 4 и хранящихся в памяти таблиц значений А0 и А1, микроконтроллер 2 вычисляет коэффициент мощности cosφ и принимает решение о корректировке угла αj+1 включения тиристоров в следующем периоде в соответствии с формулой (1), причем для первого периода угол α задают фиксированным.
Способ стабилизации тока контактной сварки осуществляется следующим образом.
Перед началом сварки задают напряжение питающей сети Uc, коэффициент трансформации на выбранной ступени Кm индуктивное сопротивление Х2к и требуемое значение сварочного тока 12. Далее с использованием ЭВМ по формулам (2)…(8) для всех возможных cosφ рассчитывают значения А0 и А1 и представляют их в виде таблиц A0=p0(cosφ) и A1=p1(cosφ), которые заносят в память микроконтроллера. В процессе сварки расчет значения угла αj+1 открытия тиристоров в следующем периоде производят по формуле (1), в которой коэффициенты А0 и А1 определяют из соответствующих таблиц на основании установленного для предыдущего периода угла α открытия тиристоров и измеренного коэффициента мощности.
Как известно, вторичный ток при контактной сварке с тиристорным управлением может быть вычислен по формуле

где Z2 - полное сопротивление контактной машины в режиме сварки, которое может быть выражено через индуктивное сопротивление в режиме короткого замыкания Х2к

Преобразовав формулу (9) с учетом (10) и выразив из нее значение коэффициента регулирования тока ki, получим

Решение системы уравнений (7), (8) и (11) позволяет при всех возможных сочетаниях угла α включения тиристоров и длительности λ их включенного состояния в предыдущем периоде для заданного значения Uc получить требуемый угол αj+1, включение тиристоров с которым в следующем периоде позволит получить требуемое значение сварочного тока I2. Зависимость aj+1=f(Uc, cosφ) от значения Uc при заданных параметрах контактной машины, величине сварочного тока I2 и коэффициенте мощности cosφ может быть представлена в виде графика (фиг.3), который аппроксимируется линейной функцией (1), с узлами интерполяции, с целью получения многочлена наилучшего равномерного приближения, определяемыми в соответствии с формулой [Амосов А.А. Вычислительные методы для инженеров: Учебное пособие. / А.А.Амосов, Ю.А.Дубинский, Н.В.Копченова. - М.: Издательство МЭИ, 2003. - С.347-348]:

где а и b - границы отрезка интерполяции [а, b];
k - номер узла интерполяции (k=0 и 1);
n - максимальный номер узла интерполяции (n=2).
Для отрезка Uc∈[Uy-ΔU, Uн+ΔU] по формуле (12) в качестве узлов интерполяции могут быть выбраны точки с абсциссами  и
и  , ординаты которых рассчитывают в соответствии с (11), а коэффициенты А0 и А1 определяют по формулам (2) и (3).
, ординаты которых рассчитывают в соответствии с (11), а коэффициенты А0 и А1 определяют по формулам (2) и (3).
Пример. При сварке на контактной сварочной машине типа МТПУ-300 на основании проведенных измерений были введены в регулятор следующие значения: индуктивное сопротивление в режиме короткого замыкания X2к=240 мкОм, коэффициент трансформации на VII ступени Кт=100, на основании которых по формулам (2)…(8) были рассчитаны таблицы A0=p0(cosφ) и A1=p1(cosφ), по которым производилась стабилизация сварочного тока около заданного значения I2=10 кА. Производилась сварка листовых заготовок из низкоуглеродистой стали толщиной 1+1 мм. Результаты измерений сварочного тока для сетевого напряжения Uс=380 В (фиг.4а) и Uс=350 В (фиг.46) позволяют сделать вывод, что предлагаемый способ обеспечивает стабилизацию сварочного тока около заданного значения (отклонение тока составило не более 10%).
Таким образом, предложенный способ стабилизации тока контактной сварки позволяет простыми аппаратными средствами стабилизировать сварочный ток около заданного значения в условиях действия различных возмущений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2012 |
|
RU2507046C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА МОЩНОСТИ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЫ | 2009 |
|
RU2424098C1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2009 |
|
RU2424095C1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2011 |
|
RU2457497C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2309030C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2301729C2 |
| Способ управления сварочным током при контактной точечной сварке на однофазных машинах | 1987 |
|
SU1611642A1 |
| СПОСОБ ИЗМЕРЕНИЯ СВАРОЧНОГО ТОКА | 2009 |
|
RU2424096C1 |

Изобретение относится к способу стабилизации тока контактной сварки И может быть использовано в машинах для контактной точечной сварки. Перед началом сварки определяют напряжение питающей сети Uc, коэффициент трансформации на данной ступени Km и индуктивное сопротивление Х2к в режиме короткого замыкания. В процессе сварки измеряют в каждом периоде коэффициент мощности cosφ и принимают решение о корректировке угла αj+1 включения тиристоров в следующем периоде на интервале Uн±ΔU, где Uн и ΔU - номинальное напряжение сети и его допускаемое отклонение, по формуле aj+1=A1·(Uc-Uн)+A0, где А0 и А1 - коэффициенты, зависящие от cosφ, которые определяют как коэффициенты линейного двучлена наилучшего равномерного приближения в соответствии с формулами  и A0=α', где α' и α'' - задают для значений
и A0=α', где α' и α'' - задают для значений  и
и  как результат решения относительно α уравнения
как результат решения относительно α уравнения  , где I2 - заданное значение сварочного тока; ki - коэффициент регулирования сварочного тока, который зависит от значений α и cosφ. Технический результат заключается в упрощении системы автоматического управления и повышении точности регулирования контактной точечной сварки в условиях действия различных возмущений за счет стабилизации сварочного тока. 4 ил.
, где I2 - заданное значение сварочного тока; ki - коэффициент регулирования сварочного тока, который зависит от значений α и cosφ. Технический результат заключается в упрощении системы автоматического управления и повышении точности регулирования контактной точечной сварки в условиях действия различных возмущений за счет стабилизации сварочного тока. 4 ил.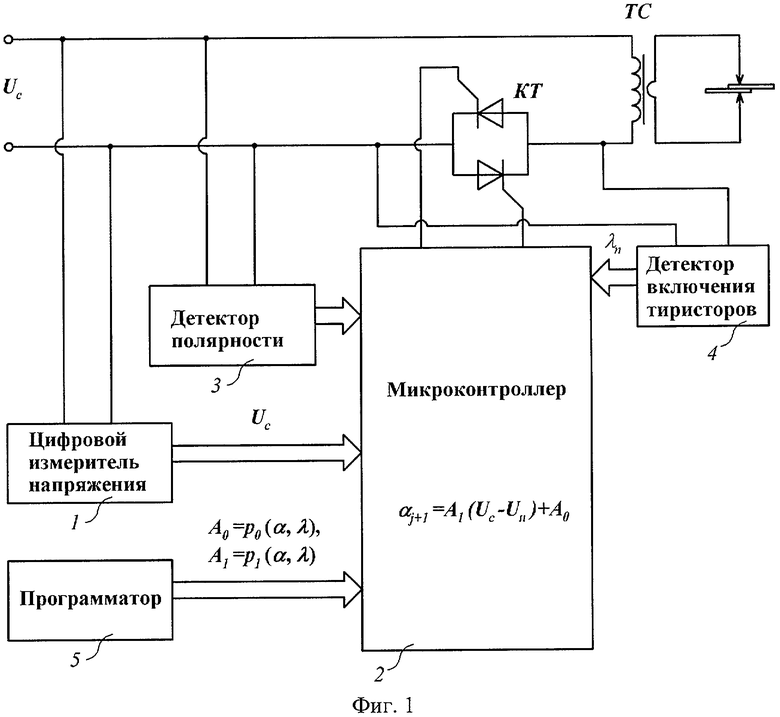
Способ стабилизации тока контактной сварки, включающий перед началом сварки определение напряжения питающей сети Uc, коэффициента трансформации на данной ступени Кт и индуктивного сопротивления Х2k в режиме короткого замыкания, а в процессе сварки измерение в каждом периоде коэффициента мощности cosφ и принятие решения о корректировке угла αj+1 включения тиристоров в следующем периоде, отличающийся тем, что значение αj+1 на интервале Uн±ΔU, где Uн и ΔU - номинальное напряжение сети и его допускаемое отклонение, определяют по формуле
αj+1=A1·(Uc-Uн)+A0,
где А0 и A1 - коэффициенты, зависящие от cosφ, которые определяют как коэффициенты линейного двучлена наилучшего равномерного приближения в соответствии с формулами
 и
и 
где α' и α'' - задают для значений  и
и  как результат решения относительно α системы уравнений
как результат решения относительно α системы уравнений

где I2 - заданное значение сварочного тока;
ki - коэффициент регулирования сварочного тока;
λ - длительность включенного состояния тиристоров.
| Способ управления сварочным током при контактной точечной сварке на однофазных машинах | 1987 |
|
SU1611642A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| Способ контроля активного сопротивления сварочного контура при контактной сварке | 1990 |
|
SU1816603A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

