4
О)
о СП
1 1414605
Изобретение относится к технологии
изготовления эластичного абразивного инструмента, необходимого, например, для зачистки плат печатного монтажа Цель изобретения - повьшение стойкости инструмента путем,улучшения физико-механических характеристик абразивного материала.
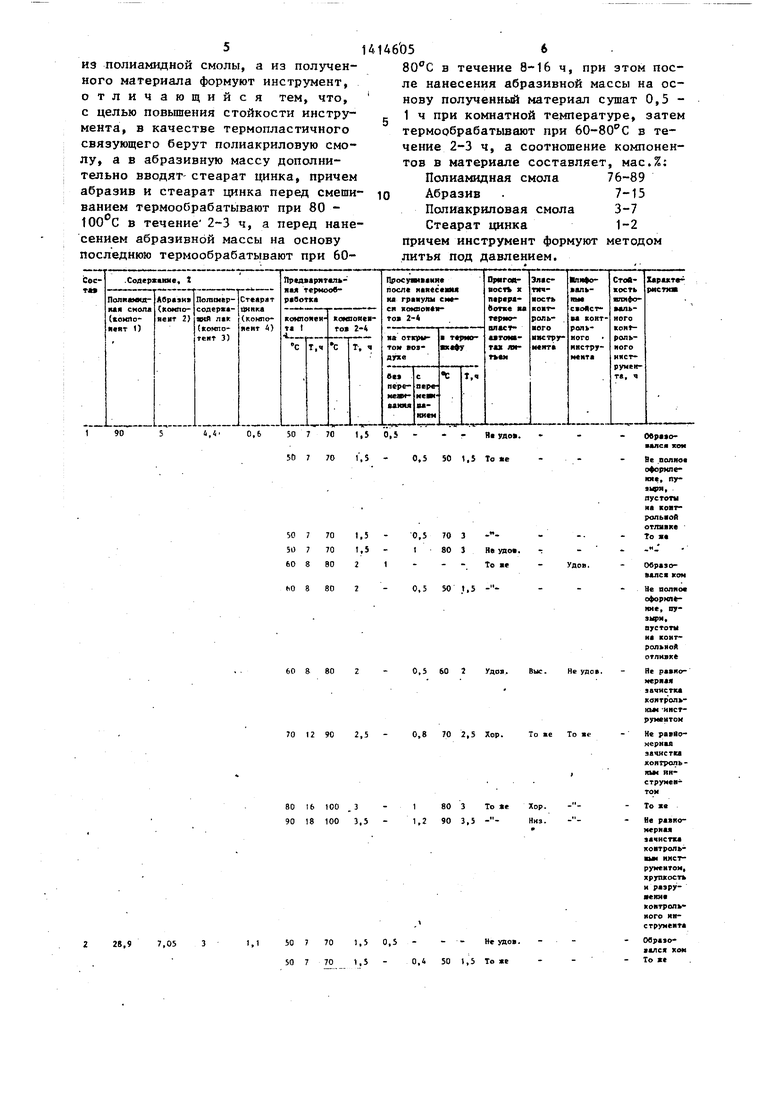
Предлагаемый способ заключается в смешивании абразива и термопластичного связукнцего, абразивную массу наносят на основу из полиамидной смолы, а Из полученного материала формуют инструмент. В качестве термопластичного связующего берут полиакриловую смолу, а в абразивную массу дополнительно вводят стеарат цинка, причем абразив и стеарат цинка перед смешиванием термообрабатывают при 80 - 100°С в течение 2-3 ч, а перед нанесением абразивной массы на otHoBy последнюю термообрабатывают при ;60-80°С в течение 8-16 ч. После нанесения абразивной массы на основу полученный материал сушат 0,5-1,0 ч при комнатной температуре, затем тер- Мообрабатьшают при 60-80°С в течение 2-3 ч, а соотношение компонентов в материале составляет, мас.%: Полиамидная смола 76-89 Абразив7-15
Полиакриловая смола 3-7 Стеарат цинка1-2
причем инструмент формуют методом литья под давлением.
Предварительное просушивание основы из полиамидной смолы необходимо для удаления влаги, что повьш1ает ее однородность. Причем указайные температурные и временные пределы необходимы и достаточны для осуществления этого процесса. При температуре ниже 60°С процесс испарения влаги протекает медленно, а 80°С достаточно для удаления ее из всего объема
основы.
I ,
При просушивании основы менее 8 ч не происходит полного испарения влаги из всего объема, даже при повьш1ен ной температуре, 16 ч вполне достаточно для результативного завершения процесса испарения влаги.
Нанесение смеси абразива в связующем с антифрикционной добавкой из стеарата цинка обеспечивает в дальнейшем равномерное распределение абразива в материале, перерабатываемом
в инструмент, его однородность, эластичность и устойчивость.
Нанесенная на основу из термопластичного материала абразивная масса просушивается при комнатной температуре в течение 0,5-1 ч, так как в этот интервал времени происходит наиболее интенсивное выделение легкоg воспламеняющихся летучих составляю- цих (с целью предохранения от воспламенения). Периодическое перемешивание исключает комкообразование. Дальнейшее просушивание основы
5 приводит к полному удалению влаги, накопившейся уже в материале, причем указанные температурные и временные режимы приводят к улучшению физико- механических свойств материала.
0 , Равномерное распределение абразивной массы до однородной структуры и гомогенизация производятся окончательно в процессе изготовления эластичного абразивного инструмента.
5 Переработка полученного материала методом литья под давлением с использованием литьевых машин со шнековой предпластификацией обеспечивает доведение материала до однородной струк0 туры, его гомогенизацию в результат те перемешивания шнеком, а также производительный метод изготовления эластичного инструмента.
5
0
5
0
5
Пример 1. Для получения абразивного материала берут следующие компоненты, мае.:
Абразив-шлифпорошок (карбид кремния зеленьй) 7-15 Антифрикционная добавка (стеарат цинка)1-2
Полиакриловая смола 3-7 Термопластичный материал - полиамидные смолы (ПА 6-21)76-89 Просушивают гранулы полиамида при бО с в течение 16 ч, а карби,ц кремния зеленый и стеарат цинка при 80°С в те- 4 ч.
Смесь карбида кремния зеленого и стеарата цинка в пластификаторе в виде густой однородной массы равномерно наносят на поверхность гранул полиамида, которые затем просушивают в противнях слоем до 30 мм в течение 0,5 ч сначала при комнатной температуре при перемешивании, а затем при 60°С в течение 3 ч. Литьем под давлением на термопластавтомате (пресс314
форма ЕЫ1832-4583) перерабатывается абразивный материал в инструмент.
Пример 2. Компоненты и соотношения материалов берут как в примере 1. Просушивают гранулы полиамида: при в течение 12ч, а карбид кремния зеленый и стеарат цинка при температуре в течение 3,5 ч. . Смесь карбида кремния зеленого и стеа рата цинка в пластификаторе в виде густой однородной массы равномерно наносят на поверхность гранул полиамида, которые затем просушивают в противнях слоем до 30 мм в течение 0,75 ч сначала при комнатной температуре при перемешивании-, а затем при в течение 2,5 ч. Литьем под давлением на термопластавтомате (пресс- форма ЕЫ1832-4583) перерабатывается абразивньй материал в инструмент.
П р и м е р 3. Компоненты и соотношения материалов берут как в примере . 1. Просушивают гранулы полиамида при 80°С в течение 8 ч, в карбид кремния зеленый и стеарат цинка при 100 с в течение 3 ч. Смесь карбида кремния зеленого и стеарата цинка в пластификаторе в виде густой однородной массы равномерно наносят на поверхность гранул полиамида, которые затем просушивают в противнях слоем до 30 мм в течение 1 ч сначала при комнатной температуре при перемешивании, а затем при 80°С в течение 2 ч. Литьем под давлением на термопластавтомате абразивный материал перерабатывается в инструмент.
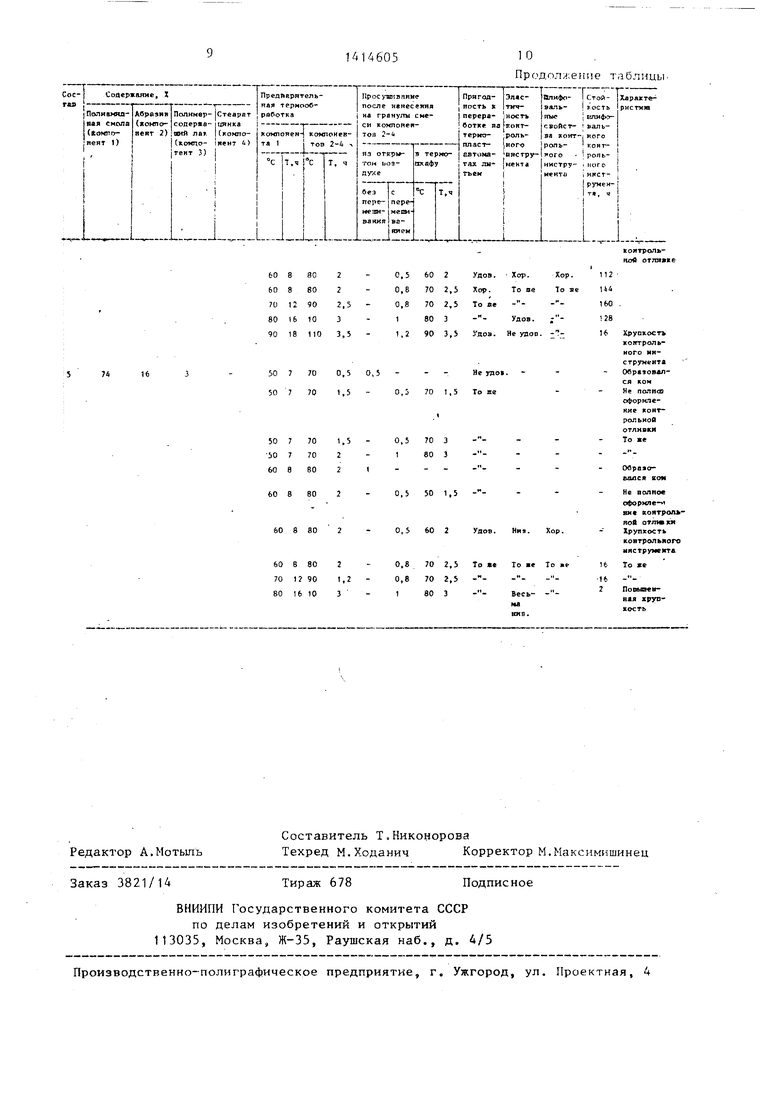
Поскольку структура материала не имее- повреждений от механического внедрения в него абразивных зерен, а также благодаря наличию и равномерному распределению в материале пластификатора, обеспечивающего межпачечную пластификацию, абразивный инстру- -мент обладает высокими шлифовальными, эластичными и стойкостными характеристиками, т.е. предложенный способ улучшает физико-механические характеристики материала.
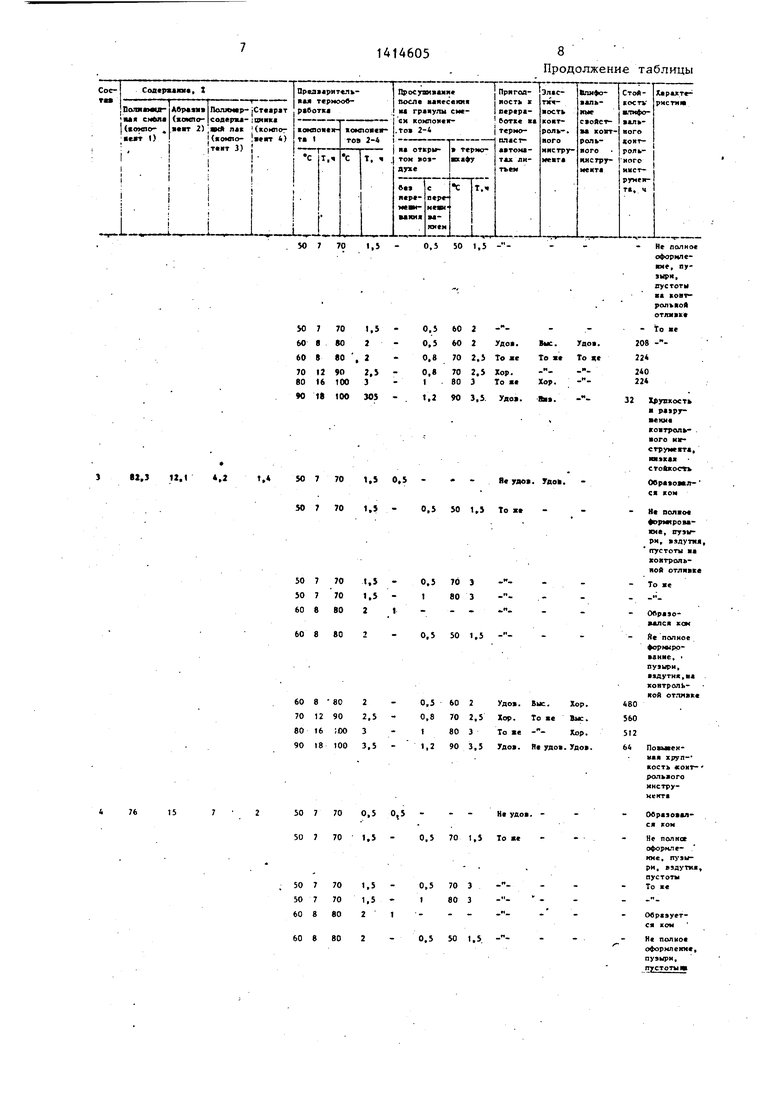
В таблице приведены содержание и характеристика составов для абразивного инструмента.
Введенный в материал стеарат цинка за счет своих антифрикционных свойств повьш1ает текучесть материала и износостойкость абразивного инструмента. Кроме того, уменьшает абразивное воздействие шлифовального ма5
териала на оборудование и инструмент в процессе прессования. Введение, стеарата цинка меньше 1 мас.% приводит к уменьшению стойкости шлифовального материала, к износу, а увеличение добавки стеарата цинка больше 2 мас.% уменьшает эластичность основы.
Полимерсодержащий лак (полиакриловая смола) в качестве связующего обеспечивает смачивание и надежное закрепление абразива и стеарата цинка на поверхности основы из термопластичного материала после ввделения летучих составляющих смолы в процессе высыхания. Полимерная состав- . ляющая смолы хорошо адсорбируется с абразивом и стеаратом цинка, смачивая и обволакивая каждое зерно в
отдельности. Это обеспечивает равномерное (без конгломератов) распределение наполнителей в объеме термопластичного материала основы и надежное их сцепление с ним в готовом
инструменте, вследствие чего повышается стойкость абразивного материала. В процессе прессования абразивного материала пластификаторные состав- ляняцие, входящие в состав полиакриловой смолы, распределяются между пачеч
ными элементами структуры полиамидной основы, ослабляя их воздействие,
вследствие чего увеличивается их подвижность, повышая эластичность полимера, обеспечивающую постоянное усилие контакта частей инструмента с обрабатываемой поверхностью и возможность обработки поверхностей с местными выпуклостями или вогнутостями.
Предлагаемый способ изготовления абразивного инструмента позволяет в процессе прессования абразивного материала с указанным процентным содержанием известных компонентов получить равномерное распределение наполнителей в объеме материала с надежным их сцеплением в готовом инструменте, увеличивая их подвижность, повышая эластичность полимера, что обес
50
55
печивает постоянное усилие контакта частей инструмента, сохраняя стойкос его к изнашиванию в процессе работы.
Формула изобретения
Способ изготовления абразивного инструмента, при котором смешивают, абразив и термопластичное связующее, абразивную массу наносят на основу
из полиамидной смолы, а из полученного материала формуют инструмент, отличающийся тем, что, с целью повьшения стойкости инструмента, в качестве термопластичного связующего берут полиакриловую смолу, а в абразивную массу дополнительно вводят- стеарат цинка, причем абразив и стеарат цинка перед смешиванием термообрабатывают при 80 - 100 С в течение 2-3 ч, а перед нанесением абразивной массы на основу последнюю термообрабатывают при 601414605
в течение 8-16 ч, при этом пос
ле нанесения абразивной массы на основу полученный материал сушат 0,5 - 1 ч при комнатной температуре, затем термообрабатывают при бО-бО С в течение 2-3 ч, а соотношение компонентов в материале составляет, мас.%; Полиамидная смола 76-89 Абразив .7-15
Полиакриловая смола 3-7 Стеарат цинка 1-2 Причем инструмент формуют методом литья под давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента | 1986 |
|
SU1360977A1 |
| Шлифовальный материал | 1987 |
|
SU1421508A1 |
| АБРАЗИВНЫЕ ИНСТРУМЕНТЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2702668C1 |
| Масса для изготовления абразивного инструмента | 1988 |
|
SU1574445A1 |
| Способ изготовления абразивного инструмента | 1989 |
|
SU1705053A1 |
| Масса для изготовления абразивного инструмента | 1988 |
|
SU1542789A1 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА СО СВЯЗАННЫМ АБРАЗИВОМ | 1994 |
|
RU2095229C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ, АРМИРОВАННЫЙ КОРОТКИМИ ВОЛОКНАМИ | 2007 |
|
RU2421322C2 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| КОМПОЗИЦИЯ ПОЛИАМИДНОЙ СМОЛЫ | 2007 |
|
RU2441043C2 |
Изобретение относится к технологии изготовления эластичного абразивного инструмента и позволяет повысить стойкость инструмента. Смешивают абразив и термопластичное связующее, наносят абразивную массу на основу из полиамидной смолы и формуют инструмент. В качестве термопластичного связующего берут полиакриловую смолу, а в абразивную массу дополнительно вводят стеарат цинка, причем абразив и стеа- рат цинка перед смешиванием термооб- рабатывают при 80-100°С в течение 2-3 ч, а перед нанесением абразивной массы на основу последнюю термообра- батьшают при 60-80 0 в течение 8-16 ч. После нанесения абразивной массы на основу полученный материал сушат 0,5-1 ч. при комнатной температуре, затем термообрабатывают при 60-80 С в течение 2-3 ч. Соотношение компонентов в материале составляет, мас.%; полиамидная смола 76-80, абразив 7-15, полиакриловая смола 3-7, стеарат цинка 1т2. Причем инструмент формуют методом литья под давлением. Такой способ изготовления абразивного инструмента позволяет в процессе прессования равномерно распределять наполнители в материале с надежным их сцеплением в готовом инструменте, увеличивая их подвижность, повьш1ая эластичность полимера, что обеспечивает постоянное усилие контакта частей инструмента с обрабатываемой поверхностью, сохраняя его стойкость к изнашиванию в процессе работы. 1 табл. « О)
50 7 70 1,5 - 60 8 ВО 2 1
W 8
80
60 а во
70 12 90 2,5
80 16 too ,3 90 18 100 3,5
28,9
7,05
1,1 50 7 70 1,5 0,5 - - - Неудов. 50 7 70 1,5 - 0,4 50 1,5 Те же
80 3 Не удо.
- - То т«
Удов.
,5 50
,5 ЬО J Удоя, Вые. Не уаа.
8 70 2,5 Хор. То «е То
80 3 То Хор. ,2 90 3,5 Низ.
- - Неудов. 4 50 1,5 Те же
oepmso- «ЛС1 хан
Не полно офоркя - кн«, пу9ЫРИ,
пустоты н« конт рольяой отливке
Re р яомерняя
эвчисткл
коитр ол юм -инструнентон
Не равйо- керная эАчнстка контроль- гам ИИ- струне в- том
То ае
Не равяо- мернаи
91ЧИСТК1
коитроль- пм инструментом, хрупкость и р«эру- шеше контроль ного инструмент
«алсх ком То же
50 7 70
М770
60Яво
60Sto
701290
ВО16100
90 К too 30S 12.
,2
t,
SO 7 70 1.S O.S -- -Я€ТД01. Took.
X 1 10 1.J -0,5 50 1,1 То ж
50770
50770
60вВО
608ВО
608 802
7012 902.5 8016 iCO3
9018 1003,5
76
15
50 7 70 0,5 0,5 -- -Не удов
50 7 70 1,5 -0,5 70 1.5 То же
507701,5 507701,5 608ВО21
608802
0,5 0.5 О, В О,в
I
60 60 70
70 80
2 2 2.5
3
Удо.Вые.
То жгТо ж
Хор. То же
Хдоа. То цс
0S 1,2 90 3,5 Удо«.
Хор. Вт.
.S O.S -- -Я€ТД01. Took.
.J -0,5 50 1,1 То ж
Не лолное офорнле- «н, иу11ФК,
яустоги ж ноиг- ролъной отливке
- То же 208
240 224
32
Хрупкость ж жекме
контроль . ore струмежт, мжякая стоЬакт
Овр««ом1лСЯ KON
Не полжое форжрова- жне, nysv- ри, вздутия, пустоты mm «октрол - яой отливке
0.5 70 3 180 3
То же
,5 50 1.5 ,5602
,8702,5
1803
1,2903,5
Удов. Вые. Хор. То же То же . Вые. Хор.
Удо. И удо. Удов.
- -Не удов
,5 70 1.5 То же
,5 70 3 80 3
ОВреэс- вжлся кок
Йе полное
фС1 Шррванне,
В1ДУТИ«,М
ховтролЬ- кой отливке 480
560 312
64 Повывен- ижя хруп- костъ «оит- рольвого ннстру- MeKTt
ООрВЗОВАЛ
ся ком
Не полисе ине. рн, вэдупи.
nyCTOTW
То же
50 1.5. - Обржаует-ся ком
Не полное оформлекме, , пустоты
16
60 60 70 80 90
50 50
80 90 10 110
70 70
2
2
2,5
3
3,5
0,5 1,5
70 70 ВО
.5 2
2
60 8 60
60 в во
В 30 12 90 16 10
2
1,2
3
Редактор А.Мотыль
Составитель Т.Никонорова
Техред М,Ходанич Корректор М,Максимншинец
Заказ 3821/14
Тираж 678
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Продоля;ение таблицы|Хармсте-I рнсгии
I1
I
60 70 70 80 90
2
2,5
2,5
3 3,5
Удоа. Хор. То ае
Удоэ.
Хор. То ое
Хор. То яе
Удов. Не удоо. - коятроль-natt
112
И4
28
1 Хрупкость
КО ГГрОЛЬного
CTpyNfc
5
0,5 1
0,5 70 1,5
70 60
Не удое. То не
АЛ06p«soся ком Не пол оформл кие ко рольной отливки То хе
60 2
70 70
80
2,5 2,5
3
50 1,5
Удов. Ни 9.
Хор.
То «« То ш« То
-It
2
ООрааст- салсА ком
Не яолпос
оФоркле- 1
mt коятропьпой огтткя
Хрупкость
ковтрольмого
ияструмеятА
То КС
Повиаси- ная хрупкость
Подписное
| Патент США № 3401491, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| I | |||
