Изобретение имеет отношение к созданию структурированных абразивов на подложках, в форме, полезной для чистовой обработки (отделки) таких подложек, как металлы, дерево, пластики и стекло.
Предложение о нанесении главным образом изолированных структур, таких как островки или гребни смеси связующего и абразивного материалов на материал основы для образования так называемых "структурированных абразивов" известно уже в течение многих лет. Если островки или гребни имеют весьма близкие (одинаковые) высоты над основой и адекватно разделены, то (возможно после операции незначительной правки) при использовании изделия снижается процент царапин на поверхности и улучшается гладкость (чистота) поверхности (обрабатываемой детали). Кроме того, пространство между островками обеспечивает путь для отвода из рабочей зоны получаемого при абразивной обработке шлифовального шлама (стружки), а также для циркуляции охлаждающей жидкости.
Исследование шлифующей поверхности обычных абразивов (шлифовальных материалов) с покрытием показало, что относительно малое число поверхностных абразивных частиц в активной зоне шлифования находится в контакте с обрабатываемой деталью. По мере износа поверхности это число увеличивается, но одновременно полезность некоторых из указанных абразивных частиц может снижаться за счет притупления (скругления). При использовании структурированных абразивов возникает преимущество, связанное с тем, что износ однородных островков происходит с одинаковой скоростью, так что одна и та же интенсивность абразивной обработки (шлифования) может быть сохранена в течение длительного времени. Можно сказать, что работа по абразивному съему материала при этом более равномерно распределена между большим числом точек шлифования. Более того, так как островки содержат множество более мелких частиц абразива, то при эрозии островка открываются новые не использованные абразивные частицы, которые еще не притупились.
Одна из технологий образования такой решетки изолированных островков или точек известна как глубокая печать. При глубокой печати используют валик, на поверхности которого нанесен рельеф ячеек. Эти ячейки заполняют составом, после чего валик прижимают к поверхности и состав из ячеек переносится на поверхность.
В патенте США N 5014468 описана технология получения структурированных абразивов. В этом процессе состав связующее/абразив наносят из ячеек глубокой печати на ролик таким образом, что состав ложится в виде серий (групп) структур, окружающих зоны без абразива. Полагают, что это является результатом нанесения (переноса состава на ролик) не полного объема ячейки, проводимого только по периметру ячейки, в результате чего получают описанные круговые формации.
При использовании техники глубокой печати всегда существовала проблема удержания (сохранения) полезной формы островков. Оказалось, что весьма сложной является проблема такого выбора состава абразив/связующее, чтобы он был достаточно текучим для нанесения и все же еще не таким текучим, чтобы растекаться с образованием однородного слоя покрытия при нанесении на подложку.
Чезман (Chasman) и др. в патенте США N 4773920 показали, что при использовании установки для глубокой печати можно наносить однородный рельеф выступов и впадин на композицию связующего, который после отверждения может быть использован в качестве каналов для отвода охладителя и стружки. Однако кроме простого заявления об указанной возможности в данном патенте не приводится никаких деталей относительно того, как это может быть осуществлено.
В патенте США N 4644703 на имя Качмарека (Kaczmarek) и др. описано более традиционное применение валика глубокой печати для нанесения состава абразив/связующее с образованием слоя, который затем сглаживается перед нанесением при помощи техники глубокой печати второго слоя, поверх первого заглаженного слоя. В этом патенте нет сведений о природе конечной отвержденной поверхности.
В патенте США N 5014468 на имя Равипати (Ravipati) и др. было предложено использование смеси абразив/связующее, имеющей не ньютоновские параметры течения, а также описано ее нанесение при помощи техники глубокой печати на пленку (пленочную подложку). В этом процессе производили нанесение смеси от кромок ячеек глубокой печати для получения однородных структур с уменьшающейся толщиной по мере удаления от окружающих поверхность зон, где нет смеси. При нахождении ячеек достаточно близко друг к другу поверхностные структуры окажутся взаимосвязанными. Этот продукт оказался весьма полезным, особенно при проведении тонких офтальмологических операций. Процесс является весьма полезным, однако он имеет потенциальную проблему, связанную с накоплением материала в ячейках валика глубокой печати, так что рельеф нанесения может слегка изменяться в ходе длительного производственного прогона. Кроме того, природа процесса такова, что он ограничен в применении только составами, которые содержат относительно мелкое абразивное зерно (обычно менее 20 мкм).
Другой подход к получению структурированных абразивов может быть реализован за счет нанесения смеси абразив/связующее на поверхность подложки с последующим созданием рельефа, содержащего решетку изолированных структур, который получают за счет отверждения связующего при нахождении в контакте с формой, имеющей инверсный рельеф. Этот подход раскрыт в патентах США N 5437754; 5378251; 5304223 и 5152917. Существует множество вариаций на эту тему, однако все они имеют общую характеристику, связанную с тем, что каждую структуру в рельефе получают за счет отверждения связующего при нахождении композита в контакте с формующей поверхностью.
В соответствии с настоящим изобретением предлагается способ получения структурированных абразивов с особенно привлекательными характеристиками, позволяющими обеспечивать более агрессивное (производительное) шлифование, причем эти абразивы хорошо адаптированы к обработке в широком диапазоне подложек, при этом они также адаптированы к осуществлению тонкой отделки (окончательной обработки) в течение длительных периодов работы, при главным образом однородной степени среза.
В настоящее время известно, что структурированные абразивы, которые содержат сцепленный с поверхностью функциональный порошок, имеют множество преимуществ по сравнению с собственно структурированными абразивами.
В настоящем изобретении термин "функциональный порошок" использован для обозначения тонко измельченного материала, который изменяет абразивные качественные характеристики структурированных абразивов, на которые он нанесен. При этом может быть получен структурированный абразив, который обеспечивает более агрессивное шлифование или снижает накопление стружки или статического заряда на поверхности. Некоторые функциональные порошки могут дополнительно служить как разделительный состав или барьер между полимерным составом и создающим рельеф инструментом, устраняя проблемы прилипания и позволяя улучшить разделение. В класс функциональных порошков входят мелкие абразивные порошки, шлифующие добавки, антистатические добавки, смазочные порошки и т. п. Термин "тонко измельченный порошок" означает, что индивидуальные частицы порошка имеют средний размер (D50) менее 250 нм, например от 1 до 150 нм, а более предпочтительно от 10 до 100 мкм.
В соответствии с настоящим изобретением предлагается также способ получения структурированного абразива, который содержит рельеф композитов абразив/связующее, нанесенных на материал основы, причем указанный способ включает в себя следующие операции:
(а) нанесение, непрерывно или в виде рельефа, на подложку состава суспензии, содержащей абразивные частицы (а также опционно наполнители, шлифующие и другие добавки) и отверждаемое полимерное связующее,
(b) наложение рельефа на состав суспензии для образования структурированного абразива; и
(с) обеспечение сцепления функционального порошка с рельефной поверхностью структурированного абразива.
Ключевой характеристикой указанного способа является обеспечение сцепления функционального порошка с поверхностью структурированного абразива. Это может быть достигнуто за счет нанесения порошка на поверхность структурированного абразива ранее полного завершения отверждения связующего, когда связующее все еще находится в таком состоянии, что нанесенный на него порошок будет прочно сцеплен со связующим после его полного отверждения. Альтернативно, адгезивное (клеевое) покрытие может быть нанесено на поверхность полностью отвержденного структурированного абразива, которое образует средство сцепления функционального порошка с поверхностью структурированного абразива.
Порошок может быть нанесен в виде единичного слоя поверх композита абразив/связующее, или же в виде нескольких слоев с промежуточными слоями адгезива (клея) для удержания заданного положения порошка. Например, одним слоем может быть мелкий абразивный порошок, а другим слоем может быть шлифующая добавка.
Сам по себе порошок может быть абразивом или может содержать комбинации различных материалов, сообщающие ему преимущественные характеристики. В функциональном порошке могут быть использованы абразивные частицы любого типа и размера, которые в некоторой степени могут отличаться от частиц, которые использованы в составе собственно абразива, что позволяет получать уникальные характеристики шлифования. В функциональном порошке могут быть также использованы шлифующие и антистатические добавки, а также наполнители и смазки.
Нанесение слоя (слоев) функционального порошка может быть произведено с использованием различных известных способов нанесения. Эти способы включают в себя гравитационное покрытие, электростатические способы покрытия, распыление, вибрационные способы покрытия и т.п. Нанесение разных порошков может производиться одновременно или по очереди для создания структуры композита перед нанесением рельефа. Добавка, если она использована, может быть такой же, как и присутствующая в составе абразив/связующее, или же может отличаться от нее.
Для образования поверхности структурированного абразива может быть использован любой известный специалистам способ, при котором суспензия композита абразива и предшественника связующего подвергается отверждению при нахождении в контакте с основой и с операционным (производственным) инструментом, так что обеспечивается сцепление указанной суспензии с одной из поверхностей основы при нанесении на другую поверхность точной формы внутренней поверхности операционного инструмента. Такой способ описан, например, в патентах США N 5152917; 5304223; 5378251 и 5437254. Альтернативные способы образования поверхности, в том числе и способ глубокой печати, описаны в патентах США N 5014468 и 4773920.
Поверхность структурированного абразива может иметь любой желательный рельеф, что в большой степени определяется назначением абразивного изделия с покрытием. Можно, например, предусмотреть на поверхности чередующиеся выступы и впадины, ориентированные в любом желательном направлении. Альтернативно, на поверхности можно предусмотреть множество выступающих композитных конфигураций, которые могут быть изолированными или взаимосвязанными, а также могут быть идентичными смежным конфигурациям или отличающимися от них. Обычно структурированные абразивы имеют главным образом идентичные конфигурации в заданных рельефах на поверхности абразива с покрытием. Такие конфигурации могут иметь вид пирамид с квадратными или треугольными основаниями, а также могут иметь более скругленные формы без четких кромок в местах схождения плоскостей. Скругленные формы могут иметь круговое поперечное сечение или могут быть удлиненными, в зависимости от условий нанесения покрытия и предполагаемого использования. Регулярность конфигураций зависит в некоторой степени от предполагаемого использования. Конфигурации с меньшим промежутком между ними, например с плотностью размещения около 1000 штук на квадратный сантиметр, преимущественно используют для тонкой отделки или полировки, в то время как для более агрессивного шлифования предпочтительно использование конфигураций с большим промежутком между ними.
В качестве абразивного компонента состава может быть использован любой из известных подходящих материалов, такой как альфа оксид алюминия (плавленая или спеченная керамика), карбид кремния, плавленый оксид алюминия/ оксид циркония, кубический нитрид бора, алмаз и т.п., а также их комбинации. Абразивные частицы в соответствии с настоящим изобретением типично и преимущественно имеют средний размер от 1 до 150 мкм, а более предпочтительно от 1 до 80 мкм. Обычно количество присутствующего абразива составляет ориентировочно от 10 до 90%, а преимущественно ориентировочно от 30 до 80% от веса состава.
Другим важным компонентом состава является связующее. Связующее представляет собой отверждаемый полимерный состав, выбранный среди отверждаемых за счет излучения полимеров, таких как отверждаемые за счет использования электронного пучка, УФ излучения или видимого света, таких как акрилатные олигомеры акрилатной эпоксидной смолы, акрилатные уретаны, полиэфир акрилаты и акрилатные мономеры, в том числе моноакрилатные и мультиакрилатные мономеры, и термически отверждаемые смолы, такие как фенольные смолы, смолы мочевина/ формальдегид и эпоксидные смолы, а также смеси указанных смол и полимеров. В самом деле, часто удобно иметь в составе отверждаемый за счет излучения компонент, который может быть отвержден относительно быстро после нанесения состава, что способствует обеспечению стабильности нанесенной конфигурации. В контексте настоящего изобретения термин "отверждаемый за счет излучения" охватывает применение для отверждения электронного пучка, УФ излучения или видимого света. В некоторых случаях функции термического отверждения и функции отверждения при помощи излучения могут быть обеспечены за счет различных функциональных характеристик одной и той же молекулы. Часто это имеет положительное значение.
В состав полимерного связующего может также входить не химически активный (не реактивный) термопластичный полимер, который может усиливать характеристики самозаточки нанесенных абразивных композитов за счет усиления эрозии. Среди примеров таких термопластичных полимеров можно указать полипропилен гликоль, полиэтилен гликоль, блок-сополимер полиоксипропилен - полиоксиэтилен и т.п.
В состав абразивной суспензии могут быть введены наполнители для изменения реологии состава, а также для изменения твердости и ударной вязкости отвержденных связующих. В качестве примеров полезных наполнителей можно указать следующие: карбонаты металлов, такие как карбонат кальция, карбонат натрия; кремнеземы, такие как кварц, стеклянные шарики, стеклянные пузырьковые включения; силикаты, такие как тальк, глина, метасиликат кальция; сульфаты металлов, такие как сульфат бария, сульфат кальция, сульфат алюминия; оксиды металлов, такие как оксид кальция, оксид алюминия; и тригидрат алюминия.
В состав абразивной суспензии, из которой образуют структурированный абразив, может быть также введена шлифующая добавка для повышения эффективности шлифования и увеличения скорости (интенсивности) среза. Полезными шлифующими добавками являются добавки на неорганической основе, такие как соли галогенида, например криолит натрия, тетрафторборат калия и т.п.; или на органической основе, такие как хлорированные воски, например поливинил хлорид. Предпочтительными шлифующими добавками являются криолит натрия и тетрафторборат калия с размерами частиц от 1 до 80 мкм, а преимущественно от 5 до 30 мкм. Весовой процент шлифующей добавки лежит в диапазоне от 0 до 50%, а более предпочтительно от 10 до 30%.
В состав суспензии абразив/связующее, полезной для осуществления настоящего изобретения, могут быть включены дополнительные добавки, в том числе: модификаторы (аппретирующие составы), такие как силановые модификаторы, например А-174 и А-1100, которые могут быть закуплены на фирме Osi Specialties, Inc. , органотитанаты и циркоалюминаты; антистатики, такие как графит, углеродная сажа и т.п.; суспендирующие агенты, модификаторы вязкости, такие как мореный кремнезем, например Cab-O-Sil М5, Aerosil 200; агенты, предотвращающие засаливание (абразивного круга), такие как стеарат цинка; смазки, такие как воск; смачивающие вещества; красители; наполнители; модификаторы вязкости; диспергенты; и пеногасители.
В зависимости от вида применения, нанесенный на поверхность суспензии функциональный порошок может сообщать абразивным изделиям уникальные характеристики шлифования. Среди примеров функциональных порошков можно указать следующие: 1) абразивные частицы - все типы и размеры; 2) наполнители - карбонат кальция, глина, кремнезем, волластонит, тригидрат алюминия и т.п.; 3) шлифующие добавки - KBF4, криолит, соли галогенидов, галогенированные углеводороды и т. п. ; 4) агенты, предотвращающие засаливание (абразивного круга) - стеарат цинка, стеарат кальция и т.п.; 5) антистатики - углеродная сажа, графит и т.п.; 6) смазки - воски, порошок PTFE (политетрафторэтилен), полиэтилен гликоль, полипропилен гликоль, полисилоксаны и т.п.
Материал основы, на который наносят состав, может представлять собой полотно (тканое, нетканое или с начесом), бумагу, пластиковую пленку или металлическую фольгу. Обычно продукты в соответствии с настоящим изобретением находят наибольшее применение при производстве мелких (тонких) шлифующих материалов, поэтому предпочтительной является весьма гладкая поверхность. Таким образом, тонко каландрированная бумага, пластиковая пленка или ткань с гладкой поверхностью обычно являются предпочтительными подложками для нанесения композитных составов в соответствии с настоящим изобретением.
Указанные ранее и другие характеристики настоящего изобретения будут более ясны из последующего детального описания, приведенного со ссылкой на сопроводительные чертежи, которые приведены только для пояснения и не имеют никакого ограничительного характера.
Сокращения
Для упрощения представления данных будут использованы следующие сокращения:
Полимерные компоненты
Ebecryl 3605, 3700 - акрилатные эпоксидные олигомеры, которые могут быть закуплены на фирме UCB Radcure Chemical Corp.
TMPTA - триметил пропан триакрилат, который может быть закуплен на фирме Sartomer Company, Inc.
ICTA - изоцианурат триакрилат, который может быть закуплен на фирме Sartomer Co., Inc.
TRPGDA - трипропилен гликоль диакрилат, который может быть закуплен на фирме Sartomer Co., Inc.
Связующие компоненты
Darocure 1273 - фотоинициатор, который может быть закуплен на фирме Ciba-Geigy Company.
Irgacure 651 - фотоинициатор, который может быть закуплен на фирме Ciba-Geigy Company.
2-Methylimidazole - катализатор, который может быть закуплен на фирме BASF Corp.
Pluronic 25R2 - блок-сополимер полиоксипропилен - полиоксиэтилен, который может быть закуплен на фирме BASF Corp.
KBF4 - шлифующая добавка со средним размером частиц около 20 мкм, которая может быть закуплена на фирме Solvay.
Cab-O-Sil M5 - мореный кремнезем, который может быть закуплен на фирме Cabot Corporation.
Частицы
FRPL - плавленый Al2O3, который может быть закуплен на фирме Treibacher (P320 или P1000: марка (сорт) указана "P-числом").
Calcined Al2O3 (40 мкм) (прокаленный Al2O3), который может быть закуплен на фирме Microabrasives Corporation.
Основы
3 мил майларовая (Mylar) пленка для офтальмологического применения.
5 мил майларовая пленка для работы с металлом.
Полиэфирное полотно J-weight (веса J) с сюрлиновым (Surlyn) покрытием (Surlyn представляет собой ионсодержащий полимер SURLYN 1652-1, который может быть закуплен на фирме Du Font (США)).
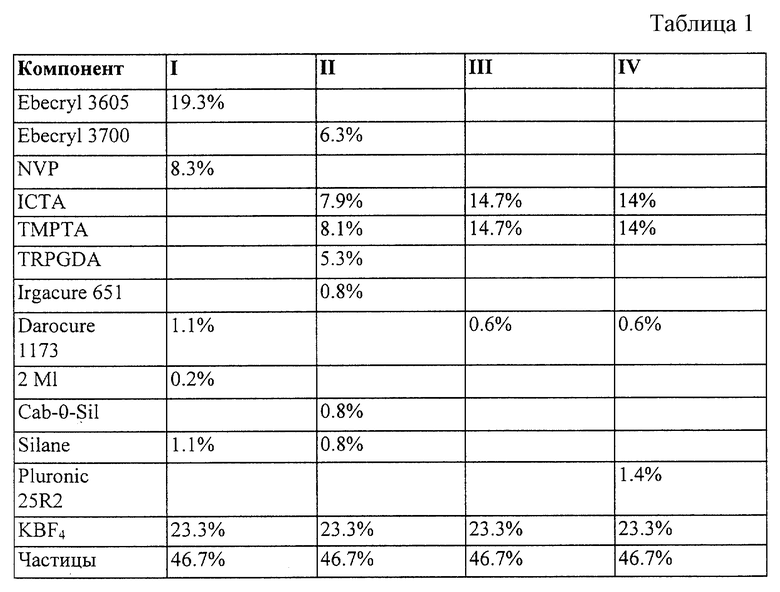
Составы абразивной смеси (см. табл. 1).
Методика приготовления состава
Мономерные или олигомерные компоненты перемешивают вместе в течение 5 минут с использованием высокоскоростного (1000 об/мин) срезающего смесителя. После этого полученный состав связующего смешивают с инициаторами, смачивающими веществами, пеногасителями, диспергентами и пр. После этого перемешивание продолжают еще 5 минут на той же самой скорости. Затем медленно добавляют компоненты в указанном далее порядке, с перемешиванием в течение 5 минут на скорости 1500 об/мин между добавками: суспендирующие агенты, шлифующие добавки, наполнители и абразивные частицы. После добавления абразивных частиц скорость перемешивания увеличивают до 2000 об/мин и перемешивание продолжают еще 15 минут. В течение этого времени тщательно контролируют температуру и скорость перемешивания уменьшают до 1000 об/мин при достижении температуры 40,6oC.
Нанесение состава
Полимерный состав может быть нанесен в виде покрытия на множество указанных ранее известных подложек. В этих случаях абразивную суспензию наносят с использованием способа ножевого покрытия, с регулируемым в соответствии с необходимостью зазором. Покрытие производят при комнатной температуре.
Нанесение функциональных порошков и тиснение рельефа
Перед тиснением (выдавливанием) рельефа поверхностный слой суспензии модифицируют при помощи абразивных частиц с таким же (или меньшим) размером зерна, который был использован в самом составе. Наносят количество частиц, достаточное для образования единичного слоя, сцепленного неотвержденным компонентом связующего. Излишек порошка удаляют из слоя путем вибрации. Нанесение порошка производят при помощи обычного вибрационного способа с просеиванием.
После покрытия подложки неотвержденным составом суспензии и нанесения функционального порошка используют инструмент для тиснения желательного рельефа, позволяющий придать желательные конфигурации составу абразивного полимера и частиц. При тиснении используют стальной тыльный валик, который обеспечивает необходимую опору в ходе приложения давления стальным валиком тиснения. Для удаления сухого остатка или отдельных зерен, оставшихся после тиснения состава с измененной вязкостью в ячейках инструмента, используют стальную щетку.
Отверждение
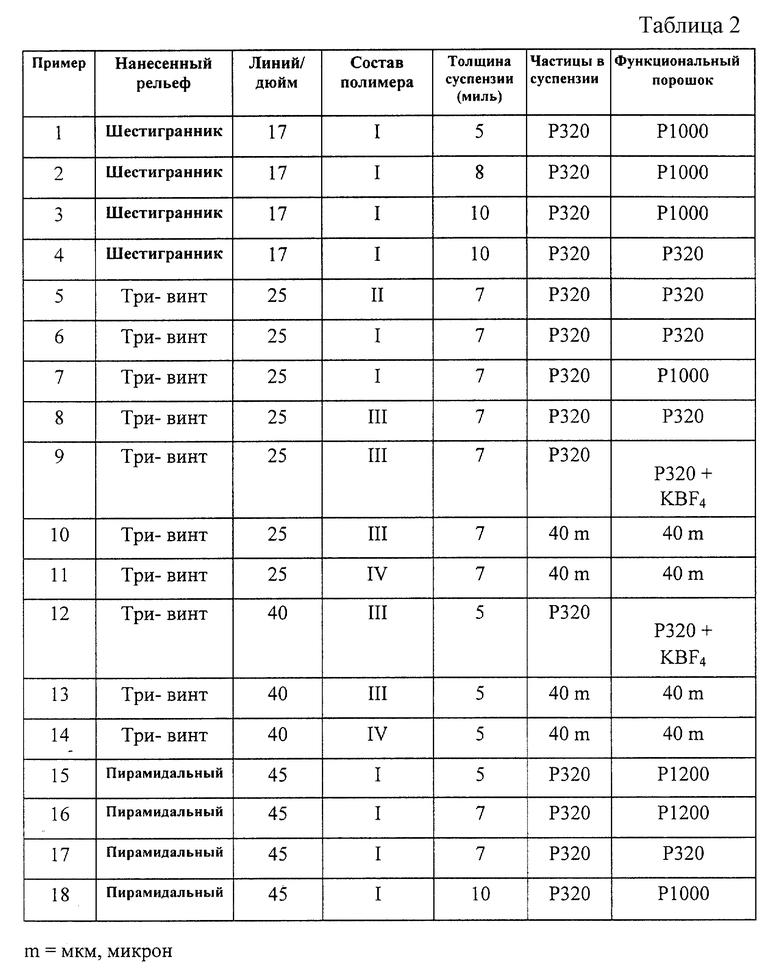
После нанесения (тиснения) рельефа на слое с измененной вязкостью подложку снимают с оснастки для тиснения и отправляют на участок отверждения. При термическом отверждении используют соответствующие средства. При активизации отверждения при помощи фотоинициаторов должен быть предусмотрен соответствующий источник излучения. При использовании УФ отверждения используют два источника мощностью по 300 Вт: D лампу и H лампу, причем дозу излучения контролируют за счет скорости прохождения под источниками подложки с рельефом. Для совокупности экспериментов, указанной в табл. 2, используют УФ излучение. Однако для Состава I за УФ отверждением сразу следует термическое отверждение. Такой процесс отверждения является адекватным для обеспечения окончательной размерной стабильности.
В первом примере тиснение слоя производилось при помощи валика, на котором отгравированы ячейки в соответствии с рисунком "17 шестигранников". При этом получают рельеф с островками шестигранной формы. В каждом из этих случаев абразивные частицы были нанесены просеиванием на поверхность, для работы в качестве функционального порошка. В каждом случае в качестве состава абразив/связующее использовали Состав I.
Во втором примере тиснение слоя производилось при помощи валика, на котором отгравированы ячейки в соответствии с рисунком "25 три-винтов". Использована такая же техника нанесения покрытия.
В третьем примере тиснение слоя производилось при помощи валика, на котором отгравированы ячейки в соответствии с рисунком "45 пирамид", что для состава I дает рельеф изолированных пирамид с квадратным основанием. Модифицирование поверхности производили за счет нанесения частиц P1000 на такой же состав, что и использованный в первом и втором экспериментах.
Во всех трех экспериментах структуры поверхности с рельефом оставались практически неизменными от момента тиснения до полного отверждения связующего компонента.
В табл. 2 указаны также дополнительные примеры с использованием аналогичных конфигураций рельефа, но с измененным составом и с измененным содержанием абразива. Во всех случаях процесс изготовления идентичен трем первым примерам; однако производилось изменение полимерного состава и функциональных порошков.
Валик для тиснения с рисунком "17 шестигранников" имеет ячейки глубиной 559 мкм, с равными сторонами 1000 мкм у вершины (сверху) и 100 мкм у основания.
Рисунок "25 три-винтов" представляет собой непрерывный канал, прорезанный под углом 45 градусов к оси валика, который имеет глубину 508 мкм и ширину раскрыва сверху 750 мкм.
Рисунок "40 три-винтов" представляет собой непрерывный канал, прорезанный под углом 45 градусов к оси валика, который имеет глубину 335 мкм и ширину раскрыва сверху 425 мкм.
Рисунок "45 пирамид" представляет собой ячейки в виде перевернутых пирамид с квадратным основанием, с глубиной 221 мкм и с размером боковой стороны 425 мкм.
Испытания при проведении шлифования
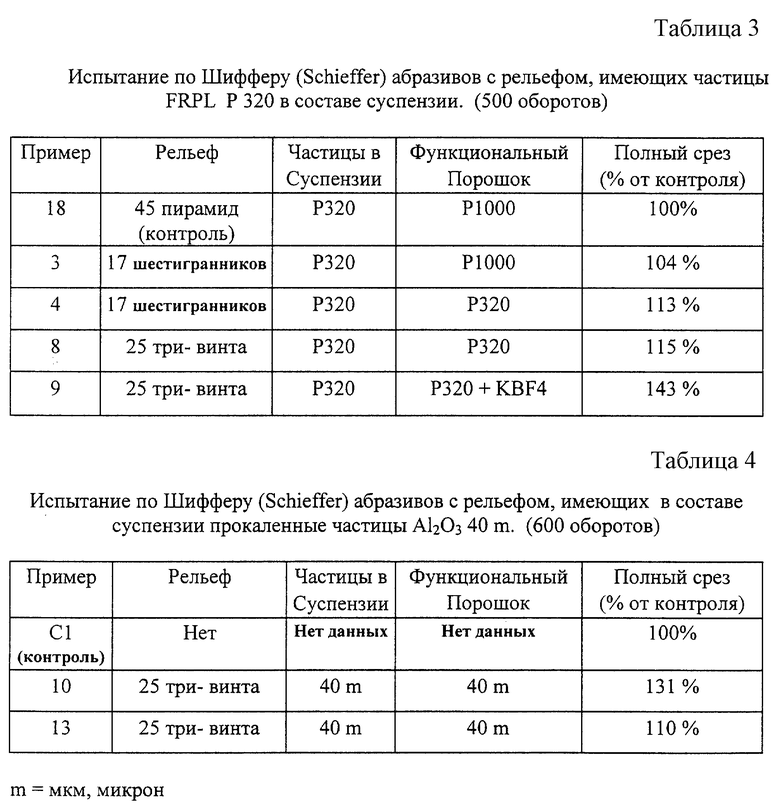
Для указанных примеров были проведены два первичных вида испытаний на шлифование, с данными, приведенными в табл. 3-5. Первый вид испытания представляет собой испытание по Шифферу (Schieffer) до 600 оборотов при 8 фунтах постоянной нагрузки, с использованием полой заготовки с внешним диаметром 1,1 дюйма из нержавеющей стали марки 304, что создает эффективное давление шлифования 23,2 psi. Абразив с рельефом был разрезан на диски диаметром 4,5 дюйма, которые были установлены на стальной опорной плите. Как опорная плита, так и заготовка вращались по часовой стрелке, с соответствующими скоростями 196 и 200 об/мин. Потеря веса заготовки фиксировалась через каждые 50 оборотов и суммировалась по завершении 600 оборотов.
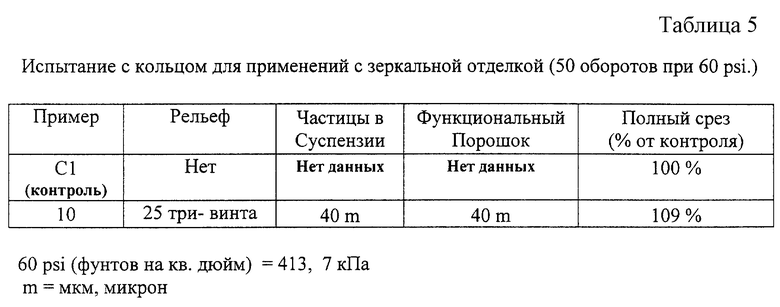
Второй способ испытания представляет собой микроабразивное испытание с кольцом. При проведении этого испытания кольца из чугуна с шаровидным графитом (внешний диаметр 1,75 дюйма, внутренний диаметр 1 дюйм и ширина 1 дюйм) проходили предварительную обдирку с использованием 60 мкм обычной шлифовальной пленки (шкурки), а затем сошлифовывались под давлением 60 psi при помощи абразива с рельефом. Абразив сначала был разделен на полосы шириной 1 дюйм; такая полоса прижималась к заготовке при помощи резиновых колодок. Заготовка вращалась со скоростью 100 об/мин и совершала колебания в перпендикулярном направлении с частотой 125 колебаний в минуту. Весь процесс шлифования проходил в смазочной ванне с масляным дистиллятом ОН200. Потерю веса заготовки регистрировали после каждых 10 оборотов и суммировали в конце испытания.
В табл. 3 четко показано влияние типа функционального порошка и рельефа. При использовании в качестве контроля рельефа "45 пирамид" (частицы P320 в самом составе и частицы P1000 в качестве функционального порошка) было показано, что при использовании рельефа с широкими конфигурациями "17 шестигранников" получают небольшое увеличение полного среза. Во всех случаях при замене частиц Р1000 более крупными (грубыми) частицами Р320 получают дополнительное увеличение среза. Кроме того, рельеф "три-винт" обеспечивает большую производительность, чем рельеф с шестигранниками.
В последнем случае, когда функциональный порошок был образован смесью KBF4 и P320, произошло критическое увеличение среза. Из приведенного набора данных ясно видно, что тип рельефа совместно с типом функционального порошка четко изменяет характеристики шлифования.
В табл. 4 проведено сравнение абразивов с рельефом с обычным абразивом 40 мкм для зеркальной отделки (сравнительный пример C-1), который может быть закуплен на фирме Norton Co. (торговое название Q 151). Для обоих абразивов с рельефом отмечено существенное увеличение среза по сравнению с обычным абразивом, причем рельеф "25 три-винтов" обеспечивает более высокую производительность, чем более мелкий рельеф "40 три-винтов".
В табл. 5 проведено сравнение абразивов с рельефом 40 мкм с обычным абразивом для случая применения при зеркальной отделке. И в этом случае при сравнении с обычным абразивом для зеркальной отделки (сравнительный пример C-1), который может быть закуплен на фирме Norton Co. (торговое название Q 151), абразив с рельефом показывает увеличение полного среза. Можно сделать общее заключение о том, что все абразивы с рельефом при испытаниях показали с самого начала более эффективную работу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИЗДЕЛИЯ И ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ | 1997 |
|
RU2169068C2 |
| СПОСОБ ГЛУБОКОЙ ПЕЧАТИ ДЛЯ ПОЛУЧЕНИЯ АБРАЗИВНЫХ ПОВЕРХНОСТЕЙ С НАНЕСЕННЫМ РЕЛЬЕФОМ | 1997 |
|
RU2173631C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИЗДЕЛИЯ С ПОКРЫТИЕМ | 2005 |
|
RU2343067C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫТОГО АБРАЗИВА | 1999 |
|
RU2205739C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ И СТЕКЛООБРАЗНОЕ СВЯЗУЮЩЕЕ ДЛЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1994 |
|
RU2139181C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2151045C1 |
| КОМПОЗИТНЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ | 1995 |
|
RU2121427C1 |
| ШЛИФОВАЛЬНЫЕ КРУГИ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2153411C1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУКТУРИРОВАННОГО АБРАЗИВНОГО ИЗДЕЛИЯ | 2006 |
|
RU2374062C2 |
| АБРАЗИВНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ И СТЕКЛОВИДНАЯ СВЯЗКА ДЛЯ НЕГО | 1996 |
|
RU2135344C1 |
Изобретение относится к машиностроению и может быть использовано для изготовления абразивных изделий для тонких операций шлифования. Абразивные изделия могут быть получены нанесением на подложку слоя состава, который содержит абразивные частицы, наполнители, шлифующую и другие добавки, а также полимерное связующее, в виде структурированных абразивов, с последующим сцеплением с поверхностью структурированного абразива функционального порошка. Технический результат выражается в повышении эффективности абразивных изделий. 2 с. и 10 з.п. ф-лы, 5 табл.
| US 5378251, 03.01.1995 | |||
| Устройство для изготовления абразивных лент | 1978 |
|
SU749650A1 |
| Шлифовальная шкурка | 1981 |
|
SU975375A1 |
| Способ изготовления шлифовальной ленты с программным расположением зерен | 1986 |
|
SU1316805A1 |
| US 5064445, 12.11.1991 | |||
| US 4916869, 17.04.1990 | |||
| US 5454844, 03.01.1995. | |||

