(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивная масса для изготовления полировального инструмента | 1988 |
|
SU1579752A1 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА СО СВЯЗАННЫМ АБРАЗИВОМ | 1994 |
|
RU2095229C1 |
| Способ изготовления полировального инструмента | 1988 |
|
SU1662823A1 |
| Состав для подложки полировального инструмента | 1990 |
|
SU1835422A1 |
| МАТЕРИАЛ "НЕОПОЛ" ДЛЯ ИЗГОТОВЛЕНИЯ ТВЕРДОГО ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1992 |
|
RU2069619C1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| СОСТАВ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА СО СВЯЗАННЫМ АБРАЗИВОМ | 2011 |
|
RU2513429C2 |
| Способ подготовки массы для абразивного инструмента | 1985 |
|
SU1303391A1 |
| Способ контроля полирующей способности полировального инструмента | 1990 |
|
SU1764954A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1998 |
|
RU2151046C1 |
Изобретение относится к производству абразивного инструмента на органическом связующем для полирования оптических материалов. Цель изобретения - повышение производительности полирования. При изготовлении абразивного инструмента абразив и органическое связующее берут при следующем соотношении компонентов, мас.%: абразив 97,3...99,0, органическое связующее 1,0...2,7, причем органическое свя- - зующее выбирают с энергией активации вязкого течения &Е, удовлетворяющей соотношению 0,14ЈйЕ:ДЕм 0,6, где ЕМ - энергия активации вязкого течения обрабатываемого материала. 2 табл. Ј
Изобретение относится к производству абразивного инструмента на орга- 1 ническом связующем для полирования оптических материалов. . .
Цель изобретения - повышение про-1 иэводительности полирования за счет того, что при изготовлении абразивного полировального инструмента, содержащего абразив и органическое связующее, компоненты берут при следующем соотношении, мас.%:
Абразив 97,3...99,О
Органическое
связующее 1,0...2,7, причем органическое связующее берут с энергией активации вязкого течения ДЕ, удовлетворяющем неравенству
0,,6,
йьм гдеДЕм- энергия активации вязкого
течения обрабатываемого материала.
Высокая концентрация абразива и использование связующего с определенной энергией активации вязкого течения обеспечивают изнашивание абразива и связующего с одинаковой скоростью, что обеспечивает стабильную во времени и высокую производительность полирования.
При полировании оптических деталей из стекла инструментом со связанным абразивом, под действием давления поверхности инструмента и обрабатываемой детали при высоких относительных скоростях их взаимного перемещения взаимодействуют друг с другом, в результате чего они разогреваются, связующее растекается, способствуя утапливанию п нем абразивных зерен.
vj
о ел
О
ел
оо
Гас IЧ К. С I ill у/; .(ОГО , OH: HM i-TO.-
мое: по Э. ерг,.; акт ;;р.яции ия:мого теме кия, определяет поведение нкструмен- та и процессе локирования. Здесь воз- мо;:.::ы париакти, когпя при ни-.ткоп энергии яктндацнн плз: ог-о тг.чеиня снязуюг :цее растекается настолько, что покрывает абразив). те пер на и инстрз мент засаливается, шп при пнсоком значе нии энергии я.ктчнлции вязкое течение
ОТСУТС ГВУСТ, ЧТО ЛрНЗОДКТ К ТОМУ; ЧТО
инструмент не может приобрести форму рабочей поверхности,, близкую к форме обрабатываемо. поверхности, контакты- рует с. ней лк.:ь и определенных малых зонах, что тлк:че отрицательно влияет на производительность полировлния. Для исключение указанных вариантов значение энергии активации вязкого те чения связующего должно находиться в некотором (промежуточном) интервале по отношению к энергии активации вяз- .кого течения обрабатываемого мате- риала.
Приме р. Готовят инструмент для полирования оптических деталей. В качестве абразива используют поли- рит оптический (ПФ), в качестве свя- . зукщего эпоксид.ную смолу, пек сосно- вый, пеко-канирольнук смолу, канифоль, пек древесно-смолянон, парафин и. др. Массу д.пл полировального инст- приготавпнпают следующим образом..
Приготавливают навески абразива (полнрнта) и органического связующего Растворяют связуюцее в растворителе (например, спирт этиловый марки Л по ГОСТ 17299-73). Б раствор связующего добавляют абразив, полученную массу перемешивают в полиэтиленовой таре, просушивают при комнатной температуре в течение 60...80 мин.
I
Из полученной массы приготавливают или секи на одно изделие (таблетка аб- рлзннная полировальная диаметром Юмм высотой 3 мм). Нанескн загружают в многоместную npecc-ф.-фму, брикетируют таблетки (до yiuipa), распрессонывают и термообрабат шлют тлйлетки п сутпшь шкафу при температуре я течение . мин. Из получо пн х тлблитсж пзго г л;-:;нр. H scTpyMi jT в
ПЛОСКОГО тГМ ГНрЯг ДИ-мО ГроМ 60 ММ
ма. торцевой пог.-.-рхчости которого злт .т .-гют 1 2 таг лоток .
Энергия актияпции низкого точения материллпп в соответствии с актива- цпонной теорией Френкеля-Лндраде-Эй- рилга определялась по температурной зависимости логарифма сдвиговой вязкости в соответствии с формулой
.. „Ш
Т ,
где R - универсальная газовая постоянная (8,31696 Дж/град.моль); Т - абсолютная температура, К; - сдвиговая вязкость. Сдвигоная вязкость определялась при помощи ротационного вискозиметра Reotes.i-.--2 (при Т П200С) и при помощи капнлпярного вискозиметра при более Bbicoknx температурах.
Энергия активации вязкого течения обрабатываемого материала определяется аналогично. Для стекла величина энергии активации вязкого течения рассчитана по температурным зависимостям логарифма вязкости.
Инструмент испытывают при полировании плоских поверхностей оптических деталей из стекла марки БФ12 диаметром 60 мм, на станке мод, 2Ш-200И при следующих режимах:
Частота вращения шпинделя, об/мин200 Усилие прижима, Н 60 . Неснымет1 Ия штриха, мм 5 Результаты испытаний сведены
в таблицы. I
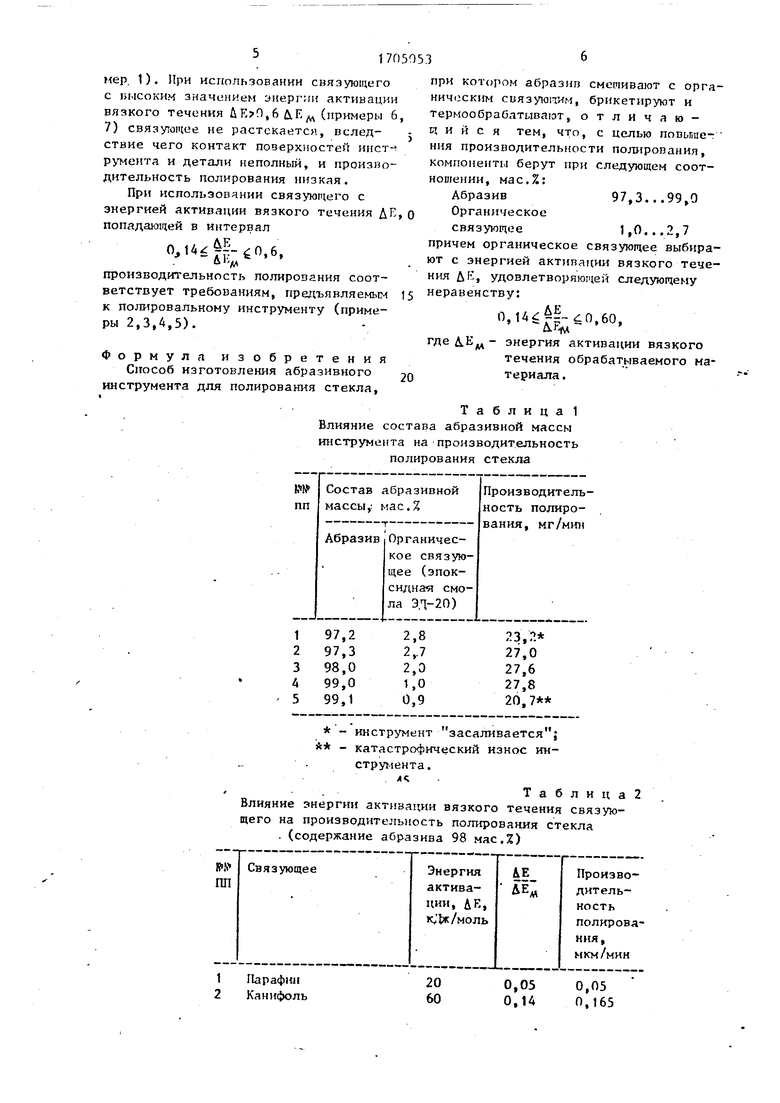
Из табл. 1 следует, что при составе абразивной массы, соответствующей предлагаемому (прьмеры 2,3,4), производительность полирования стекла соответствует требованиям, предъявляемым к полировальному инструменту. При составе абразивной массы, отличном от предлагаемого (примеры 1,5), производительность полирования низкая. Кроме того, в случае малого количества абразива (максимум связующего) инструмент засаливается и теряет свою работоспособность (пример 1), а в случае малого количества связующего (пример 5) не удается надежно связать зерна абразива, и инструмент быстро изна- шннается.
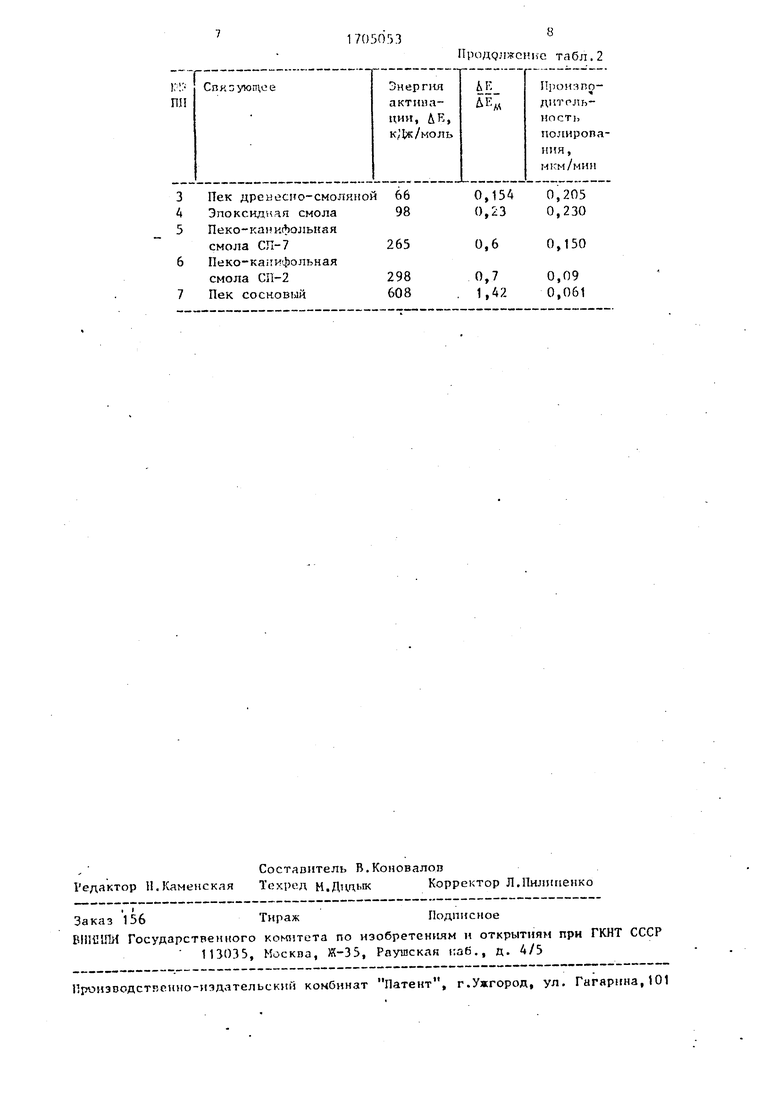
Из табл. 2 следует, что при использовании сгязу:о:-;оги с энергией активации вязкого точения ЛГХО, 1/4ДЈм инструмент засаливается, и пронпноди- трльностт- иолчропашп низкая (припер, 1). При использовании связующего с высоким значением энергии активации вязкого течения А ,6 Д.Е (примеры 6 7) связующее не растекается, вслед- ствие чего контакт поверхностей ннст- румента и детали неполный, и производительность полирования низкая.
При использовании связующего с энергией активации вязкого течения ДЕ попадающей в интервал
О, 14г Јf-Ј0,6,
й М
производительность полирования соответствует требованиям, предъявляемым к полировальному инструменту (примеры 2,3,4,5).
20
гдеД.Ем- энергия ак течения об териала.
Формула изобретения
Способ изготовления абразивного инструмента для полирования стекла,
Таблица
Влияние состава абразивной массы инструмента на производительность полирования стекла
- инструмент засаливается ; - катастрофический износ инструмента. . лч
Таблица
Влияние энергии активации вязкого течения связующего на производительность полирования стекла . (содержание абразива 98 мас.%)
j
о
5
0
при котором абразив смешивают с орга- ничоскнм связующим, брикетируют и термообрабатывают, отличающийся тем, что, с целью повышения производительности полирования, компоненты берут при следующем соотношении, мас.%:
Абразив97,3...99,О
Органическое
связующее1,0..,2,7 причем органическое связующее выбирают с энергией активации вязкого течения ДЕ, удовлетворяющей следующему неравенству:
0,,60,
гдеД.Ем- энергия активации вязкого течения обрабатываемого материала.
Пек древесно-смоляной 66
Эпоксидная смола 98
Пеко-канкфольная
смола СЛ-7265
Пеко-капифольная
смола СП-2298
Пек сосновый 608
Продолжение табл.2
0,205
0,230
0,150
0,09
0,061
| Абразивная масса для изготовления полировального инструмента | 1988 |
|
SU1579752A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
