Изобретение относится к промышленности строите-льных материалов, в частности к оборудованию для тепловой Обработки стеклоизделгШо
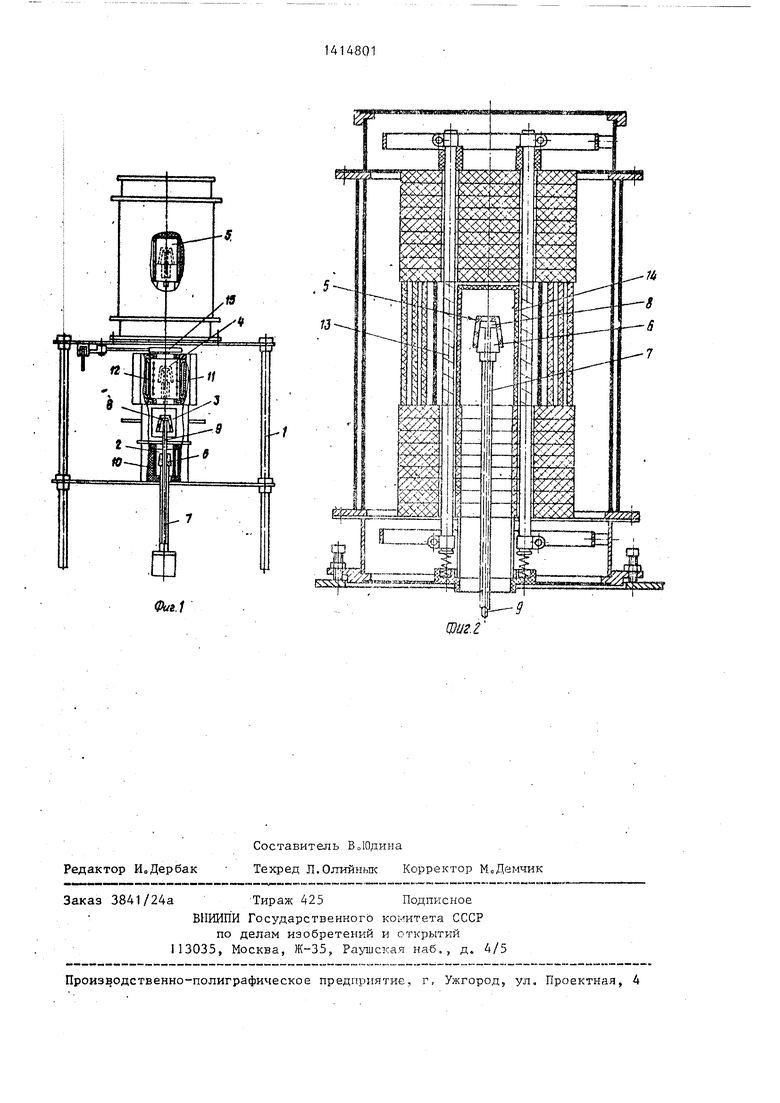
Цель изобретения - повышение качества и снижение расхода электроэнергии о На фиг„1 представлено устройство,
рбщий вид; на фиг,2 - зона полировки. JQ расположен в зоне 3 загрузки-выгрузки
i Устройство состоит из рамы 1, на Которой размещены зона 2 выравнивания температур, загрузочно-разгру- точная зона 3, которая одновременно Является зоной отжига, зона 4 пред- рарительного нагрева и зона 5 полировки. Эти зоны образуют вертикаль- 1НЫЙ туннель, в котором расположен с возможностью перемещения держатель Стеклоизделий, состоящий из тепло- отборника 6, установленного на полой ;штанге 7, и поддона 8, установленно- |го на штанге 9, размещенной внутри полой штанги 7. Перемещени е теплоотборника и поддона осуществляется при- водомс, Все зоны размещены в теплоизолированных кожухах
В зоне 2 выравнивания температур имеются нагреватели 10, а в зоне 3 предварительного нагрева ламповые нагреватели 11 и холодильники 12 Внутренняя поверхность зоны предва рительного нагрева выполнена из металлического полированного нержгюею щего листа
В зоне 6 полировки расположены нагреватели 13 и источник 14 ИК-излу- чения цилиндрической формы. Нагреватели 13 расположены равномерно с на- ружной стороны источника ИК-излуче- ния.
При лабораторных исследованиях и испытаниях опытного образца устройства наилучшие результаты полировки получены при высоте источника ИК-из- лучения, равной 1,8-1,3 высоты держателя стеклоизделий, и прв внутреннем диаме тре источника ИК-излучения, рав ном 1 ,8-2,8 величины наружного диаметра изделия, при этом высота Источ ника ИК-излучения составляет 1,8-2,2 величины его внутреннего диаметра. Между зоной полировки и зоной пред варительного нагрева расположена заслонка 15,
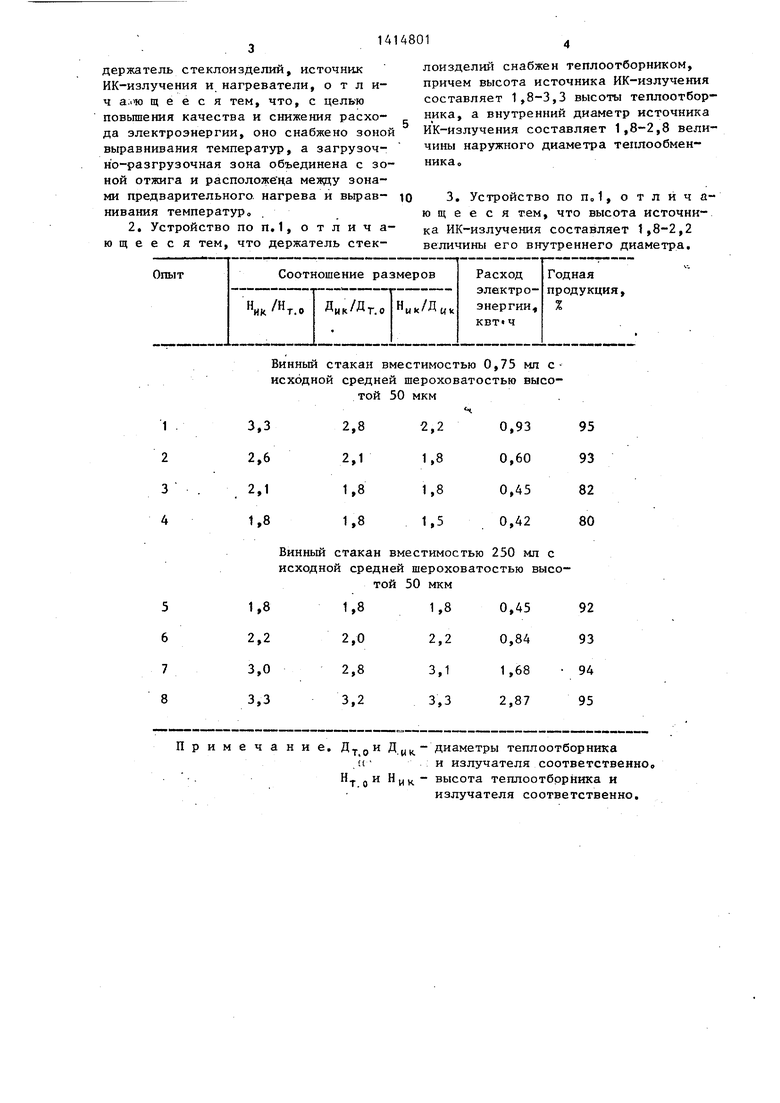
Результаты исследований по оп ги- ьшзадии геометрических соотношений размеров источника ИК-излучения, изделил и теплоотборника зоны полировки с целью повышения качества и снижения расхода электроэнергии на единицу изделия приведены в таблице.,
Устройство работает следующим образом,
Стеклоизделие помещают на поддон 8, который в данный момент времени
30
Затем поддон 8 штангой 9 перемещается вверх и переносит стеклоизделия в зону 4 предварительного нагрева. Включаются ламповые нагреватели 11 больJ5 И1ОЙ мощности и за счет того, что
внутренняя поверхность зоны обладает большой отражательной способностью, происходит интенсивный нагрев стекло- изделия. Затем осуществляется подъем
20 из зоны выравнивания температур теплоотборника 6 в зону предварительного нагрева. Открывается заслонка 15 и теплоотборник.Вместе со стеклоиз- делием поднимается в зону 5 полиров25 ки. .За счет режима, создаваемого
нагревателями 13 и источником 14 ИК- излучения, происходит процесс полировки стеклоизделия
Конфигурация источника ИК-излучения способствует максимальному повышению качества полировки. После окончания процесса полировки теплоотборник со стеклоизделием опускаются в зону отжига, совмещенную с зоной загрузки-выгрузки. Одновременно заслонка 15 перекрывает вход в зону полировки, что предотвращает потери тепловой энергии из данной зоны Поддон 8,со стеклоизделием останавливается в зоне отжига, а теплоотборник, не задерживаясь, опускается в зону выр ав нив ания темпер атур.
Вследствие:этого теплоотборник в процессе отжига стеклоизделия не охлаждается и по этому отпадает необходимость его последующего нагрева После отжига изделие извлекается из зоны з:агрузки-выгрузкИо
Устройство позволяет повысить качество полировки и снизить удельный расход электроэнергии на единицу выпускаемой продукции
35
40
45
50
Формула изобретения
1, Устройство для тепловой обработки стеклоиздтелий, включающее зоны загрузочно-разгрузочную, предварительного нагрева, полировки, отжига,держатель стеклоизделий, источник ИК-излучения и нагреватели, о т л и- ч a.iTO щ е е с я тем, что, с цель-ю повьшения качества и снижения расхода электроэнергии, оно снабжено зоной выравнивания температур, а загрузоч- но-разгрузочная зона объединена с зоной отжига и расположе на между зонами предварительного, нагрева и выравнивания температур
2, Устройство по п,1, отличающееся тем, что держатель стеклоизделий снабжен теплоотборником, причем высота источника ИК-излучения составляет 1,8-3,3 высоты теплоотбор- ника, а внутренний диаметр источника ИК-излучения составляет 1,8-2,8 величины наружного диаметра теплообменника,
3, Устройство по По 1, о т л и ч а- ю щ е е с я тем, что высота источника ИК-излучения составляет 1,8-2,2 величины его внутреннего диаметра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термической полировки стеклоизделий | 1983 |
|
SU1162757A1 |
| Установка для огневой полировки стеклоизделий | 1980 |
|
SU926890A1 |
| Способ полировки стеклоизделий | 1986 |
|
SU1315396A1 |
| Устройство для инфракрасной полировки изделий из стекла | 1981 |
|
SU973492A1 |
| СПОСОБ ОТЖИГА СТЕКЛОИЗДЕЛИЙ | 1993 |
|
RU2078063C1 |
| Способ полировки изделий из стекла,частично прозрачного для инфракрасного излучения | 1987 |
|
SU1433917A1 |
| Способ обработки изделий из хрусталя | 1983 |
|
SU1144993A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТЕКЛОИЗДЕЛИЙ | 1993 |
|
RU2087433C1 |
| Способ термической полировки стеклоизделий | 1979 |
|
SU1108080A1 |
| СПОСОБ МОЛЛИРОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 2014 |
|
RU2546693C1 |
Изобретение может быть использовано для тепловой обработки стекло- изделий, в частности для полировки сортовой посуды. Цель изобретения - повьтение качества и снижение расхода электроэнергии. Устройство состоит из рамы, на которой размещены зона выравнивания температур, загрузочноразгрузочная зона, которая одновременно является зоной отжига, зона предварительного нагрева и зона полировки Зоны образуют вертикальный туннель, в котором расположен с возможностью перемещения держатель стек- лоизделийо Держатель стеклоизделий состоит из теплоотборника, установленного на полой штанге, и поддона, установленного на штанге,размещенной внутри полой штанги. Перемещения теплоотборника и поддона осуществляются приводом. Все зоны размещены в теплоизолированных кожухах, В зоне вьфавнивания температур имеются нагреватели, в зоне предв.арительного нагрева - ламповые нагреватели и холодильники .Внутренняя поверхность зоны предварительного нагрева вьтол- нена из металлического полированного нержавеющего листа. В зоне полировки расположены нагреватели и источник ИК-изл чения цилиндрической формы. Между зонами полировки и предварительного нагрева расположена заслонка 2 з.По , 2 шь, 1 табл. в fS (Л 00
Винный стакан вместимостью 0,75 мл с- исходной средней шероховатостью высотой 50 мкм
Винный стакан вместимостью 250 мл с исходной средней шероховатостью высотой 50 мкм
Примечание. Д-г.о fl j -диаметры теплоотборника
.( и излучателя соответственное Н дИ высота теплоотборника и
излучателя соответственно.
Фиг.1
| УСТАНОВКА ДЛЯ ОГНЕВОЙ ПОЛИРОВКИ СТЕКЛОИЗДЕЛИЙ | 1979 |
|
SU925027A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
