75
сд о j
Изобретение относится к средствам Яаблюдения за процессом нанесения покрытий и может быть использовано в машиностроении, приборостроении и электронной промышленности для непрерывного контроля толщины покрытий, Наност. методами термова куумного Вапьтения, ионно-термического осажде- Иия, ионного распьтения и другими. ; Цель изобретения - повьппение точ- IHOCTH контроля и увеличение макси- |Мальной контролируемой толщины пу- ;тем приближения условий осаждения |покрытия на контрольном образце к I условиям осаждения на покрываемых I деталях.
j Способ осуществляется следующим I образом.
В j5a6o4eM объеме установки для гна- I несения покрытий размещалот испари- i тель материала, покрьшаемые.детали i и устройство для контроля толщины покрытий, а также создают вакуум не хуже 10 -tla, нагревают детали и контрольный образец устройства для контроля толщины покрытий до температуры +300°С, обеспечивающей необходимую адгезию покрытия. На де- тали и контрольный образец подают потенциал минус 500 В для улавлива- ник ионизированных атомов испаряе- мого материала. Затем осаждают медь на детали и контрольный образец, поддерживая указанные вьше режимы, и контролируют толщину покрытия на контрольном образце устройства для контроля толщины покрытий.
На чертеже представлено устройство для осуществления способа.
Устройство содержит контрольный образец 1, соединенный с преобразователем 2, толщины покрытия контрольного обазца с помощью держателя 3 и полного диэлектрического стержня А, Над контрольным образцом расположен нагреватель 5 контрольного образца , выполненный в виде плоской спирали из тугоплавкого металла. В держатель 3 вмонтирован электрически изолированный от него преобразователь 6 температуры контрольного образца (термопара), соединенный с регистратором 7. Контрольный образец 1 через держатель 3, металлизированный участок 8 стержня 4 и один из элементов 9 преобразователя 2 толщины соединен с источником 10 потенциала, с которым соединена также покрываемая деталь 11 . Нагреватель 5 соединен с регулируемым источником 12 питания. Преобразователь 2 толщины соединен с выходом блока 13 управления преобразователем толщины покрытия контрольного образца и входом второго регистратора 14. Все элементы устройства, за исключением контрольного образца
1, защищены от запьшения кожухом 15. Устройство.размещено в рабочей вакуумной камере 16 рядом с покрываемой деталью (деталями) 11. Регистратор 7, источник 10 потенциала, регулируемый источник 12 питания, блок 13 управления преобразователем толщины и второй регистратор 14 расположены вне рабочей камеры.
Устройство работает следующим образом.
Регулируемый источник 12 питания, управляемый оператором, подает ток на нагреватель 5. Под действием этого тока нагреватель 5 нагревается и
за счет излучения нагревает контрольный обр,азец 1 и держатель 3. Температура держателя 3, приблизительно равная температуре контрольного образца 1, преобразовывается термопарой 6 и отображается на регистраторе 7. Оператор, наблюдая показания температуры на регистраторе 7, регулирует ток источника 12 питания так, что температура контрольного образца
равна или близка к заданной. Источник 10 потенциала подает потенциал на покрываемую деталь 11 и через элемент 9 преобразователя 2 толщины, металлизированный участок 8 стержня
и держатель 3 - на контрольный образец 1 .
В процессе нанесения покрытия блок 13 управления запускает преобразователь 2 толщины. Последний выдает информацию о толщине слоя на регистратор 14. При достижений толщиной покрытия . заданного значения оператор прекращает процесс нанесения покрытия.
Формулаизобретения
0
1 . Способ непрерывного контроля толщины покрытий при их напылении на детали, заключающийся в том, что определяют толщину покрытия на контрольном образце, отличающийся тем, что, с целью повышения точности контроля и увеличения макс1-1мальной контролируемой толщины, контрольный образец нагревают до температуры, равной или близкой к температуре деталей, и подают на него потенциал, равный потенциалу, приложенному к деталям.
2. Устройство для непрерьшного контроля толщины покрытий при их напылении, содержащее контрольный образец, преобразователь толщины покрытия контрольного образца, блок управления преобразователем толщины покрртия контрольного образца и блок .регистрации, соединенный с выходом
преобразователя толщины покрытия контрольного образца, отличающееся тем, что, с целью повышения точности контроля и увеличения максимальной контролир.уемой толщины, оно снабжено регулируемым источником питания, соединенным с ним наг гревателем контрольного образца, преобразователем температуры контрольного образца, соединенным с ним вторым блоком регистрации, и источником потенциала, соединяемым с контрольным образцом и покрываемой деталью.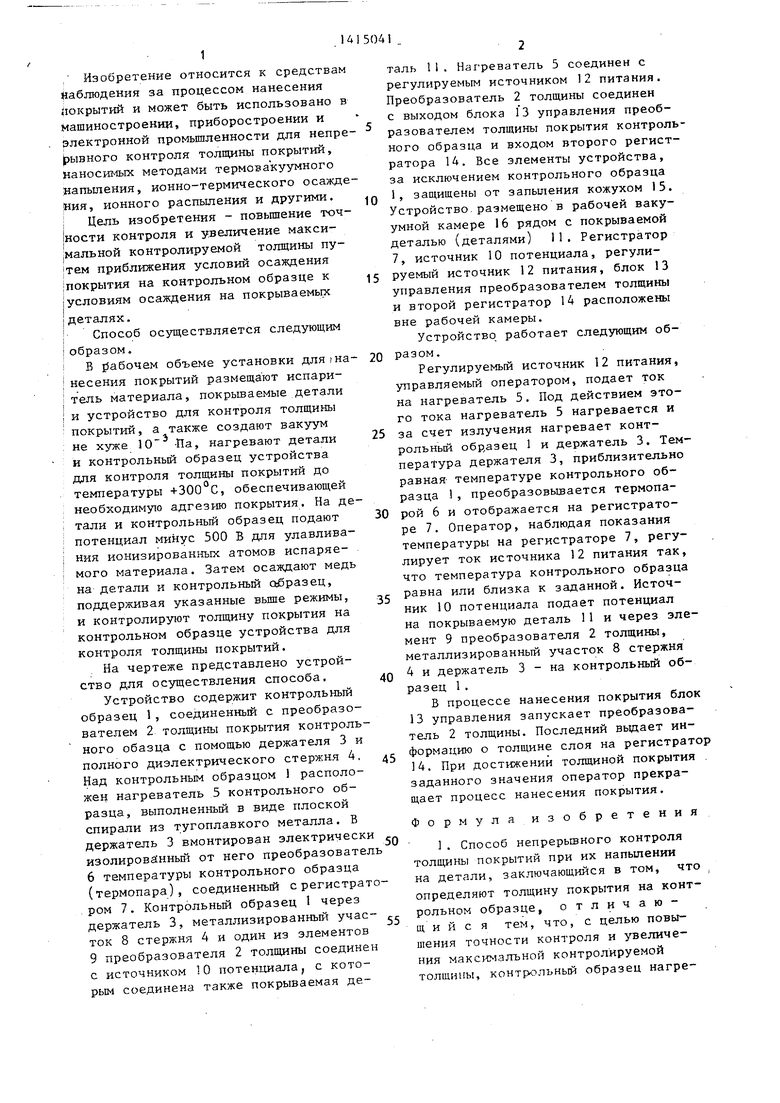
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СИНТЕЗА НАНОСТРУКТУРНОЙ ПЛЕНКИ НА ИЗДЕЛИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2466207C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЛЩИНЫ ПОКРЫТИЙ В ПРОЦЕССЕ НАНЕСЕНИЯ ИХ В ВАКУУМЕ | 2004 |
|
RU2274676C2 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2318915C1 |
| УСТРОЙСТВО ЭЛЕКТРОСТАТИЧЕСКОГО УЛЬТРАЗВУКОВОГО РАСПЫЛЕНИЯ | 2024 |
|
RU2831473C1 |
| Способ и устройство контроля технологических параметров процесса формирования высокоэффективного катализатора на электродах твердооксидных топливных элементов | 2020 |
|
RU2746646C1 |
| Автоматизированная установка нанесения гальванических покрытий | 2024 |
|
RU2833577C1 |
| Способ комплексного определения теплофизических характеристик материалов и устройство для его осуществления | 1986 |
|
SU1381379A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ТЕМПЕРАТУРОПРОВОДНОСТИ МАТЕРИАЛА | 2013 |
|
RU2532609C2 |
| СПОСОБ ИЗМЕРЕНИЯ СТЕПЕНИ ЧЕРНОТЫ | 2012 |
|
RU2510491C2 |
| СПОСОБ СОЗДАНИЯ МЕДНОГО ПОКРЫТИЯ НА СТАЛЬНОЙ ФОЛЬГЕ ДЛЯ ПРИЕМНОЙ ПЛАСТИНЫ ДИВЕРТОРА ТОКАМАКА | 2021 |
|
RU2767920C1 |
Изобретение относится к средствам наблюдения за процессом нанесения покрытий и может быть использовано в машиностроении, приборостроении и электронной промьшшенно- сти для ко.нтроля толщины покрытий. Цель изобретения - повьппение точности контроля толщины и увеличение максимальной контролируемой толщины покрытия путем приближения условий осаждения на контрольном образце к условиям осаждения на покрьгаае- емых деталях. Для этого контрольный образец нагревают до температуры, равной или близкой к температуре покрываемых деталей. Кроме того, на контрольный образец подают потенциал, равный потенциалу, приложенному к покрываемым деталям. Затем при осаждении покрытия контролируют его толщину на контрольном образце. Регулируемый источник 12 питания подает ток на нагреватель 5 контрольного образца. Преобразователь 6 температуры контрольного образца (термопара) преобразует и отображает температуру на регистраторе 7. Источник 10 потенциала подает потенциал на покрываемую деталь 11 и на контрольный образец 1 . В процессе нанесения покрытия блок 13 питания преобразователя толщины запускает преобразователь 2 толщины контрольного образца. Последний выдает информацию о толщине слоя на регистратор 14. 2 с.п. ф-лы, I ил. § ш
| Устройство для контроля толщины покрытия | 1983 |
|
SU1127913A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
