i
(Л С
Ичобретекис относится к сиосоОам npOMi.iBKH ннут1)С11мих поисрхмостей трубопроподоп от :}лгрлчнении и может быть исмоль:ю11 1Н для проМ ШКИ трубо- проволоп гилраилических и топлиниых спетом различных изделии на предприятиях анилципмной, мгиииностроитоль- ной, химической и других отраслей промышленности о
Целью изобретения япляется упрощение и noBi.BiieHiie эффектнпностн процес- са промывки трубопронолов,
На фиг.1-3 приведены схемы, иллюстрирующие реализацг1ю способа при различн1 1Х положениях упругое жима емых объемов внутри трубопровода.
В моющей жз дкости, заполняющей трубопровод t, сформировани упруго- сжимаею;1е объемы 2,3, делящие Moraiiryro жидкость н рубопроподе 1 на объем1 1 4,5,6.
Способ заключается п спедуюадемо В мокяцей жидкости формируют упру- госжимаемыс объемы, сжимаемость кото- рьц; больше сжимаемости моющей жидкости. При этом сжимаемость такого объема должна быть значительно (на 4...6 порялкон) выше сжимаемости моющей шуг.кости. Формирование упруго- сжимаемых в моицей жидкости может осуществляться впуском газа в моюгцую ж|щкость с созданием газовой зоны, впуском neffti в моющую жидкость вводом дас стичмых оболочек, заполненных газом, или вводом упругих тел, изготовленных иэ эластичного материала (например,резины и т,п.
Наиболее целесообразно осуществлять формирование в моющей жидкости упругосжимаеиых объемов вводом в мокг щу1о жидкость порций газа, так как газ хорошо сжимается (по сравнению с другими материалами), при этом данный вариант легко осуществим. Но возможно применение и других вьгаеуказан ных вариантов формирования упруго- сжимаемых объемов. Так ввод эластичных оболочек, заполненных газом, может быть целесообразен при промывке трубопроводов большого диаметра и большой длины, т.чк как я процессе промывки данных трубопроводов газопа зона, не ограниченная оболочкой, может распространиться по трубопроводу на значите ;ьную длину. На выбор ва- риантя формирования упругосжимаеных объемов оказывают влияние как размеры трубопровода, так и его геомегри
g
5 Q
0 5
5
0
ческам комфиг урация, т.е. наличие из- гиПоп, сужений и т.п.), и в каждом конкретном случае могут применяться различные способы форм фования упру- госжимаемых объемов.
Моющая жидкость полается под высоким давлением в полость А трубо- проиода J (фиг.1). В зто время второй конец трубопровода 1 (полость Б) перекрыт ,, При зтом объему 4 моющей жидкости в трубопроводе 1 сообщается требуемая для эффективной промывки высокая скорость (17о,.30 м/с). Через некоторое время подачу ьюющей жидкости н полость А прекращают и сливают моющую жидкость из полости А, что осуществляется за счет расширения упругого объема 2 (газового образо- рзания), сжатого н период подачи моющей яаи;кости п трубопровод. После слипа части моющей жидкости из полости А oHd перекрывается, а моющая жид- кость подается под высоким давлением в полость Б трубопровода 1 и т„д. аналогично вьаиеописанному. При этом подача монлцей жидкости осуществляется то н один, то в другой конец тру- бопр пода. Таким образом моющей жидкое ги в 4 и 5 трубопровода 1 сообщается знакопеременное ускорение путем пульсирующего изменения направления движения моющей жидкости вдоль от промываемого трубопровода. Амплитуда перемещения моющей жидкости в трубопроводе 1 задается временем подачи моющей жидкости в трубопровод (или объемом порции моющей жидкости, подаваемой в трубопровод) и может подбираться экспериментально исходя из того, чтобы моющая жидкость в трубопроводе приобретала скорость 17... 30 м/с.
Возможен второй вариант реализации способа, при котором по.сле формирования упругосжимаемых зон, подачу моющей жидкости осуществляют одновременно в оба конца трубопровода, после чего одновременна: осуществляют слив моющей жидкости из обоих концов трубопровода, при этом производительность очистки вочрастает, так как очищается весь трубопровод, а не осуществляется поочередная очистка частей трубопровода 1, занимаемых объемами жчлкости 4 и 5. Реализация второго варианта по сравнению с первым требует в дна раза большего расхода моющей жидкости, но так как боль-
51413
iDOM р.:1сход мпицей xJtTKocTH пообхолим лшиь краткояременио т ггермоп подл- чн мончцси жидкости в трубопропод и его можно получить при помощи гусфо- аккумулятороп, поэтог-гу второй вариант, имеющий большую (по сравнению с первым) производительность промывки, является гтредпочтительным.
Скорость моющей жидкости в трубо- Q прояоде зависит от длин участков, занимаемых объемами жидкости А и 5. При этом при перемещении упругосжи- маемого объема 2 по трубопроводу скорость моющей жидкости изменяется jj следуюищм образом. При увеличении длины участка, занимаемого объемом жидкости 4, скорость моющей жидкости на этом участке трубопровода уменьшается (при постоянной гидравличес- 20 кой мощности W, применяемого при промывке оборудования, W P Q, где Р - авление моьадей жидкости; Q - расход моющей жидкости).
Одновременно с увеличением длины 25 участка, занимаемого объемом 4 жидкости уменьшается длина участка объема 5, что приводит к возрастанию скорости моющей жидкости на этом участке. При этом промывка первой папови- ,- ны трубопровода осуществляетси за счет разгона до высокой скорости моющей жидкости в объеме 4, а второй , половины за счет разгона до высокой скорости моющей кидкости в объеме 5 (см,фиг. 1),35
Очевидно, что минимальная скоость, с которой осуществляется промывка отдельных участков трубопровоа будет в том случае, когдл длины частков трубопровода, занимаемые объемами « и 5 будут равны половине лины трубопровода, т.г середина трубопровода находится в наихудших условиях при промывке. Поэтому, необходимо прдмывку осуществлять так, чтобы и в середине трубопровода достигались требуемые скорости (17,,. 30 м/с).
При перемещении упругосжимаемого бъема 2 по трубопроводу (что необ- 50 ходимо также и для того, чтобы частицы загрязнений, оторванные в начае трубопровода, достигали его кона), длина участка занимаемого объеом 4 жидкости увеличивается. При55 том происходит сн;ркение скорости оющей жидкости на этом участке. Причем после того, как упругосжимае40
45
Q j 0
5 - 5
0 5
0
5
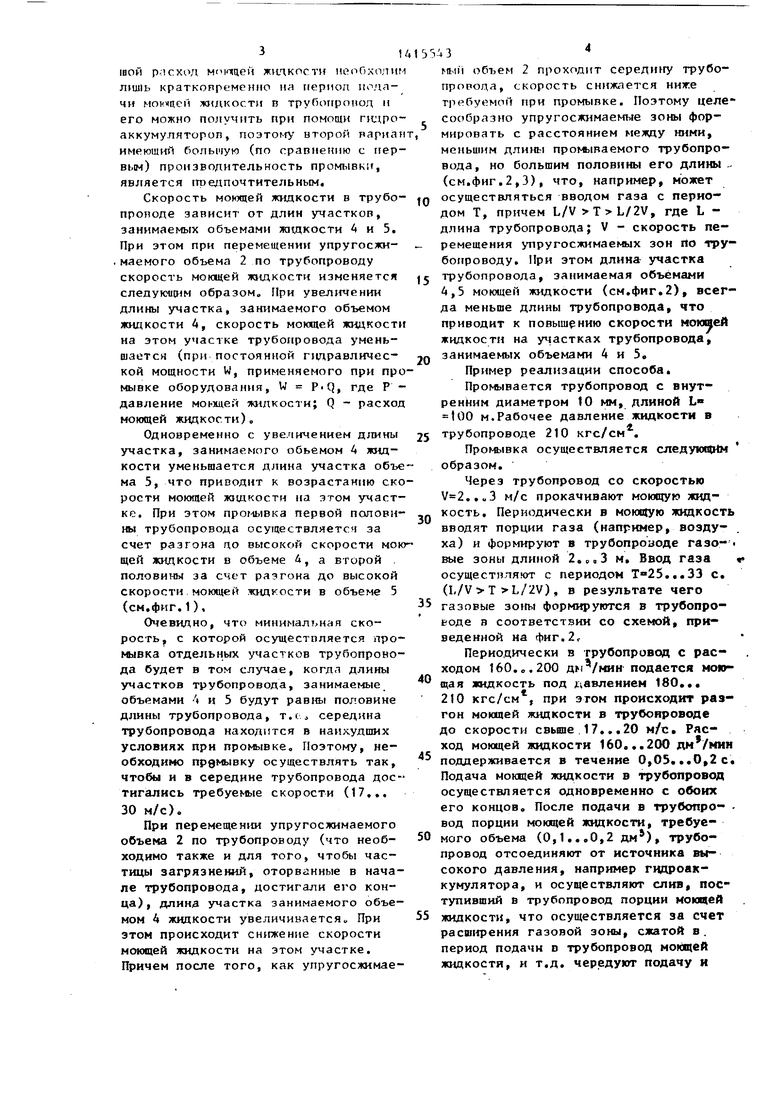
Mbiii объем 2 проходит cepeди гy трубо- пророда, скорость снижается ниже требуемой при промывке. Поэтому целе сообразно упругосжимаемые зоны формировать с расстоянием между ними, меньшим длины прогв |ваемого трубопровода, но больщим половины его длины- (см.фиг,2,3), что, например, может осуществляться вводом газа с периодом Т, причем , где L - длина трубопровода; V - скорость перемещения упругосжимаемых зон rto трубопроводу. При этом длина участка трубопровода, занимаемая объемами 4,5 моющей жидкости (см,фиг,2), всегда меньше длины трубопровода, что приводит к повыщрнию скорости номпей жидкости на у астках трубопровода, занимаемых объемами 4 и 5, Пример реализации способа. Промывается трубопровод с внутренним диаметром 10 мм, длиной L 100 м.Рабочее давление жидкости в
трубопроводе 210 кгс/см ,
npoNbiBKa осуществляется следукжим образом.
Через трубопровод со скоростью ,,.3 м/с прокачивают моющую жидкость. Периодически в мою1Дую жидкость вводят порции газа (например, воздуха) и формируют в трубопроводе газо- « вые зоны длиной 2.„,3 м. Ввод газа осущестнляют с периодом ,,,33 с. (L/V Т -L/ZV), в результате чего газовые формируются в трубопроводе в соответствии со схемой, приведенной на фиг.2,
Периодически в трубопровод с расходом 160,с.200 дм /мин подается моющая жидкость под давлением 180,,. 210 кгс/см , при этом происходит разгон моющей жидкости в трубопроводе до скорости свьипе 17,,,20 м/с. Расход моющей жидкости 160.,,200 дн /мин поддерживается в течение 0,05.,,0,2 с Подача моющей жидкости в трубопровод осуществляется одновременно с обоих его концов. После подачи в трубопро- - вод порции моющей жидкости, требуемого объема (0,1,,.О,2 дм), трубопровод отсоединяют от источника высокого давления, например гидроаккумулятора, и осуществляют слив, поступивший в трубопровод порции моюцей жидкости, что осуществляется за счет расш|{рения газовой зоны, сжатой в . период подачн D трубопровод мокщей жидкости, и т,д, чередуют подачу и
514
слив МОКЛЦСЙ жидкости МП трубопроподл до полной его очистки.
Формул
изобретения
1. Способ промывки трубопроводов/ заключающийся в том, что жидкость перемеияют по трубопроводу и сообщают ей знакопеременное ускорение путем импульсной подачи жидкости по крайней мере с одного конца трубопровода и взаимодействия жидкости
15543 .
с упругосж 1маемым объемом, расположенным в пределах длины трубопровода, отличающийся тем, что, с целью упрощения и пойытения эффективности процесса очистки, упругосжимае- мый объем образуют внутри трубопровода путем его периодического ввода,
I
Q 2. Способ ПОП.1, отличаю- щ и и с я тем, что импульсную подачу жидкости осуществляют одновременно в оба конца трубопровода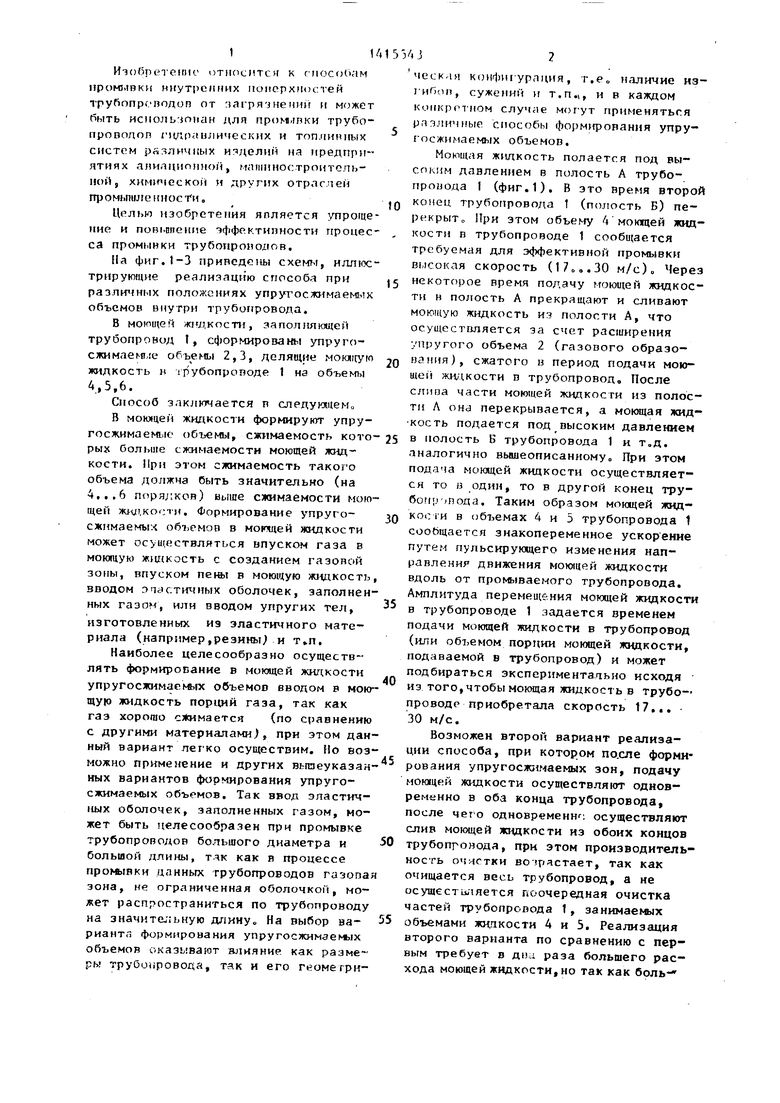
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ промывки полых изделий | 1990 |
|
SU1755966A1 |
| Способ промывки трубопроводов | 1990 |
|
SU1754232A1 |
| Стенд для промывки трубопроводов | 1980 |
|
SU931243A2 |
| Способ промывки сквозных внутренних полостей изделий | 1982 |
|
SU1060259A1 |
| Способ промывки полых изделий | 1989 |
|
SU1674991A1 |
| Стенд для очистки трубопроводов | 1985 |
|
SU1297953A1 |
| Способ промывки трубопроводов | 1990 |
|
SU1745380A1 |
| Устройство для очистки внутренней поверхности труб | 1980 |
|
SU990346A1 |
| Способ очистки внутренней поверхности трубопровода | 1988 |
|
SU1524272A2 |
| Стенд для промывки трубопроводов | 1986 |
|
SU1420724A1 |
Изобретение позволяет упростить и повысить эффективность процесса промывки трубопроводов путем одновременного перемещения и сообщеяия жидкости знакопеременного ускорения. Для этого в полость проюатого трубопровода периодически вводят упруго- сжимаемые объемы в виде газовых пузырей, в том числе и в эластичной оболочке. Перемещаясь внутри трубопровода, упругосжимаемый объем делит трубопровод на отдельные заполненные жидкостью зоны, которые имеют возможность ускоренно перемещаться за счет сжатия упругого объема. При этом возможна импульсная подача жидкости в оба конца трубопровода как раздельно, так и совместно, 1 з.п. ф-лы, 3 ил.
Фыг I
Фиг 2
| СПОСОБ МОЙКИ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ | 0 |
|
SU384569A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
