Изобретение относится к моечной технике и может найти применение при промывке полых изделий типа гидравлических цилиндров, гидроаккумуляторов и т.п.
Целью изобретения является повышение эффективности промывки путем удаления несливаемого остатка из полостей изделий типа гидроцилиндров при сливе жидкости в процессе промывки.
Указанная цель достигается тем, что при каждом цикле перемещения поршня из одного крайнего положения в другое в полость изделия одновременно с жидкостью вводят газ в количестве, обеспечивающем полное вытеснение жидкости при ее сливе, при этом газ вводится порциями непосредственно перед подачей жидкости или в конце цикла подачи жидкости в полость изделия, или совместно с жидкостью в виде газожидкостного потока с пузырьковым режимом течения, или сочетаются различные режимы ввода газа.
Это позволяет повысить эффективность промывки, так как при сливе жидкости из полого изделия сжатый газ полностью вытесняет несливаемый остаток жидкости и каждая последующая порция чистой жидкости не загрязняется частицами, вымытыми предыдущей порцией жидкости.
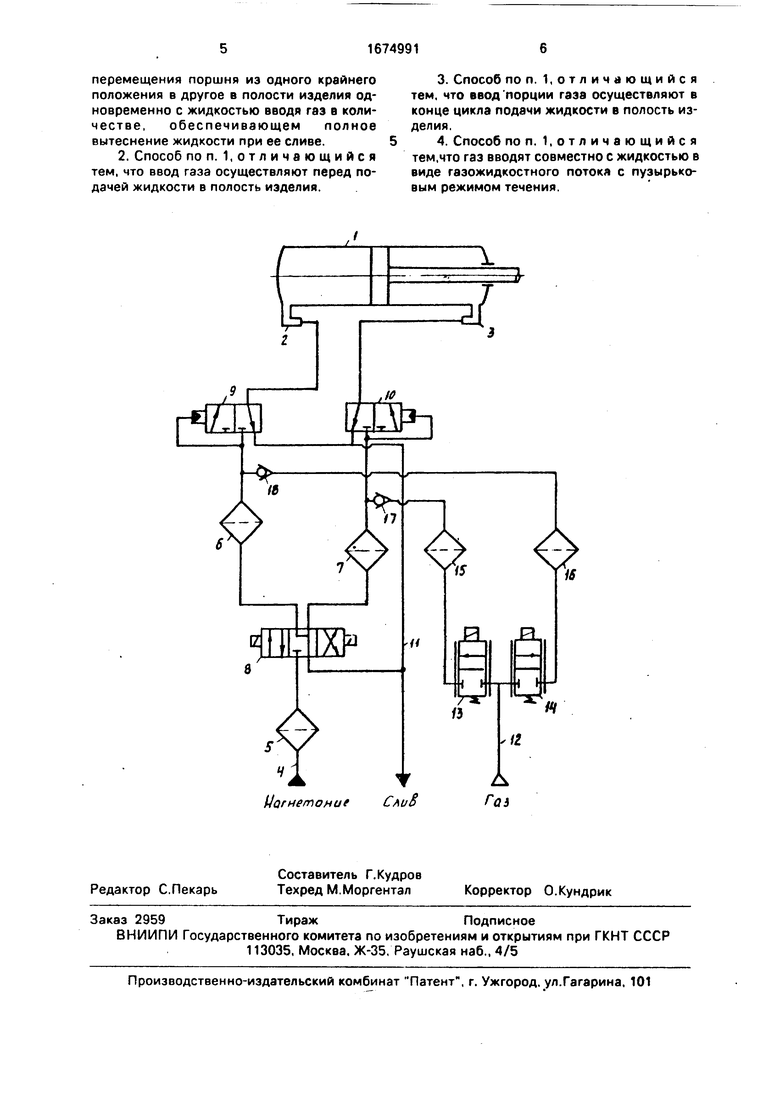
На чертеже представлена принципиальная схема устройства для реализации предлагаемого способа.
Способ осуществляется следующим образом.
Подлежащий очистке гидроцилиндр 1 устанавливается штуцерами 2 и 3 вниз.Магистраль 4 нагнетания устройства включает фильтры 5-7, распределитель 8, переливные клапаны 9 и 10 и, при необходимости, обратный клапан (не показан). Магистраль
11слива связана с распределителем 8 и переливными клапанами 9 и 10. Магистраль
12подачи газа имеет регуляторы 13 и 14 расхода, фильтры 15 и 16, обратные клапаны 17 и 18 и связаны с магистралью 4 нагнетания перед переливными клапанами 9 и 10.
Для промывки по предлагаемому способу производится циклическое перемещение поршня в крайние положения при попереfe
О
VI J ю ю
менной подаче и сливе жидкости из полостей изделия.
Для этого моющая жидкость (это, как правило, рабочая жидкость)с помощью распределителя 8 подается через фильтр 6 и переливной клапан 9 к штуцеру 2 гидроцилиндра или через фильтр 7 и переливной клапан 10 к штуцеру 3. Переливные клапаны 9 и 10 соединяют магистраль 4 нагнетания с соответствующими штуцерами гидроцилиндра 1 при подаче на их вход давления, при этом переливной клапан, на котором давление отсутствует, соединяет полость гидроцилиндра с магистралью 11 слива. При каждом цикле перемещения поршня гидроцилиндра 1 из одного крайнего положения в другое в его полость одновременно с жидкостью вводят газ в количестве, обеспечивающем полное удаление жидкости при ее сливе. Ввод газа осуществляют с помощью регуляторов 13 и 14 расхода газа, при этом количество вводимого газа регулируется как проходным сеченном регулятора, так и временем нахождения их в открытом состоянии. Количество вводимого с жидкостью газа Vr с давлением Рн должно обеспечить полное удаление жидкости при ее сливе, определяется объемом несливаемого остатка VH жидкости в полостях гидроцилиндра совместно с объемом подводящих трубок VT от переливных клапанов до гидроцилиндра и приближенно равно
Vr (Ун+Ут)-Рс РН
где Рн - среднее давление при подаче газа;
Рс - давление в конце цикла слива.
Наиболее просто реализуется вариант способа, по которому порцию газа вводят перед подачей жидкости в полость изделия. Для этого достаточно перед подачей жидкости в какую-либо полость с помощью регулятора 13 или 14 расхода газа в полость изделия подать газ до достижения давления, равного давлению в конце цикла слива, Давление газа в полости изделия контролируется манометром (не показан). При подаче и сливе жидкости в полость изделия жидкость из последнего будет полностью вытеснена газом.
Более эффективен с точки зрения удаления загрязнений вариант способа, по которому ввод порций газа осуществляют в конце цикла подачи жидкости в полость изделия - это позволяет более полно омыть стенки полости жидкостью и за счет перемешивания жидкости газом перевести большее количество загрязнений во взвешенное
состояние. Для реализации способа необходимо точно дозировать подачу жидкости в полости изделия с помощью специального дозатора или распределителя 8, что ограничивает применение данного варианта.
При промывке диэлектрическими жидкостями целесообразно газ вводить совместно с жидкостью в виде газожидкостного потока с пузырьковым режимом течения
Ввод газа в виде пузырьков приводит к увеличению электризации диэлектрической жидкости, и наличие объемных зарядов способствует эффективному выносу мелких загрязнений, ворса.
Газосодержание потока / при подаче
его в полость изделия можно определить по зависимости
20
а - (V ±Vl) Рс Рн-Vp
где Vn - объем промываемой полости.
Целесообразно в процессе промывки чередовать различные режимы ввода газа это способствует выносу загрязнений разных фракций.
В случае, если штуцера на изделии ориентированы в разные стороны, то необходимо установить кантователь и периодически
изменять ориентацию промываемого изделия таким образом, чтобы штуцер полости, из которой сливают моющую жидкость, занимал наинизшее положение.
Изобретение позволяет существенно
повысить эффективность промывки. Как известно, динамика изменения загрязненности аналогичных систем описывается экспоненциальной зависимостью, где показатель экспоненты показывает полноту замены загрязненной жидкости чистой. Достижение полного удаления невырабатываемого остатка при каждом цикле перемещения поршня позволяет осуществлять интенсивный вынос оторвавшихся загрязнений и не менее чем в 2 раза уменьшить время промывки гидроцилиндров и подобных изделий.
50
Формула изобретения
1. Способ промывки полых изделий, преимущественно гидравлических цилиндров, путем циклического перемещения пор- шня в крайние положения при попеременной подаче и сливе моющей жидкости из полостей изделия, отличающий- с я тем, что, с целью повышения эффективности промывки путем удаления несливаемого остатка, при каждом цикле
перемещения поршня из одного крайнего положения в другое в полости изделия одновременно с жидкостью вводя газ в количестве, обеспечивающем полное вытеснение жидкости при ее сливе.
2. Способ по п. 1,отличающийся тем, что ввод газа осуществляют перед подачей жидкости в полость изделия.
3.Способ по п. 1,отличающийся тем, что ввод порции газа осуществляют в конце цикла подачи жидкости в полость изделия.
4.Способ по п. 1,отличающийся тем,что газ вводят совместно с жидкостью в виде газожидкостного потока с пузырьковым режимом течения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОМЫВКИ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2041749C1 |
| Способ промывки гидроцилиндров | 1990 |
|
SU1754231A1 |
| Стенд для очистки трубопроводов | 1985 |
|
SU1297953A1 |
| Способ промывки полых изделий | 1991 |
|
SU1784286A1 |
| СПОСОБ ПРОМЫВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2132244C1 |
| Стенд для промывки трубопроводов | 1980 |
|
SU931243A2 |
| СПОСОБ ПРОМЫВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ГИДРОЦИЛИНДРОВ | 2014 |
|
RU2568220C1 |
| Стенд для промывки трубопроводов | 1982 |
|
SU1052290A1 |
| СПОСОБ ПРОМЫВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ПОЛЫХ ИЗДЕЛИЙ | 2004 |
|
RU2260485C1 |
| Способ промывки сквозных внутренних полостей изделий | 1982 |
|
SU1060259A1 |
Изобретение относится к промывке изделий типа гидравлических цилиндров, промываемых путем циклического перемещения поршня в крайние положения при попеременной подаче и сливе моющей жидкости из полостей изделия. С целью повышения эффективности промывки путем интенсификации выноса оторвавшихся загрязнений при каждом цикле перемещения поршня из одного крайнего положения в другое в полости изделия одновременно с жидкостью вводят газ в количестве, обеспечивающем полное вытеснение жидкости при ее сливе. 3 з.п.ф-лы, 1 ил.
Нагнетание
| Устройство для промывки гидросистем и систем смазки | 1977 |
|
SU671877A1 |
| кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
