;; Л
.
о о о
ел
со
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки изделий и устройство для его осуществления | 1989 |
|
SU1727939A1 |
| Способ промывки сквозных внутренних полостей изделий | 1986 |
|
SU1359017A2 |
| Способ промывки внутренней поверхности емкости | 1981 |
|
SU967599A1 |
| Способ очистки изделий | 1981 |
|
SU1030058A1 |
| Способ очистки емкостей | 1980 |
|
SU1042827A1 |
| СПОСОБ ПРОМЫВКИ ТОПЛИВНЫХ СИСТЕМ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2004 |
|
RU2254939C1 |
| УСТРОЙСТВО ДЛЯ МОЙКИ ПОЛЫХ ИЗДЕЛИЙ | 1993 |
|
RU2061560C1 |
| Установка для мойки деталей | 1991 |
|
SU1791043A1 |
| Способ очистки внутренних поверхностей полых изделий | 1976 |
|
SU588025A1 |
| Устройство для мойки емкостей | 1980 |
|
SU895565A1 |

1. СПОСОБ ПРОМЫВКИ СКВОЗНЫХ ВНУТРЕННИХ ПОЛОСТЕЙ ИЗДЕЛИЙ, заклк чаюцийся в подаче струй моющей жидкости с противоположных концов изделия навстречу друг другу до соударения ях и отводе загрязненной жидкости из полости в процессе промывки, отличают и -и с я тем, что, с целью повышения эффективности промывки, отвод загрязненной жидкости из полости в процессе промывки производят в количестве не меньшем количества подаваемой в полость моющей жидкости для получения незатопленных струй, а плоскость соударёния струй перемещают вдоль внутренней поверхности изделия. 2.Способ по п. 1, о т л и ч а ю щ и и с я тем, что перемещение плоскости соударения струй производят изменением расхода жидкости в струях. 3.Способ по п. 1, отличаю щ и и с я тем, что перемещение плоскости соударения стрхй .производят смещением струй относительно друг друга в этой плоскости. 4.Способ по п. 1, от ли ч а ющ и и с я тем, что перемещение плоскости соударения струй произвоi дят периодическим вводом газа, по меньшей мере в одну из струй. 5.Способ по п. 1, о т л и чающийся тем, что перемещение плоскости соударения Труй. (Производят перемещением изделия.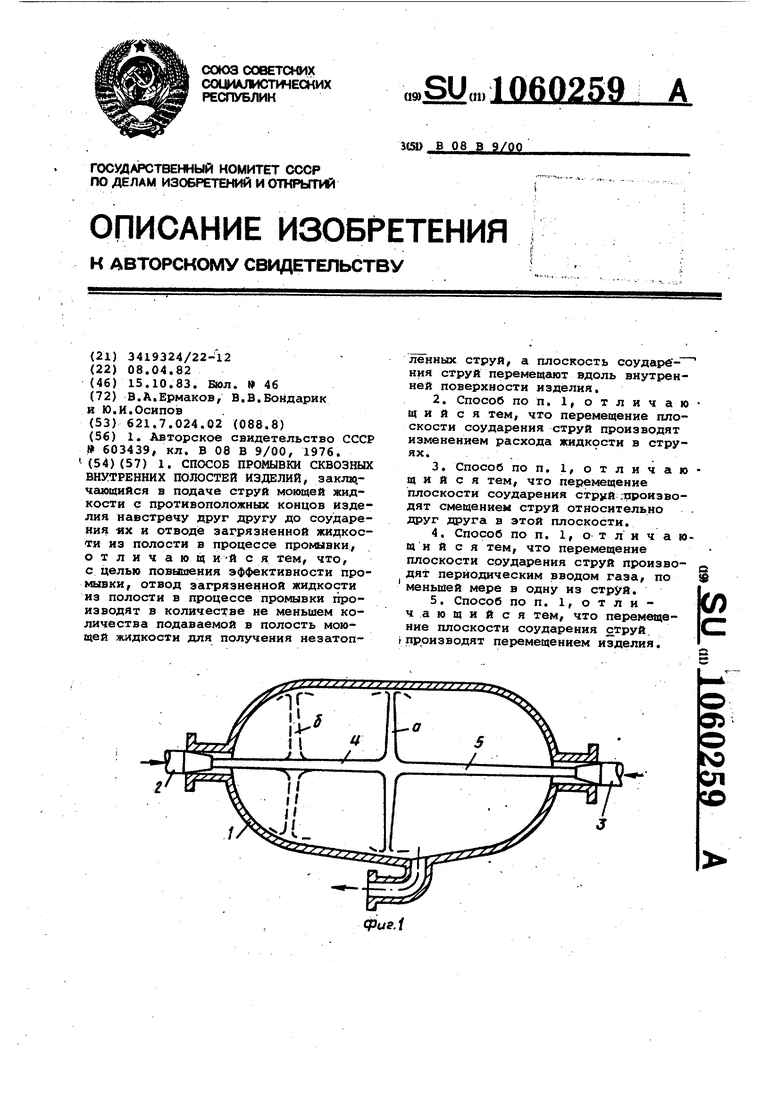
фиеЛ Изобретение относится к машиностроению и может найти применение при промывке сквозных внутренних полостей изделий сложной конфигурации на предприятиях машиностроитель ной и химической промышленности. Известен способ промывки полых изделий с ответвлениями, заключающийся в том, что изделие помещают в ванну с моющим раствором и раствор подают внутрь изделия одновременно с противоположных концов. Потоки моющего раствора встречаютс в зоне ответвления и через него раствор выходит в ванну, создавая потоки внутри нее и способствуя наружной очистке изделия ij . Однако промывка затопленными струями малоэффективна для изделий с большим сечением, так как скорость моющего раствора у очищав мых стенок мала. Кроме этого, в полости изделия образуются возврат ные течения, препятствующие выносу загрязнений. Цель изобретения - повышение эффективности промывки. Указанная цель достигается тем, что согласно способу промывки сквоз ных внутренних полостей изделий, заключающемуся в .подаче струй моюще жидкости с противоположных концов изделия навстречу друг другу до соударения и отводе загрязненной жидкости из полости в процессе пром ки, отвод загрязненной жидкости из полости в процессе промывки произво дят в количестве не меньшем-количе ва подаваемой в полость моющей жидкости для получения незатопленных струй, а плоскость соударения струй перемещают вдоль внутренней полости изделия. Перемещение плоскости соударения струй вдоль внутренней поверхности изделия производят изменением расхо да жидкости в струях, смещением осе струй относительно друг друга в. этой плоскости, периодическим вводо газа, по меньшей мере, в одну из струй или перемещением изделия. На фиг. 1 и 2 показаны варианты реализации предлагаемого способа. Полое изделие 1 устанавливают таким образом, чтобы из полости изделия осуществлялся слив загрязненной жидкости, например, при наличии ответвления в средней части полое изделие ориентируют ответвлением вниз. Внутрь изделия через сопла 2 и 3 подгиот струи 4 и 5 моющей жидкости., которые соударяются внутри изделия, при этом количество отводимой загрязненной жидкости должно быть не меньше количества моющей жидкости, подаваемой внутрь изделия, за счет чего струи моющей жидкости получаются незатопленными. Скорость жидкости в пленке, образующейся при соударении свободных незатопленных струй, близка к скорости жидкости в струе, за счет чего загрязнения удаляются с очищаемой поверхности. При равенстве расходов жидкости в соплах, диаметров струй и при совпадении осей струй пленка жидкости образуется на равном расстоянии от сопел (положение q). С целью воздействия высокоскоростным потоком на всю очищаемую поверхность производят относительное перемещение пленки жидкости. Для перемещения плоскости соударения струй и вместе с ней пленки жидкости по очищаемой поверхности изменяют относительный расход жидкости в соплах. Например, при плавном увеличении расхода жидкости в сопле 3 по отношению к соплу 2 происходит перемещение образующейся пленки в положение б и далее, высокоскоростной поток жидкости в пленке последовательно воздействует на всю внутреннюю поверхность изделия. Перемещение плоскости соударения струй и пленки может быть произведено путем смещения струй относительно друг друга. На фиг. 2 изображено течение при смещении осей струй относительно друг друга. Наиболее предпочтительны при этом конусообразные движения струй с изменяющимся углом раствора конуса. Перемещение плоскости соударения струй и пленки может быть также достигнуто путем ввода порций газа в струи, при этом максимальное смещение пленки от равновесного состояния примерно равно половине длины лузыря газа. Ввод порций газа помимо смещения пленки способствует отводу жидкости из внутренней полости изделия. Перемещение плоскости соударения струй и пленки может быть произведено и путем перемещения изделия при неподвижных соплах. Применение предлагаемого способа позволяет повысить качество очистки внутренних поверхностей изделий сложной конфигурации.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ очистки сквозных внутренних полостей изделий сложной конфигурации | 1976 |
|
SU603439A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
