Изобретение относится к контрольНС-сортировочной технике в машиностроении и может быть использовано, в частности, для сортировки длинномерных изделий.
Целью изобретения является сокращение отходов материала и производственных площадей,
На чертеже изображена автоматическая линия, реализующая способ сорти- )ровки длиномерных изделий, ; Автоматическая линия, реализующая способ сортировки длинномерных изделий, состоит из участка предварительного определения размеров и промежу- точного хранения длинномерных изде- :пий, а также средства для сортировки
Конструктивно первый участок содержит установленные в технологической последовательности механизм 1 поштучной вьщачи изделий, средство 2 для предварительного определения размеров, емкость 3 для сброса изде- .лий, промежуточный склад 4, снабжен- ный адресным устройством с ячейками и штабельным укладчиком.
Средство 2 для определения размеров выполнено в виде расположенных вдоль рольганга датчиков, например фотоэлементов. К рольгангу, снабженному сбрасывателями, примыкают емкости 3. Отделение механизма и устройства связаны между собой системой 5 управления,
Склад 4 через транспортные средства связан средством 2 определения размеров и с механизмом 6 поштучной выдачи изделий.
Средство для сортировки состоит из двух параллельных продольных конвейеров 7 и 8, связанных поперечным транспортером 9, установленным в зоне размещения механизма 6 поштучной вьщачи изделий между измерителем 10 длины и адресной секцией 11. Средство для сортировки кроме того содержи шесть аналогичных адресных секций 12 17, расположенных по три вдоль каждого из конвейеров 7 и 8. Адресные секции 11-17 снабжены двусторонними сбрасывателями и приемными емкостями 18 - 20, попарно расположенными по обе стороны конвейеров 7 и 8.
Адресные секции снабжены также контактными, выключателями 21, установленными по ходу перемещения сортируемых изделий.
Каждый двусторонний сбрасьгеатель состоит из поворотных рычагов 22 и
23, смонтированных на осях и связанных с индивидуальными приводами 24 и 25.
Способ сортировки реализуется следующим образом.
Изделия механизмом 1 поштучной выдачи последовательно вьщаются на рольганг средства 2 для определения
Q длины. Измеренные изделия сбрасываются в емкость 3, заполняемую по массе до заданной величины, а данные о длинах изделий поступают в блок памяти системы 5 управления. По мере
5 заполнения емкость 3 передается в склад 4, в блок памяти системы 5 управления поступает информация о номере емкости, фактической длине изделий и количество их в емкости 3. Ана0 логично заполняются другие емкости 3, При необходимости комплектной выдачи определенного количества изделий в производство сортировка и комплектование их по группам длин осуществ5 ляется в устройстве для сортировки. При этом система 5 управления вызывает необходимое количество емкостей 3 со склада 4 и осуществляет с учетом фактических длин необходимый рас
чет с определением адресов изделий
по секциям 11-17. Изделия их емкостей 3 высыпаются в механизм 6 поштучной выдачи и последовательно подаются на измеритель 10 длины. Данные о дли-т нах. поступают в систему 5 управления,
гле определяется маршрут перемещений изделий. Возможны два маршрута - на конвейер 8 или на транспортер 9 с последующей тгередачей на конвейер 7. Так, например, если изделия необходимо уложить в одну -из емкостей 20,, установленную в адресной секции i 15j, система управления включает соответствующий привод 25, который, поворачивая ось, сбрасывает изделие рычагами 23 на конвейер 8. Перемещаясь по конвейеру, изделие своим передним концом нажимает на контактный выключатель 21, включается привод 25 для поворота оси с рычагами 23 адресной секции 15, изделие скатывается в емкость 20.
При адресовании изделия в адресные секции 11-14 система управле- ния включает привод 25, .рычаги 23 занимают такое положение, при котором они перекрывают конвейер 8, а изделие с измерителя 10 скатывается на транспортер 9. Транспортером 9
изделие перемещается и сбрасывается на конвейер 7.
Адресование изделий по адресным секциям и емкостям, установленным вдоль конвейера 7, осуществляется аналогично адресованию на конвейере, 8.
Таким образом, способ сортировки длинномерных изделий состоит в том, что измеряются длины изделий, производится их сортировка с определенным интервалом и размещение в емкости, которые затем передаются на склад, а информация о длинах изделий в каждой емкости, месте расположения емкостей на складе передается в блок памяти системы управления.
Дальнейшую сортировку осуществляю комплектацией первой сортировочной группы из изделий одной длины, количество которых наибольшее и превьш1ае объем приемной емкости. После этого комплектуются группы из изделий, количество которых соответствует не менее, чем половине приемной емкости
Оставшиеся изделия комплектуют в группы, увеличивая интервал размеров в одной группе так, чтобы число сортировочных групп было равно количеству оставшихся приемных емкостей.
Таким образом, достигается уменьшение нерациональных отходов изделий и незаполненных приемных емкостей.
Формула изобретения
1. Способ сортировки длинномерны изделий, заключающийся в измерении длины изделий, их сортировке на группы с определенным интервалом и разме щением в приемные емкости, о т л й-- ч аю щ и и ся тем, что, с целью сокращения отходов материала и производственных площадей, перед сортиров
0
5
кой осуществляют измерение всех изделий и запоминание их линейных размеров, а сортировку на группы производят в следующей последовательности первую группу формируют из изделий одной длины, количество которых наибольшее и превышает объем приемной емкости, затем формируют группу из изделий, количество которых не меньше половины объема приемной емкости, после чего определяют суммарное количество уже заполненных емкостей и оставшиеся изделия формируют в группы, увеличивая интервал длин в пределах одной группы так, чтобы число групп равнялось количеству оставшихся приемных емкостей.
2. Автоматическая линия для сор- тировки длинномерных изделий, содержащая установленные в технологической последовательности механизм поштучной вьщачи изделий, устройство для сортировки и приемные емкости, а также систему управления, отличающаяся тем, что, с целью сокращения отходов материала и производственных площадей, она снабжена средством для предварительного определения размеров и промежуточным складом измеренных изделий, а средство для сортировки состоит из по меньшей мере двух параллельных сорти- ровочных потоков, соединенных поперечным транспортером и выполненных в виде продольных конвейеров, а так- де смонтированных вдоль них адресных секций, каждая из которых содержит двусторонние сбрасыватели, размещенные попарно по обе стороны от конвейера приемные емкости и контактные выключатели, при этом датчики и контактные выключатели связаны с входом системы управления, а приводы сбрасывателей - с ее выходом.
5
0
5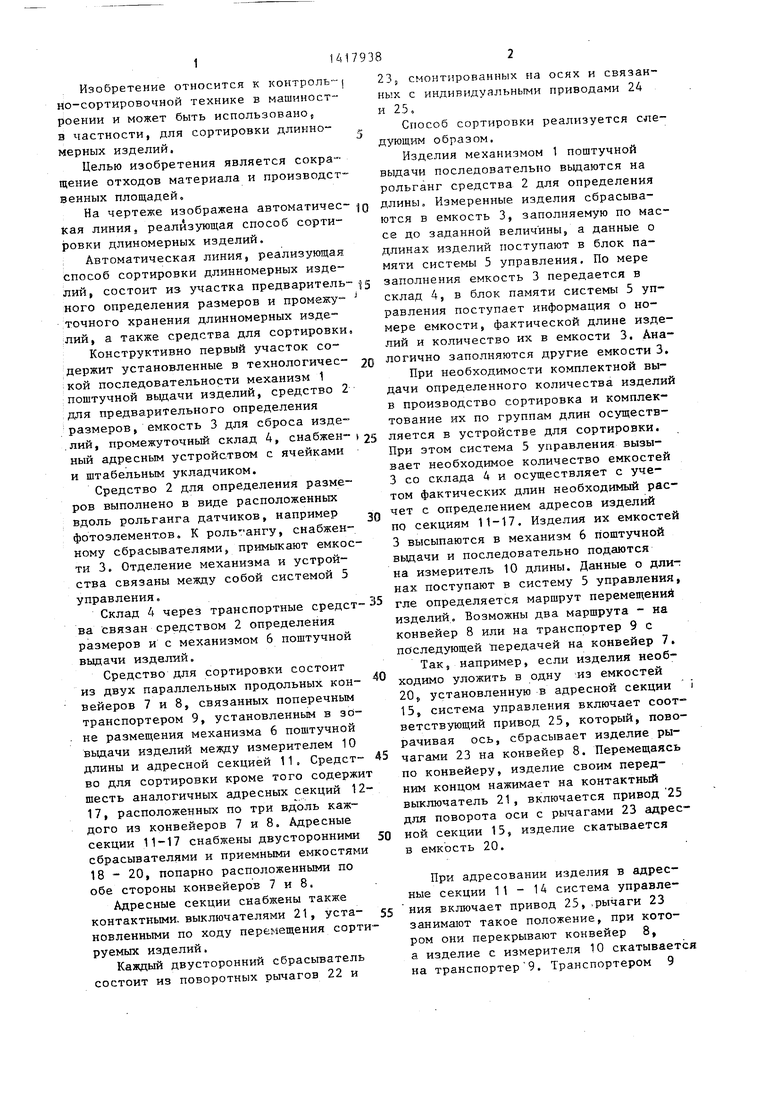
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки длинномерных изделий | 1991 |
|
SU1780868A1 |
| Устройство для многодиапазонной сортировки длинномерных изделий | 1981 |
|
SU1030054A1 |
| Способ подбора трубных заготовок при изготовлении теплообменных змеевиков | 1987 |
|
SU1606229A1 |
| Устройство для сортировки лесоматериалов | 1978 |
|
SU780911A1 |
| Способ сортировки штучных грузов | 1988 |
|
SU1710150A1 |
| КОМПЛЕКС СОРТИРОВКИ И НАКАПЛИВАНИЯ ПОСЫЛОК | 2013 |
|
RU2566316C2 |
| Поточно-механизированная линия складирования,сортирования и обработки вагонных колес | 1981 |
|
SU1136928A1 |
| Устройство сортировки и лицовки грузов | 1987 |
|
SU1546375A1 |
| Транспортерный механизм для сортировки штучных длинномерных предметов | 1980 |
|
SU889151A1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ЯИЦ | 1993 |
|
RU2063131C1 |
Изобретение относится к контрольно-сортировочной технике в машиностроении, в частности к сортировке длинномерных изделий, и позволяет сократить отходы материала и производственные площади. Способ сортировки длинномерных изделий заключается в их предварительной сортировке по длинам, размещении в емкости и передаче информации о размерах в блок памяти системы управления. Дальнейшая сортировка заключается в формировании групп сначала из изделий, количество которых наибольшее, затем из изделий, количество которых соответствует не менее, чем половине приемной емкости. Оставшиеся изделия комплектуют в группы с увеличенным интервалом размеров. Автоматическая линия для реализации способа состоит из механизма 1 поштучной выдачи изделий, средства 2 для определения длины, емкости 3, двух продольных конвейеров 7 и 8, поперечного транспор- , тера 9, адресных секций 11-17 с прит емкостями 18,19 и 20 и повоемными ротными 1 ил. рычагами 22 и 23. 2 с.п.ф-лы, /4f с (Л ;о со X)
