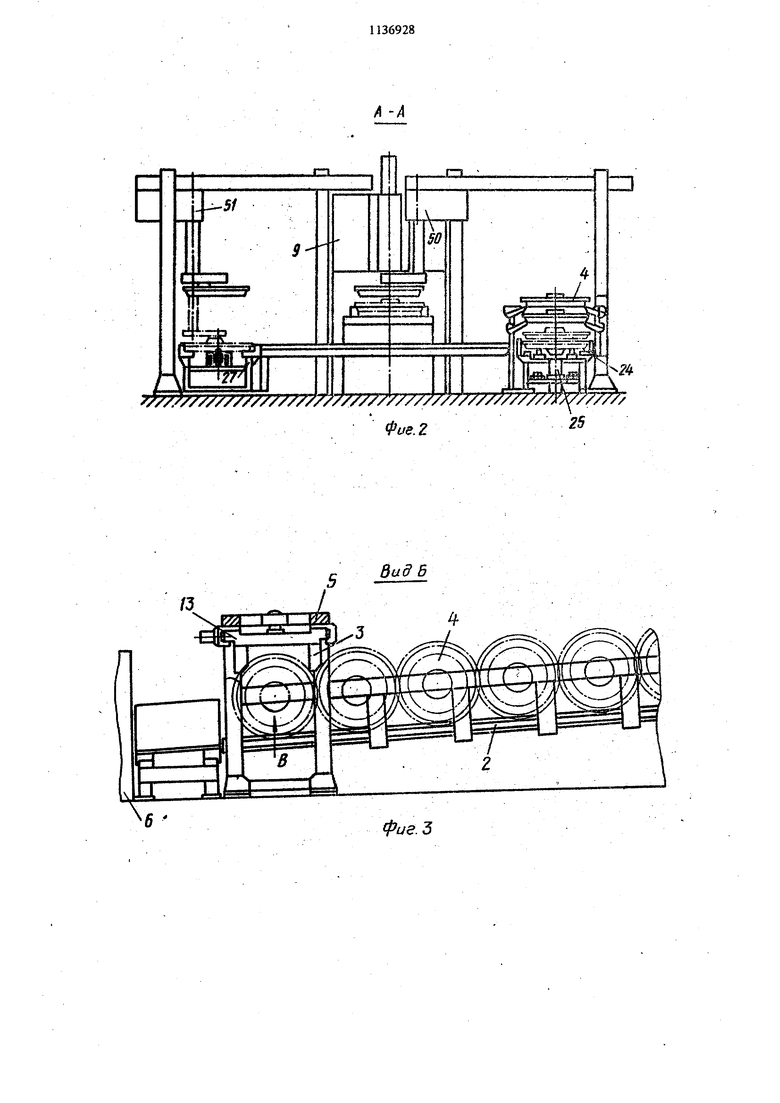
Изобретение относится к ма1шпюстроению предназначено для складирования, сортирован по группам н обработки вагоиных колес. Известна поточно-механизнровапная линия складирования, сортирования п обработки пагенных колес, содержащая гравитационный склад, устройство сортирования заготовок по группам, механическон обработки и транспортные системы подачи заготовок и го вых изделий 1. Однако складирование типоразмеров колес производится по секциям, что приводит к не полному использованию емкости склада в связи с неравномерным распределением размеров изделий в поле допуска, а необходимость налИ|Чия в складе количества секций, равного количеству типоразмеров колес, усло няет конструкцию склада н его управление, сгптжает 1гадежность работы линии в целом. Недостатком линии является также отсутствие автоматизации па участке распределения колес по желобам. Распределение в про межуточные желоба приводит к увеличению количества перегрузок, осуществляемых слож тлми механизмами, и соответственно к усложнению конструкции линии, снинсению, надежпости ее работы. Цель изобретения - упрощение конструкп,ии и повышение надежности линии в работе. Постапленная цель достигается тем, что в поточно-механизированной линии складирования, сортирования и обработки вагонных колес, содержащей гравитащ 0 П1ый склад, уст pojkiBO сортирования заготовок по грунгшм, лппию меха1п1ческон обработки н трапсгюртные системы лодаш заготовок и готовых изделш, гравитационный склад вылолнен в виде наклонных желобов н снабжен огсекате лем выдачи нижнего ряда заготовок п взаиыоде1 с-вуюндн.м с ним кассетой поштучной выдачи заготовок, а направляющие )T ной системы подачи готовых изделий вьнюлнены стунетгкиыми с щюлом ступеней, соот ветствуюогим числу групп готовых .изделий, и -с возможностью подъема их по обе стороны от продольной оси направляющих. Кроме того, отсекатель выдачи нижнего - ряда заготовок выполнен в виде установленного с возможностью неремещения перпендик лярно желобам склада ползуна с двумя ряда ми упоров, смещенных один от юсителы10 другого па шаг, равный шщтпе заготовок, в каждом ряду и на полшага между рядами. На фиг. J изображена поточно-мехагшзпрованная линия складирования, сортироваюш по группам и механ1гческой обработки колос; па фиг. 2 - разрез А-А на . 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 вид В на фиг. 3;,на-флг. 5 - вид Г ш фиг. 1. Поточно-механизированная лшпш складирования, сортирования по гругптам )i мехпглессой обработки вагонных колес содержит SiiexaHitзироваиньн гравитационный склад 1, вьпюлнснный в ввде накло шых желобов 2 с orccFcaieлем 3 выдачи нижнего ряда колес 4, взаимодействующим с кассетой 5 ггоштз ной выдачи тсолес, кантователь б, устройство сортирования колес 7, обеспечивающее выдачу колес по тттпоразмерам стопами, две лип.ии 8 механической обработки, состоящие из расточных станков 9, соедш1е1пгых посредством транснортной системы 10 подачи заготовок с устройством 7 сортирования и носредством TpaHciiojv тпой системы 1 подачи заготовок с ycTi;t:ii 12 формирования колесных пар. Отсекатель 3 выдачи нижнего ряда колес 1 содержит 13 с двумя, рядами упоров - нижним 14 н вepxиli i 15 (фиг. 3 я 4), смещенных один относительно другого па величину, позволяющую в KOiieuubix положепиях ползуна 13 перекрывать желоба 2 склада 1 ноперемснгю 1П1жпнм 1ши верхним рядом упоров 14 и 15, чем достигается отсечение 1П жнего ряда колес па складе и последующая подача их в кассету 5 поштучной выдачи колес. Транснорпиш система 10 лодачн заготовок содержит щтапговые конвейеры 16 и 17, iif.i-.cгрузочное ycTpoifCTBO 18, иодъемники 19 i 20, штанговые переталклиатели 21 н 22,.2, ценные вертикально замкнутые конвейеры 23 и 24, подающие стопы изделий к расточньг.м станкам 9 в соответствии с запросом, и подъемники 25. Тра 1спортная система 11 подачи тотовь-к пзде.пий содержит .штанговые конвейеры 2630, подъемники 31-33, обеспечатающне персдачу изделий с конвейеров 26-27 на коннейеры 28-30, каитоцатели 31-41, обесисчнваощне передачу изде.чнй coinaciio адресу в наклонные хселоба 42-49 устройства формирования 12 колесных пар. Передача изделнГ па участке конвейер-расточной ста.чо.к - конвейер (фиг. 2) осуществляется автооператоpaMj 50 и 51. .Адресрвапие штанговьши конрейсрами 26-30 осуществ.чяется благодаря конструкции направляющих для колес, которые выпо.пнены ступенчатым с числом ступе 1ей, равным количеству грунп изделий, причем обе напржяяющпе выполнеш относительно друг друга в зеркальном 1споянении. Лшош работает следующим образом. цеховым краном подаются в наклонные желоба гравитационного склада 1, из которого отсекателем 3 с верхним 15 и тглатм 14 рядами упоров вьщаются в кассету 5. Перемещаясь па шаг, кассета 5 обеспе чивает noiuiyniyio выдачу изделии в кантователь 6. Изделия кантуются в горизонтальное положение н штанговым конвейером устройства сортирования 7 подаются на позищ1ю зачистки по контролируемой поверхности, поЗНЩ1Ю контроля и далее на цепной конвейер, который согласно результату замера по команде системы управления распределяет их в какое-либо из СТОПИруюиЩХ устройств. При поступлении в стопирующее устройство каждого второго изделия механизмы устрой . ства обеспечивают выдачу пары колес в стопу на цепной конвейер, который транспортирует ее на перегрузочное устройство 18. Секщш направляющих с цепью опускается гидооиилипдром, стопа изделий ложится на стол устройства 18, снимается и транспортируется штанговым конвейером 16 на нодъем1шк 19, с платформы которого стопа нзделий снимается штангой переталкивателя 21, обеспечивающего передачу изделий на подъемник 20 конвейера 17 в зависимости от запроса с соответствующего . yiacTKa механической обработки. При передаче изделий переталк1шателем 21 на цешюй конвейер 23 изделия конвейером подаются к какому-либо из станков 9 в соответствии с запросом. Стопа изделий гидроиишиндром подъемника 25 поднимается на оноры, которые одновременно , .обеспеч1шают разделение изделий (фиг. 2). Затем поочередно они автооператором 50 устанавливаются на расточной станок 9. После обработки изделие ото за другим автооператором 51 устанавливается па шта говый конвейер 26, осуществляющий совместно со штанговылп ко1шейерами 28 и 24 траиспорти ровапие изделий к кантователям 39-41, кантующих изделие в вертикальное положение в желобе 46-49. Передача на конвейеры 28 и 29 осуществляется подъемниками 31 и 32. Распределе}1ие изделий в желоба 46-49 производится в зависимости от адреса, обеспечиваемого конструкщ1ей конвейера, направляющие которого выполнены ступеньками, и тем самым обеспечивают различное положе1гае в пространстве одного типоразмера изделий от другого (фиг. 5), фиксируемое конечным выключателем 52. Транспортировшше изделий конвейерами 27 и 30 к желобу 42-45 и распределение в нем производится подобно транспортированию и распределению в желобе 46-49. При отсутствии запросов с участка механической обработки на ререгрузочном устройстве 18, штанговых котшейерах 16 и 17, подъемниках 19 и 20, переталкивающих устройствах 21 и 22 возможно накопление по паре изделий. Таким образом, предлагаемая обеспечивает складирование, сортирование по группам, обработку и транспортирование вагонных колес при применении меньшего кол11чества более простых и надежных механизмов на складе И в устройстве сортирования. Кроме того, при меиенне горизонтально транспортирующих конвейеров, соединяющих участок мехаюгасской обработки изделий с участком устройств формирования колесных пар, позволяет применять более простые механизмы на этом участке и повысить надежность работы механизмов этого участка, причем адресование на конвейерах транспортной системы готовых изделш позво/1яет автоматизировать процесс транспортирования изделий на линии. В целом применение простых MexainoMOB -позволяет значительно упростить систему управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Групповая автоматическая поточная линия | 1950 |
|
SU97213A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Поточная линия для изготовления изделий | 1984 |
|
SU1318387A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Автоматизированная поточная линияпОдгОТОВКи K МОНТАжу | 1980 |
|
SU846844A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Межоперационный склад цилиндричес-КиХ издЕлий | 1979 |
|
SU821327A1 |
| Автоматическая линия механической обработки | 1983 |
|
SU1191260A1 |
| Загрузочное устройство | 1985 |
|
SU1289653A1 |
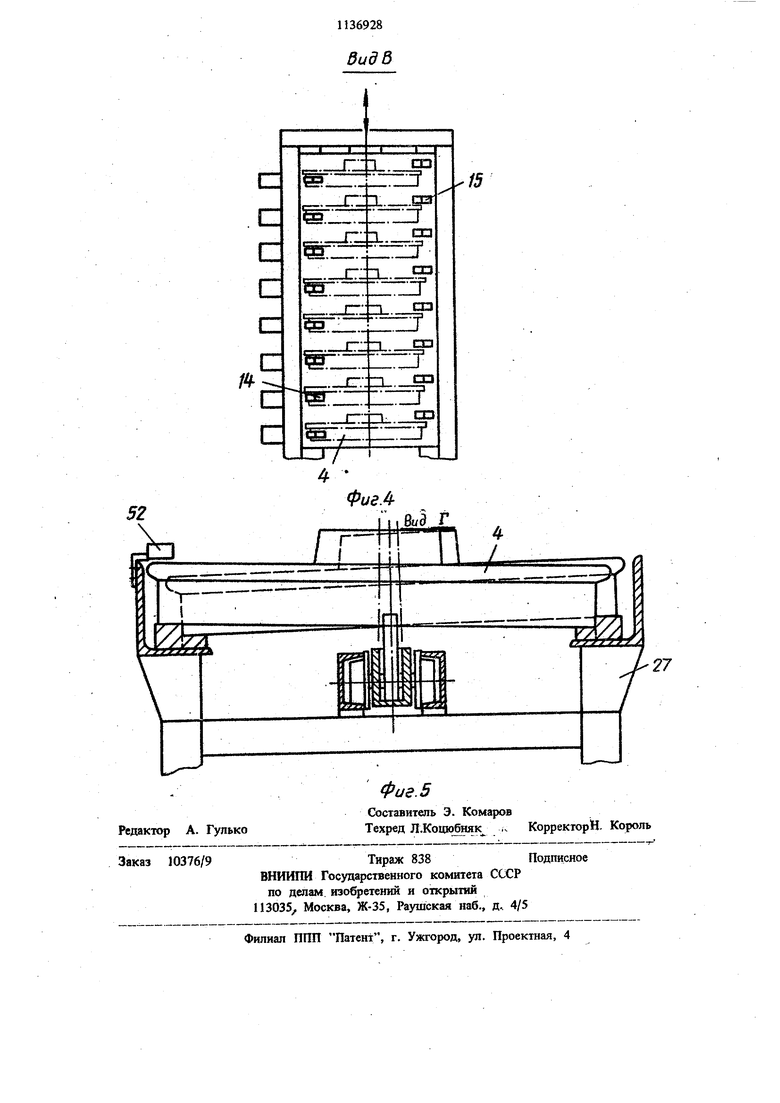
1. ПОТОЧНО-МЕХАНИЗИЮВАННАЯ ЛИНИЯ СКЛАЬ1РОВАШ1Я, СОРТИРОВАНИЯ И ОБРАБОТКИ ВАГОННЫХ КОЛЕС, содержащая гравитациошый склад, устройство сортирования заготовок но группам, линию механической обработки и транспортные системы подачи зшотовок и готовых изделий, о т л и чю щ а я с я тем, что, с целью упрощения конструкции и повышения надежности лиг НИИ в работе, гравитационный склад выполнен в виде наклонных желобов и снабжен отсекателем выдачи нижнего ряда заготовок и взаимодействующей с ним кассетой поштучной выдачи заготовок, а направляющие транспортной системы подачи готовых изделий выполнены ступенчатыми с числом ступеней, соответствующим числу групп готовых, изделий, и с возможностью подъема их по обе стороны от продольной оси направляющих. 2. Линия по п. 1, о т л и ч а ю щ а яс я тем, что отсекатель вьщачи нижнего ряда заготовок выполнен в виде установленного с возможностью перемещения перпендикулярно желобам склада ползуна с двумя рядами упоров, смещенных один относительно другого на шаг, равный ширине заготовок, в каждом ряду и на полщага между рядами.
Вид Б
фиг. 3
IB
ь
J5 1.9
57
Фиг:{.
видд
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматизированный склад и линия транспортирования колес | |||
| Чертеж № 99731798 | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
