Известны устройства для калибрования зубчатых колес путем проталкивания обрабатываемой заготовки через корпус с радиально-расположенными в корпусе свободно сидящими на осях профильными калибрующими роликами с сообщением рабочим частям вибраций.
Однако применяемые устройства не обеспечивают одновременного калибрования заготовок по внутреннему и наружному диаметрам. Предлагаемое устройство этого недостатка не имеет.
Это достигается тем, что устройство снабжено плавающим пуансоном и самоустанавливающейся, свободно вращающейся кольцеобразной матрицей.
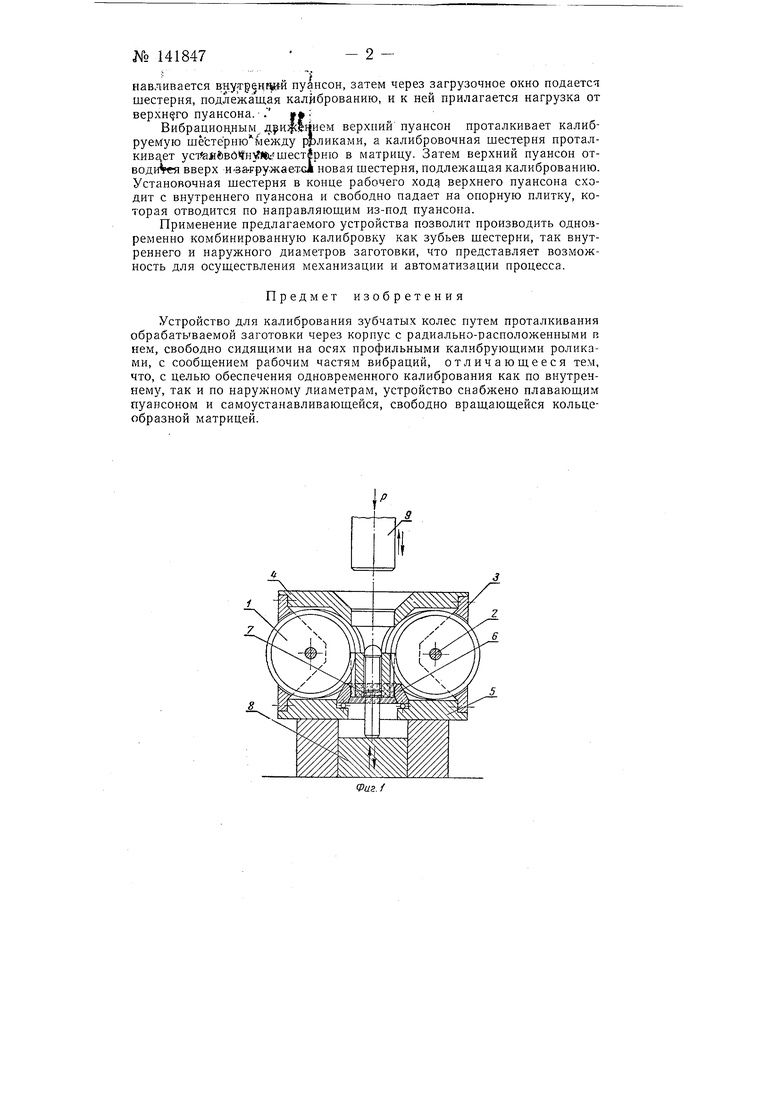
На фиг 1 и 2 схематично изображено предлагаемое устройство в двух проекциях.
Профилирующие ролики 1, расположенные по окружности образуют калибровочное очко. Каждый ролик находится на своей оси 2 в роликодержателе 3. Роликодержатели крепятся к верхней 4 и нижней 5 плите устройства. Для калибрования щестерни по наружному диаметру служит калибрующая матрица 6 с калибрующими поясками, расположенная на радиально-упорном подщипнике.
Калибрование внутреннего диаметра шестерни осуществляется внутренним, нлавающим пуансоном 7, опирающимся на опорную плитку 8. Во время калибрования верхнему 9 и внутреннему 7 пуансонам сообщаются вибрации, которые улучшают процесс калибрования, повышая прочность и чистоту обрабатываемой поверхности за счет колебательного движения вращения роликов.
Колебательное движение вращения роликов возникает за счет наведенных вибраций верхнего и нижнего пуансонов и упругой деформации калибруемого материала.
При работе устройства между роликами / устанавливается точно обработанная, эталонная шестерня, по которой производится радиальная регулировка роликодержателей. Внутри эталонной шестерни устаnaB maeJCH внутвендай пу|нсон, затем через загрузочное окно подается шестерня, подлежащая калиброванию, и к ней прилагается нагрузка от
верхнего пуансона. .
Вибрациоцным а;ри}р|нием верхний пуансон проталкивает калиоруемую шестерню между рЬликами, а калибровочная шестерня проталкивс ет усШйЙвйЧн)г« шест|рню в матрицу. Затем верхний пуансон отводи я вверх ива.рружает.сАновая шестерня, подлежащая калиброванию. Установочная шестерня в конце рабочего хода верхнего пуансона сходит с внутреннего пуансона и свободно падает на опорную плитку, которая отводится по направляющим из-под пуансона.
Применение предлагаемого устройства позволит производить одновременно комбинированную калибровку как зубьев шестерни, так внутреннего и наружного диаметров заготовки, что представляет возможность для осуществления механизации и автоматизации процесса.
Предмет изобретения
Устройство для калибрования зубчатых колес путем проталкивания обрабатываемой заготовки через корпус с радиально-расположенными п нем, свободно сидящими на осях профильными калибрующими роликами, с сообщением рабочим частям вибраций, отличающееся тем, что, с целью обеспечения одновременного калибрования как по внутреннему, так и по наружному диаметрам, устройство снабжено плавающим пуансоном и самоустанавливающейся, свободно вращающейся кольцеобразной матрицей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ калибрования кольцевых деталей | 1959 |
|
SU129472A1 |
| УСТРОЙСТВО для КАЛИБРОВАНИЯ ЦИЛИНДРИЧЕСКИХ | 1966 |
|
SU185333A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 1995 |
|
RU2087217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСКОЛОЧНОЙ ОБОЛОЧКИ КОРПУСА СНАРЯДА | 2016 |
|
RU2632726C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 2007 |
|
RU2337781C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СПИРАЛЬНО-ПРОФИЛИРОВАННЫХ ТРУБ | 2007 |
|
RU2373013C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| Ротационный дорн | 1957 |
|
SU115428A1 |

