Известны устройства для калибрования зубчатых колес нутем проталкивания обрабатываемых заготовок через корпус с радиальио расположенными в нем сидящими на осях профильными калибрующими роликами, число которых равно числу зубьев обрабатываемых зубчатых колес, с сообщением рабочим частям вибраций (см. авт. св. № 141847). Известны также устройства для калибрования зубчатых колес, работающие по методу обкатки (см. авт. св. № 112319). Кроме того/ известны устройства для накатывания зубчатых колес, состоящие из двух валков и устанавливающейся между ними оправки, щарнирно укрепленной на плоской рессоре, с заготовкой.
Описываемое устройство для калибрования цилиндрических зубчатых колес отличается от известных тем, что оправка со стороны ведущего щпииделя выполнена в виде крестово-кулисной муфты и зубчатого эталонного венца, а с другой стороны снабжена штырем для установки на него заготовки и подпружиненной прижимной пдайбой, выполненной со сферической опорной поверхностью.
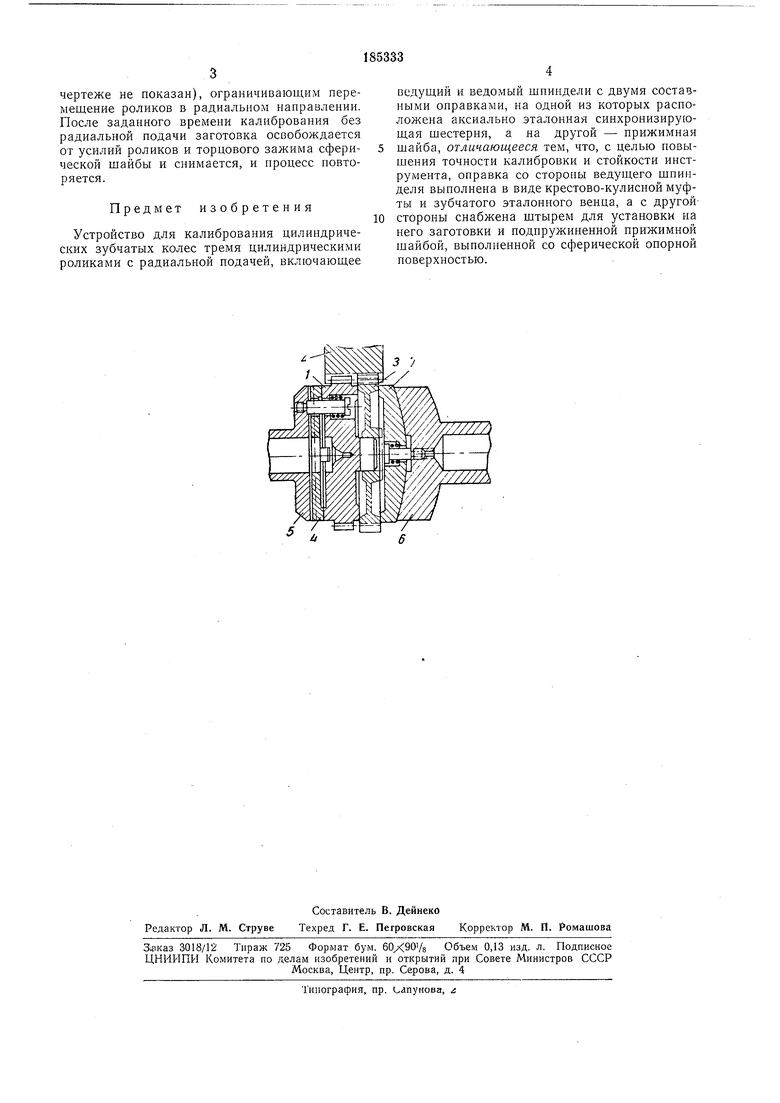
На чертеже изображено описываемое устройство.
ную щестерню, включающую крестово-кулиспую муфту, зубчатый эталонный венец и штырь.
Шестерня /, сцепляющаяся с тремя цилиндрическими роликами2 и с заготовкой 3, может самоустанавливаться благодаря тому, что она взаимодействует с крестово-к лисной муфтой 4 с двумя взаимно перпендикулярными выступами, расположенными на ее противоположных торцах и входящими в пазы оправки 5.
Для устранения влияния неперпендикулярности торцов заготовки к ее оси оправка 6 снабжена прижимной шайбой 7, имеющей сферическую опорную поверхность.
Работает устройство следующим образом. Заготовка автоматически или вручную подается между щестерней и прижимной шайбой п устанавливается на штырь. От гидравлической системы и копирного кольца ролики синхронно перемещаются к центру, благодаря чему заготовка устанавливается по зубьям относитель но шестерни, после чего изделие закрепляется по торцу с помощью оправки и прижимном щайбы. Затем автоматнчески включается ведущий шниндель, передающий вращение шестерне и роликам. В процессе вращения зубья изделия калибруются.
чертеже не показан), ограничивающим перемещение роликов в радиальном направлении. После заданного времени калибрования без радиальной подачи заготовка освобождается от усилий роликов и торпового зажима сферической шайбы и снимается, и процесс повторяется.
Предмет изобретения
Устройство для калибрования цилиндрических зубчатых колес тремя цилиндрическими роликами с радиальной подачей, включающее
ведущий и ведомый шпиндели с двумя составными онравками, на одной из которых расположена аксиально эталонная синхронизирующая шестерня, а на другой -- прижимная шайба, отличающееся тем, что, с целью повышения точности калибровки и стойкости инструмента, оправка со стороны ведущего шпинделя выполнена в виде крестово-кулисной муфты и зубчатого эталонного венца, а с другойстороны снабжена штырем для установки на него заготовки и подпружиненной прижимной шайбой, выполненной со сферической опорной поверхностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЗУБЬЕВ ШЕСТЕРЕН МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 1967 |
|
SU201455A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ИНСТРУМЕНТА В ШПИНДЕЛЕ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1972 |
|
SU453246A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| РЕЗЬБОНАРЕЗНАЯ ГОЛОВКАВССООЮЗМАЯшагЛЮ^'!^Е:г;':^КАйБИБЛИЮ Г?;КА | 1971 |
|
SU302191A1 |
| УСТРОЙСТВО для НАКАТЫВАНИЯ ЗУБЬЕВ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1966 |
|
SU184803A1 |
| Устройство для накатывания цилиндрических зубчатых колес | 1974 |
|
SU572322A1 |
| УСТРОЙСТВО ДЛЯ СЧИТЫВАНИЯ ПРОГРАММЫС ПЕРФОРИРОВАННОЙ ЛЕНТЫ РЕ?ЛИЗОПОДЪЕМНОЙКАРЕТКИ ТКАЦКОГО СТАНКА | 1971 |
|
SU418580A1 |
| Приспособление для навивки пружин к токарному станку | 1987 |
|
SU1428515A2 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ | 1973 |
|
SU385686A1 |
