СХ)
со со
11зобретеиис относится к электротехнике ,
Известен способ управления элек- трошлаковым переплавом, при котором непрерывно измеряют ток и напряжение формируют управляющий сигнал и перемещают электрод в зависимости от управляющего сигнала (Электрошлаковые печи. Под ред. Б.Е.Патона, Киев: Наукова думка, 1976, с. 158-160).
Известна также система управления электропшаковым переплавом, содержащая двигатель для перемещения элек- трода и блок задания скорости движе- ния электрода (там же).
Недостатком этого способа и системы является то, что они не обеспечивают качественного переплава, так как они не обеспечивают бездугового процесса плавки.
Целью изобретения является повьг- шение качества переплава.
Поставленная цель достигается тея, что по способу управления элек- трошлаковым переплавом, по которому непрерывно измеряют ток и напряжение, формируют управляющий сигнал и перемещают электрод в зависимости от управляющего сигнала, дополнитель но измеряют силу электромагнитных излучений, полученных от электроду- говых разрядов в шлаковой ванне, сравнивают ее с заданной и на основании полученной разности вырабатывают управляющий сигнал. Определение силы электромагнитных излучений осуществляют по их амплитуде.
Система управления электрощлако- вым переплавом, содержащая двигатель для перемещения электрода и блок задания скорости движения электрода, сна15жена датчиком силы электромагнитных излучений, вьшолненным в виде отделительного фильтра с токоведущей шиной, а выход через последовательно соединенные дифференциальный усилитель и усилитель соединен с входом усилителя мощности, выход которого соединен с индикатором силы сигнала и с входом триггера, соединенного выходом через реле с входом переключателя, выход которого соединен с входом блока задания скорости движения электрода,соединение между отделительным фильтром с предусилителем и токо ведущей шиной выполнено подвижным.
Преимущества предлагаемого метода заключаются в том, что предлагаемый
5
0
5 о
Q ;
5
0
5
способ создает возможность осуществления бездугового режима для всего процесса, переплавка осуществляется при сниженных расходах труда и сырья, так как отпадает необходимость в опыт ньк плавках. Способ позволяет определить значения тока, близкие к оптимальным, для получения слитка с повышенными параметрами. Кроме того, на основании полученных значений тока и напряжения,можно подобрать для кристаллизатора определенных размеров минимальное необходимое количество щлака, которое гарантировало бы бездуговое протекание процесса электрошлаковой переплавки.
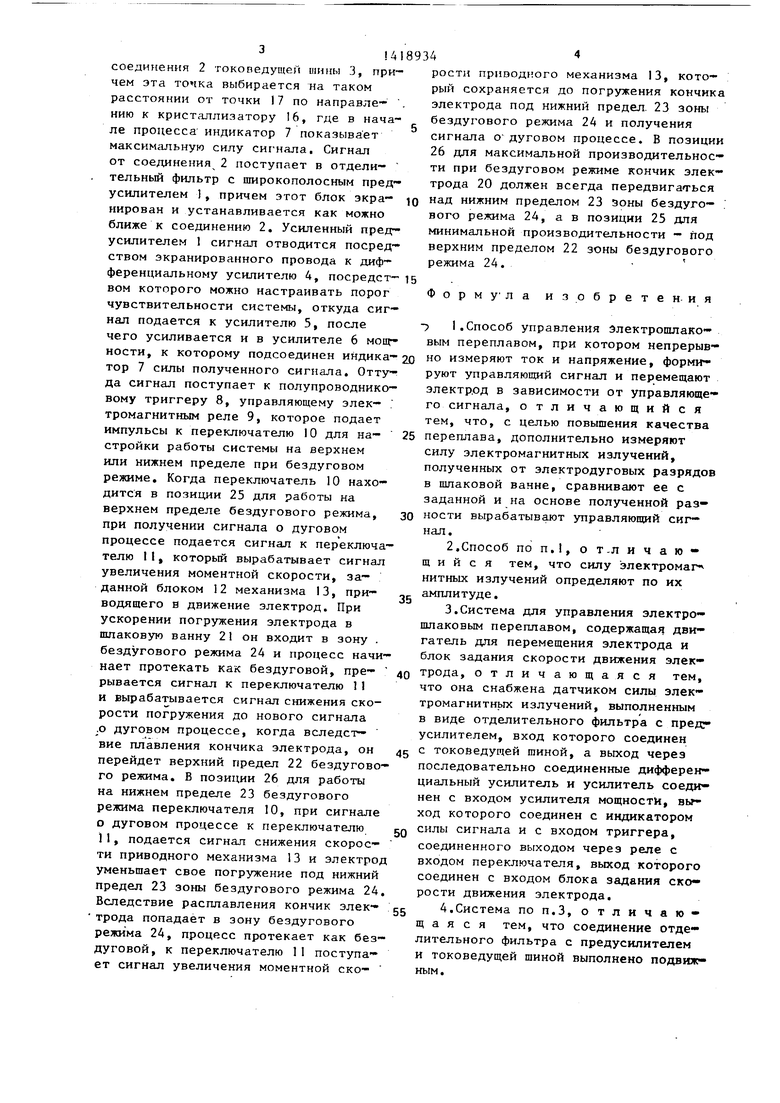
На фиг.1 Дана блок-с1сема системы; на фиг.2 - схема предельных положе- НИИ электрода в шлаковой ванне при бездуговом режиме работы.
Вход отделительного фильтра с предусилителем 1 соединен соединением 2 с токоведущей шиной 3, а к выходу подсоединены последовательно дифференциальный усилитель 4, усилитель 5, усилитель 6 мощности с индикатором 7 силы принятого сигнала, после чего следует полупроводниковый триггер 8, электромагнитное реле 9, переключатель 10, пускатель двигателя (механизма) 12, приводящего в движение электрод, и приводной механизм 13. Конец вторичной обмотки 14 трансформатора 15, ведущий к кристаллизатору 16, заземлен в точке 17, а между точками 17 и 18 подключен конденсатор 19.
На фиг.2 указаны две позиции электрода 20 в шлаковой ванне 21 - догруженный до верхнего предела 22 и нижнего предела 23 зоны 2А, в которой процесс протекает как бездуговой. Во время процесса переплавки образуются электродуговые разряды как в позиции электрода над пределом 22, так и под пределом 23. Эти электродуговые разряды являются источником электромагнитного излучения в широком диапазоне частот. При движении кончика электрода в зоне 24 электродуговые разряды снижаются до нуля, причем в то же время соответственно снижается и электромагнитное излучение, чю является гарантией бездугового протекания процесса. Помехи от промьщшен- ного шума отводятся в землю в точке 17. Полезньй сигнал от процесса элек- трощлаковой переплавки снимается с
соединения 2 токоиедущем шины 3, причем эта точка выбирается на таком расстоянии от точки 17 по направле- . нию к кристаллизатору 16, где в начале процесса индикатор 7 показывает максимальную силу сигнала. Сигнал от соединения 2 поступает в отдели- тельный фильтр с широкополосным пред™ усилителем 1, причем этот блок экра- Q нирован и устанавливается как можно ближе к соединению 2. Усиленный пред- усилителем 1 сигнал отводится посредством экранированного провода к дифференциальному усилителю 4, посредст- 15 вом которого можно настраивать порог чувствительности системы, откуда сигнал подается к усилителю 5, после - 1.Способ управления электрошлако- чего усиливается и в усилителе 6 мощ- вым переплавом, при котором непрерывности, к которому подсоединен индика-20 о измеряют ток и напряжение, форми-
роста приаодного механизма 13, который сохраняется до погружения кончика электрода под нижний предел. 23 зоны бездугового режима 24 и получения сигнала о дуговом процессе. В позиции 26 для максимальной производительности при бездуговом режиме кончик электрода 20 должен всегда передвигаться над нижним пределом 23 эоны бездуго- вого режима 24, а в позиции 25 для минимальной производительности - под верхним пределом 22 зоны бездугового режима 24.
Формула изобретения
1.Способ управления электрошлако- вым переплавом, при котором непрерыв о измеряют ток и напряжение, форми-
роста приаодного механизма 13, который сохраняется до погружения кончика электрода под нижний предел. 23 зоны бездугового режима 24 и получения сигнала о дуговом процессе. В позиции 26 для максимальной производительности при бездуговом режиме кончик электрода 20 должен всегда передвигаться над нижним пределом 23 эоны бездуго- вого режима 24, а в позиции 25 для минимальной производительности - под верхним пределом 22 зоны бездугового режима 24.
1.Способ управления электрошлако- вым переплавом, при котором непрерыв о измеряют ток и напряжение, форми-
Формула изобретения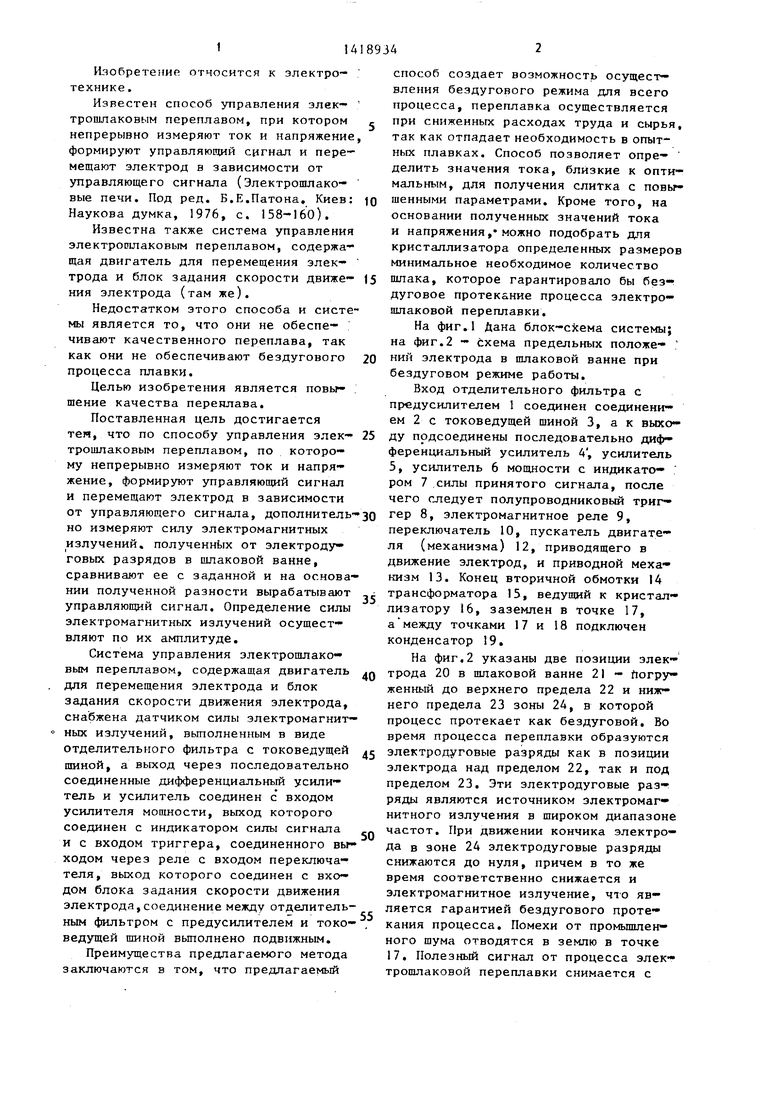
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления электрошлаковым переплавом | 1983 |
|
SU1723675A1 |
| Способ электрошлакового переплава | 1968 |
|
SU289745A1 |
| Установка для электрошлакового переплава | 1979 |
|
SU1048989A3 |
| Способ контроля уровня металлической ванны при электрошлаковой сварке | 1981 |
|
SU998059A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЫСТРОРЕЖУЩЕЙ СТАЛИ ИЗ КУСКОВЫХ ОТХОДОВ ИЗНОШЕННОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2015 |
|
RU2602579C1 |
| СИСТЕМЫ И СПОСОБЫ ДЛЯ РЕГУЛИРОВАНИЯ ПЕЧИ ВАКУУМНО-ДУГОВОЙ ПЕРЕПЛАВКИ, ИСХОДЯ ИЗ ПОДАВАЕМОЙ МОЩНОСТИ | 2017 |
|
RU2732550C2 |
| Устройство управления процессом электрошлакового переплава | 1987 |
|
SU1507833A1 |
| СПОСОБ УПРАВЛЕНИЯ РЕЖИМОМ РАБОТЫ УСТАНОВКИ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2337979C1 |
| СПОСОБ ПЕРЕПЛАВА МЕТАЛЛА В ВАКУУМНОЙ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2012 |
|
RU2516325C2 |
| Способ управления процессом электрошлакового переплава | 1987 |
|
SU1507834A1 |
Изобретение относится к электротехнике. Цель изобретения - Повышение качества переапава. Дополнительно измеряют силу электромагнитных излучений, полученных от электродуговых разрядов в Ешаковой ванне, сравнивают ее с заданной и вырабатывают управляющий сигнал на перемещение электрода. Создается возможность осуществления бездугового режима для всего процесса, переплавка осуществляется при сниженных расходах труда и сырья, создается возможность определения значений тока, близких к оптимальным. 2 с.п. и 2 з,п. ф-лы, 2 ил. Q 
30
35
тор 7 силы полученного сигнала. Отту да сигнал поступает к полупроводниковому триггеру 8, управляющему элек- . тромагнитным реле 9, которое подает импульсы к переключателю IО для настройки работы системы на верхнем или нижнем пределе при бездуговом режиме. Когда переключатель 10 находится в позиции 25 для работы на верхнем пределе бездугового режима, при получении сигнала о дуговом процессе подается сигнал к переключателю I1, который вырабатывает сигнал увеличения моментной скорости, заданной блоком 12 механизма 13, приводящего в движение электрод. При ускорении погружения электрода в шлаковую ванну 21 он входит в зону . бездугового режима 24 и процесс начинает протекать как бездуговой, пре- рывается сигнал к переключателю 11 и вырабатывается сигнал снижения скорости погружения до нового сигнала о дуговом процессе, когда вследствие плавления кончика электрода, он 45 перейдет верхний предел 22 бездугово- го режима. В позиции 26 для работы на нижнем пределе 23 бездугового режима переключателя 10, при сигнале о дуговом процессе к переключателю 11, подается сигнал снижения скорости приводного механизма 13 и электрод уменьшает свое погружение под нижний предел 23 зоны бездугового режима 24. Вследствие расплавления кончик элек- трода попадает в зону бездугового режима 24, процесс протекает как бездуговой, к переключателю 11 поступает сигнал увеличения моментной ско25
40
50
55
0
5
5
руют управляющий сигнал и перемещают электр.од в зависимости от управляющего сигнала, отличающийся тем, что, с целью повышения качества 5 переплава, дополнительно измеряют силу электромагнитных излучений, полученных от электродуговых разрядов в пшаковой ванне, сравнивают ее с заданной и на основе полученной разности вырабатывалот управляющий сигнал.
0
5
Редактор Л.Гратилло
фvf.Z
Составитель Г.Тараканова Техред М.Ходан1гч
Корректор Л.Липипенко
