Область техники
[0001] Настоящее раскрытие в основном относится к вакуумно-дуговой переплавке, а точнее, к системам управления, используемым в процессах вакуумно-дуговой переплавки.
Уровень техники
[0002] Процессы вакуумно-дуговой переплавки (vacuum arc remelting, VAR) обычно используют при изготовлении металлических слитков в качестве процесса вторичного плавления. При применении процессов VAR для металлических слитков, результирующий слиток, полученный в ходе процесса VAR, может обладать повышенной химической и/или механической однородностью, что является желательным для металлов, используемых в требуемых промышленных применениях. Дополнительно, поскольку время затвердевания металлов в ходе процессов VAR может быть намного более коротким, использование процессов VAR может предусматривать большее регулирование микроструктурных характеристик металлического слитка. Примерные металлы, которые обычно переплавляют с использованием процессов VAR, могут включать в себя, но не ограничиваясь перечисленным, никель, титан, сталь и любые сплавы, производные от этих или других металлов.
[0003] В процессах VAR может быть использована печь VAR, в которой использовано электропитание постоянного тока (direct current, DC), для переплавки металлов в вакуумной камере. VAR-печь может включать в себя плавильную камеру и передвижным податчиком, который соединен с источником электропитания постоянного тока. Переплавляемый металл может начинать процесс VAR в качестве электрода, который соединен с передвижным податчиком. Переплавляемый металл может переплавляться в слиток в водоохлаждаемом медном тигле, в плавильной камере. Для обеспечения атмосферы, которая содержит незначительное количество кислорода, который может реагировать с плавящимся металлом, и для откачки примесей из плавильной камеры, печи VAR могут включать в себя источник вакуума. Кроме того, в некоторых печах VAR, для извлечения тепла из плавильной камеры задействована система охлаждения.
[0004] Управление систем VAR может быть осуществлено, исходя из регулирования дугового зазора между концом электрода и плавильной ванны, образованной в ходе переплавки, наверху слитка и/или тигля. Из практики VAR было обнаружено, что поддержание относительно постоянного дугового зазора может способствовать обеспечению непротиворечивых результатов переплавки в ходе процесса VAR. Следовательно, регулирование процесса VAR может быть, по меньшей мере, частично основано на регулировании дугового зазора. Однако, часто бывает практически нецелесообразным или невозможным физическое наблюдение за дуговым зазором в ходе самого процесса, и поэтому дуговой зазор может быть определен или выведен, исходя из других данных, которые являются более доступными. Например, некоторые способы регулирования позволили определить, что длина дуги и сопротивление дуги (например, падение напряжения, вызванное дугой) имеют корреляцию.
[0005] Кроме того, в ходе процесса переплавки было обнаружено, что в ходе переплавки возникают кратковременные короткие замыкания (например, небольшое количество миллисекунд). Дополнительно было обнаружено, что частота коротких замыканий имеет корреляцию с дуговым зазором. Такая информация может быть полезна для регулирования и/или поддержания дугового зазора. В способах регулирования согласно уровню техники была выбрана входная мощность для получения желаемой скорости плавления, тогда как скорость податчика изменяли для динамического регулирования и/или поддержания дугового зазора.
[0006] Однако, в ходе процессов VAR, в которых было желательно, чтобы результирующий слиток обладал крупным диаметром (например, более 750 миллиметров), регулирование скорости податчика может быть затруднено, и/или регулирование упомянутой скорости может привести к неточному регулированию дугового зазора, из-за все более крупного количества металла, которое необходимо расплавлять для такого же изменения дугового зазора, при повышении диаметра электрода. Поэтому, являются желательными усовершенствованные системы управления для процессов VAR, в которых дуговой зазор можно регулировать независимо от настройки скорости податчика.
Сущность изобретения
[0007] В соответствии с одним аспектом раскрытия раскрыта система управления для процесса вакуумно-дуговой переплавки (vacuum arc remelting, VAR) металла. В процессе VAR может быть использована печь VAR, которая может включать в себя тигель, в котором создают слиток, образованный из переплавляемого металла, податчик, функционально связанный с электродом, образованным из переплавляемого металла, вакуумную камеру и источник вакуума, связанный с вакуумной камерой. Система может включать в себя источник электропитания постоянного тока (DC), привод податчика, датчик капельного закорачивания и контроллер, который включает в себя процессор. Источник электропитания постоянного тока может быть функционально связан с электродом и сконфигурирован для создания электрической дуги между кончиком электрода и плавильной ванной слитка. Привод податчика может быть функционально связан с податчиком и сконфигурирован для приведения в действие податчика. Датчик капельного закорачивания может быть сконфигурирован для измерения частоты капельного закорачивания электрической дуги в течение периода времени. Контроллер может быть функционально связан с источником электропитания постоянного тока, приводом податчика и датчиком капельного закорачивания и сконфигурирован для регулирования скорости податчика, с использованием модуля регулирования податчика, причем модуль регулирования податчика определяет скорость податчика для процесса VAR, причем скорость податчика сконфигурирована для достижения желаемой скорости плавления для электрода и подачи команд на привод податчика, для приведения в действие податчика, исходя из скорости податчика. Контроллер может быть сконфигурирован для определения в режиме реального времени длины дугового зазора между кончиком электрода и плавильной ванной, с использованием частоты капельного закорачивания в течение периода времени, измеренного датчиком капельного закорачивания, с использованием модуля определения зазора, причем модуль определения зазора в режиме реального времени определяет длину дугового зазора, исходя из корреляции между частотой капельного закорачивания и длиной дугового зазора. Контроллер может быть сконфигурирован для регулирования входной мощности, подаваемой на электрод источником электропитания постоянного тока, с использованием модуля регулирования мощности, причем модуль регулирования мощности сконфигурирован для определения уровня входной мощности, подаваемой на электрод, исходя из длины дугового зазора в режиме реального времени, причем уровень входной мощности сконфигурирован для генерирования желаемой длины дугового зазора между кончиком электрода и плавильной ванной при передаче мощности, источником электропитания постоянного тока, на уровне входной мощности.
[0008] В соответствии с другим аспектом раскрытия, раскрыт способ для регулирования процесса VAR. В процессе VAR может быть использована печь VAR, которая может включать в себя тигель, в котором создают слиток, образованный из металла, податчик, функционально связанный с электродом, образованным из металла, вакуумную камеру и источник вакуума, связанный с вакуумной камерой. Способ может включать в себя генерирование электрической дуги между кончиком электрода и плавильной ванной слитка, с использованием источника электропитания постоянного тока (DC), функционально связанного с электродом; приведение в действие податчика при скорости податчика, с использованием привода податчика, функционально связанного с податчиком, причем скорость податчика сконфигурирована для достижения желаемой скорости плавления для электрода; и определение частоты капельного закорачивания электрической дуги в течение периода времени, с использованием датчика капельного закорачивания. Способ может дополнительно включать в себя определение длины дугового зазора в режиме реального времени между кончиком электрода и плавильной ванной, с использованием частоты капельного закорачивания в течение периода времени, исходя из корреляции между частотой капельного закорачивания и длиной дугового зазора. Способ может дополнительно включать в себя определение уровня входной мощности, подаваемой на электрод, исходя из длины дугового зазора в режиме реального времени, причем уровень входной мощности сконфигурирован для генерирования желаемой длины дугового зазора между кончиком электрода и плавильной ванной при передаче мощности источником электропитания постоянного тока, на уровне входной мощности и регулирование входной мощности, подаваемой на электрод источником электропитания постоянного тока, исходя из уровня входной мощности.
[0009] В соответствии с еще одним аспектом раскрытия, раскрыта печь VAR для выполнения процесса VAR для металла. Печь VAR может включать в себя тигель, в котором создают слиток, образованный из переплавляемого металла, податчик, функционально связанный с электродом, образованным из переплавляемого металла, вакуумную камеру и источник вакуума, связанный с вакуумной камерой. Печь VAR может включать в себя источник электропитания постоянного тока (direct current, DC), привод податчика, датчик капельного закорачивания и контроллер, который включает в себя процессор. Источник электропитания постоянного тока может быть функционально связан с электродом и сконфигурирован для получения электрической дуги между кончиком электрода и плавильной ванной слитка. Привод податчика может быть функционально связан с податчиком и сконфигурирован для приведения в действие податчика. Датчик капельного закорачивания может быть сконфигурирован для измерения частоты капельного закорачивания электрической дуги в течение периода времени. Контроллер может быть функционально связан с источником электропитания постоянного тока, приводом податчика и датчиком капельного закорачивания и сконфигурирован для регулирования скорости податчика путем определения скорости податчика для процесса VAR, причем скорость податчика сконфигурирована для достижения желаемой скорости плавления для электрода и подачи команд на привод податчика, для приведения в действие податчика, исходя из скорости податчика. Контроллер может быть сконфигурирован для определения в режиме реального времени длины дугового зазора между кончиком электрода и плавильной ванной, с использованием частоты капельного закорачивания электрической дуги в течение периода времени, измеренного датчиком капельного закорачивания, путем определения длины дугового зазора в режиме реального времени, исходя из корреляции между частотой капельного закорачивания и длиной дугового зазора. Контроллер может быть сконфигурирован для регулирования входной мощности, подаваемой на электрод источником электропитания постоянного тока, путем определения уровня входной мощности, подаваемой на электрод, исходя из длины дугового зазора в режиме реального времени, причем уровень входной мощности сконфигурирован для генерирования желаемой длины дугового зазора между кончиком электрода и плавильной ванной при передаче мощности источником электропитания постоянного тока, на уровне входной мощности.
[0010] Эти и другие аспекты и признаки настоящего раскрытия станут более понятными при их прочтении в сочетании с прилагаемыми чертежами.
Краткое описание чертежей
[0011] ФИГ. 1 представляет собой схематическое изображение печи для вакуумно-дуговой переплавки (vacuum arc remelting, VAR) и элементов соответствующей системы управления, в соответствии с вариантом воплощения раскрытия.
[0012] ФИГ. 2 представляет собой увеличенное изображение дугового зазора между электродом и слитком печи VAR по ФИГ. 1, показывающее электрическую дугу, расположенную в дуговом зазоре, в соответствии с ФИГ. 1 и настоящим раскрытием.
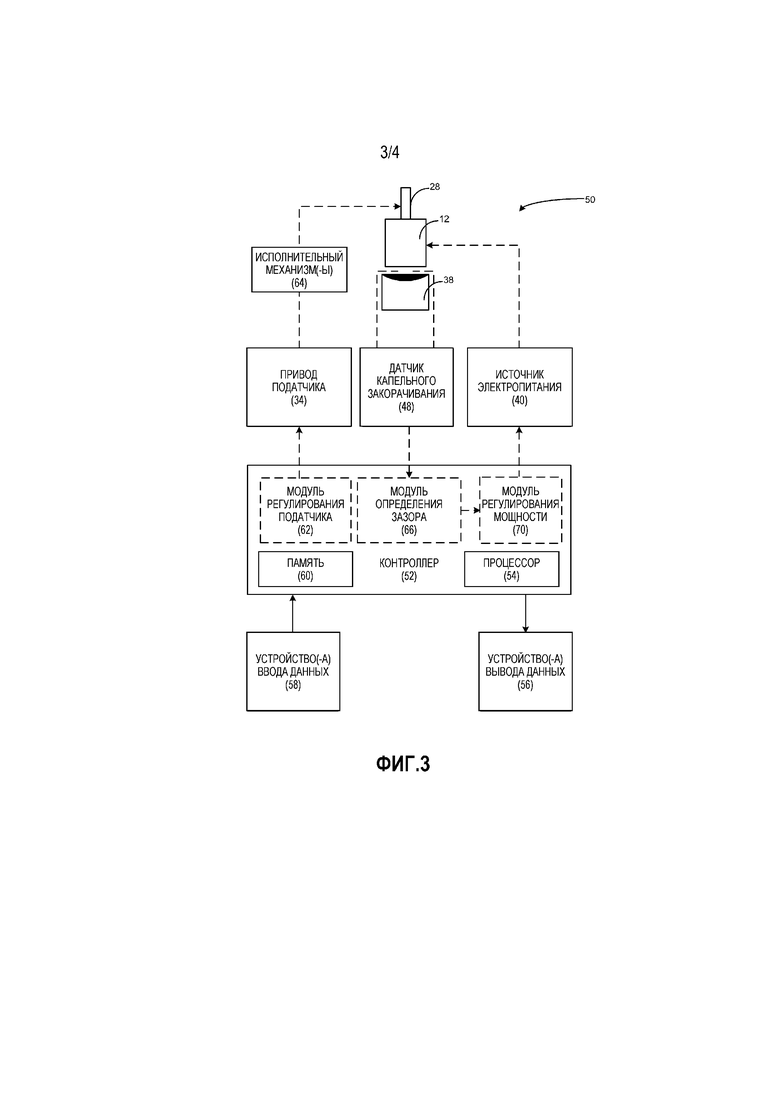
[0013] ФИГ. 3 представляет собой структурную схему системы для регулирования процесса VAR с использованием печи VAR по ФИГ. 1, в соответствии с ФИГ. 1 и 2 и вариантом воплощения настоящего раскрытия.
[0014] ФИГ. 4 представляет собой примерную блок-схему, иллюстрирующую способ для регулирования процесса VAR с использованием печи VAR, в соответствии с вариантом воплощения настоящего раскрытия.
[0015] Тогда как следующее подробное описание будет приведено применительно к определенным иллюстративным вариантам воплощения, следует понимать, что чертежи не обязательно приведены в масштабе, а раскрытые варианты воплощения иногда проиллюстрированы схематически и на частичных изображениях. В дополнение, в определенных случаях подробности, которые не являются необходимыми для понимания раскрытого предмета изобретения, или которые делают другие подробности слишком сложными для восприятия, могут быть опущены. Поэтому, следует понимать, что данное раскрытие не ограничено конкретными вариантами воплощения, раскрытыми и проиллюстрированными в настоящей работе, а скорее приведены для достаточно точного прочтения всего раскрытия и формулы изобретения, а также любых их эквивалентов.
Подробное описание
[0016] Вернемся теперь к чертежи, и с помощью специальной ссылки ФИГ. 1 укажем на то, что на ней схематически проиллюстрирована примерная печь 10 для вакуумно-дуговой переплавки (vacuum arc remelting, VAR). Печь 10 VAR может быть сконфигурирована для переплавки металла путем плавления электрода 12, состоящего из металла в плавильной камере 14 печи VAR 10. В плавильной камере 14, электрод 12 может быть расположен в тигле 16. В некоторых примерах тигель 16 может быть образован из меди, поскольку медь может дать желаемые термические характеристики и/или электропроводность; однако, состав тигля 16 конечно не ограничен медью и может быть образован из любого материала, который обеспечивает желаемые термические характеристики и/или электропроводность для процесса VAR.
[0017] В некоторых примерах, тигель 16 может охлаждаться, например, системой охлаждения 20. Система 20 охлаждения может, например, включать в себя источник 22 холодоносителя, который вводит охлаждающую жидкость в тигель 16 через один или более каналов 24 холодоносителя. Холодоноситель может покидать тигель 16 через выход 26 для холодоносителя, причем он может быть удален, либо охлажден, так что он его можно повторно вводить в тигель 16 в качестве холодоносителя через источник 22 холодоносителя. Холодоноситель может представлять собой, например, воду или любой водный холодоноситель; однако, холодоноситель конечно не ограничен водой или водным охладителем и может представлять собой любой надлежащий холодоноситель, сконфигурированный для охлаждения тигля 16 до, в ходе и/или после использования в процессе VAR.
[0018] Для позиционирования электрода 12 в печи 10 VAR и относительно тигля 16, печь 10 VAR может дополнительно включать в себя податчик 28, который функционально связан с электродом 12. Податчик 28 и электрод 12 может двигаться в вакуумной камере 30 печи VAR 10. Вакуумная камера 30 может быть откачана от примесей и/или для защиты от влияний состояния окружающей среды, для создания вакуумного уплотнения в вакуумной камере 30 и плавильной камере 14. Для откачки вакуумной камеры 30 может быть задействован источник 32 вакуума. Для передвижения податчика 28, а следовательно, и электрода 12, для позиционирования электрода 12 относительно тигля 16 может быть задействован привод 34 податчика. Привод 34 податчика может представлять собой любой подходящий движущий механизм, известный из уровня техники, который может быть применен для размещения электрода 12 через податчик 28. Например, привод 34 податчика может включать в себя, но конечно не ограничен, серводвигатель, привод с зубчатым редуктором, любой известный двигатель, поршневой привод с электромагнитным клапаном, гидравлический привод или любое из их сочетаний.
[0019] Привод 34 податчика может быть применен для позиционирования электрода 12 относительно плавильной ванны 36 слитка 38, причем слиток 38 переплавляют из металла электрода 12 в тигле 16. В ходе эксплуатации печи 10 VAR, источник 40 электропитания может пропускать относительно низкое напряжение и высокоамперный электрический ток через податчик 28 и электрод 12. В некоторых примерах такой ток может обладать относительно низким напряжением, приблизительно, 20-30 вольт, являясь высокоамперным током, например, 1 или более килоампер. Поскольку ток проходит к электроду 12, между кончиком 44 электрода 12 и плавильной ванной 36 слитка 38 образуется электрическая дуга 42. Электрическая дуга 42 изображена на увеличенном изображении на ФИГ. 2. При приложении тока к электроду 12 для создания электрической дуги 42, можно вызвать медленное расплавление электрода 12 в плавильную ванну 36.
[0020] Такое медленное плавление можно проводить в вакуумно-изолированной среде вакуумной камеры 30 и/или плавильной камеры 14. Ток, приложенный к электроду 12, может обладать отрицательным напряжением, тогда как слиток 38 и, таким образом, его плавильную ванну 36 можно удерживать при нулевом потенциале. В некоторых примерах, температуру слитка 38 можно контролировать с помощью системы 20 охлаждения, и поэтому, при охлаждении слитка 38 можно поддерживать ограниченную плавильную ванну 36, тогда как охлажденная часть слитка 38 остается твердой.
[0021] Поскольку приложенный ток вызывает расплавление металла электрода 12, расплавленный металл затем осаждается на слитке 38. Следовательно, из-за плавления, количество расплавленных материалов электрода 12 пропорционально количеству материалов, добавленных к слитку 38. Однако, поскольку электрод 12 обычно имеет меньший диаметр, чем диаметр тигля 16, и в свою очередь, слитка 38, податчик 28 может двигать электрод 12 к слитку 38 при скорости, превышающей скорость роста слитка 38.
[0022] Привод 34 податчика сконфигурирован для приведения в действие податчика 28 по направлению к слитку 38, при проведении переплавки. В ходе переплавки образуется дуговой зазор 46, который может быть задан как зазор между кончиком 44 электрода 12 и плавильной ванной 36 слитка 38. Дуговой зазор 46 следует поддерживать относительно постоянным на протяжении всех процессов VAR, для оптимального функционирования.
[0023] Однако, может быть неудобным или невозможным физически наблюдать за дуговым зазором 46 в ходе процесса VAR, с использованием печи 10 VAR, и поэтому дуговой зазор 46 может быть определен или выведен, исходя из других данных, которые более доступны. Например, так, как представлено на изображении дугового зазора 46, определение дугового зазора 46 можно осуществить, исходя из корреляции капельного закорачивания и/или частоты капельного закорачивания, вызванного электрической дугой 42 и длиной дуги. Частоту капельного закорачивания, вызванную электрической дугой 42, можно определить путем использования датчика 48 капельного закорачивания, который может представлять собой любой датчик, пригодный для определения частоты капельного закорачивания, вызванного электрической дугой 42, известный из уровня техники. Датчик 48 капельного закорачивания может включать в себя один или более датчиков, пригодных для определения напряжения на электрической дуге 42, тока через электрическую дугу 42, сопротивление через электрическую дугу 42 и/или любые другие данные, связанные с электрической дугой 42 и/или дуговым зазором 46, которые могут быть полезны при определении частоты капельного закорачивания, в течение периода времени, вызванного электрической дугой 42. В некоторых примерах датчик 48 капельного закорачивания может определять капельное закорачивание, исходя из измерений напряжения электрической дуги 42. Дополнительно или в качестве альтернативы, такие измерения напряжения могут быть поданы на контроллер 52 датчиком 48 капельного закорачивания, причем контроллер 52 затем определяет частоту капельного закорачивания электрической дуги 42. Датчик 48 капельного закорачивания может быть использован как часть или в сочетании с системой 50 управления, включающей в себя контроллер 52, сконфигурированный для регулирования процесса VAR печи 10 VAR, который схематически изображен на ФИГ. 3 и более подробно описан ниже.
[0024] Система 50 может включать в себя контроллер 52, который включает в себя, по меньшей мере, процессор 54. Контроллер 52 может представлять собой любой электронный контроллер или вычислительную систему, включающую в себя процессор, который работает для выполнения операций, исполнения алгоритмов управления, хранения данных, извлечения данных, сбора данных и/или выполнения любой другой желаемой задачи по вычислению или регулированию. Контроллер 52 может представлять собой одиночный контроллер или может включать в себя более одного контроллера, установленного для взаимодействия с одним или более из привода 34 податчика, источника 40 электропитания, датчика 48 капельного закорачивания и (не обязательно) устройства (устройств) 56 вывода данных и/или устройства (устройств) 58 ввода данных. Устройство (устройства) 58 ввода данных может быть воплощено, например, в виде клавиатуры, мыши, сенсорного экрана, сенсорного планшета, трекбола и/или системы распознавания голоса. Например, Устройство (устройства) 58 ввода данных может включать в себя любое проводное или беспроводное устройство для соединения вводимых данных с контроллером 52. Устройство (устройства) 28 вывода данных может включать в себя одно или более из аудиоустройства вывода данных, видеоустройства вывода данных, сенсорного устройства вывода данных или любых их сочетаний.
[0025] Функциональные средства контроллера 52 могут быть воплощены в аппаратном и/или программном обеспечении и могут опираться на одну или более карт данных. Для этой цели, контроллер 52 может включать в себя или быть связанным с памятью 60, которая может представлять собой одну или обе из внутренней памяти и внешней памяти, такой как база данных или сервер. Память 60 может включать в себя, но не быть ограниченной, одно или более из постоянного запоминающего устройства (read only memory, ROM), оперативного запоминающего устройства (random access memory, RAM), переносной памяти, и т.п. Такие носители памяти являются примерами не промежуточных носителей памяти.
[0026] Для управления скоростью податчика 28 в ходе процесса VAR в печи 10 VAR, контроллер 52 может исполнять модуль 62 регулирования податчика. Модуль 62 регулирования податчика может представлять собой машиночитаемые команды, исполняемые процессором 54 и, например, хранящиеся в памяти 60. Модуль 62 регулирования податчика может определять скорость податчика, необходимую для текущего процесса VAR. В некоторых примерах, скорость податчика можно определять, исходя из желаемой скорости плавления для электрода 12 в ходе процесса VAR. Например, скорость податчика может динамически меняться модулем 62 регулирования податчика, для изменения скорости плавления электрода 12, для достижения желаемой скорости плавления.
[0027] Исходя из определенной скорости податчика, модуль 62 регулирования податчика может регулировать скорость податчика 28, подавая команды по скорости податчика на привод 34 податчика. В некоторых примерах, привод 34 податчика может приводить в действие исполнительные механизмы 64, которые должны размещать и/или перемещать податчик 28, исходя из команд по скорости податчика.
[0028] Для определения и/или оценки текущего дугового зазора 46 в ходе процесса VAR печи 10 VAR, контроллер 52 может исполнять модуль 66 определения зазора. Модуль 66 определения зазора может принимать входной сигнал от датчика 48 капельного закорачивания. Используя известные корреляции между частотой капельного закорачивания и длиной дугового зазора, модуль 66 определения зазора может определять в режиме реального времени длину дугового зазора 46. В некоторых примерах, модуль 66 определения зазора может определять в режиме реального времени длину дугового зазора, исходя из корреляции длины дугового зазора и частоты капельного закорачивания, которые в некоторых примерах могут быть определены из измерений напряжения дуги 42.
[0029] При переносе металла электрода 12 от электрода 12 к слитку 38, в дуговом зазоре 46 происходит образование и разрушение расплавленных металлических столбов, например, столба 68, изображенного на ФИГ. 2. Такие столбы образуют мост низкого сопротивления между электродом 12 и слитком 38, что вызывает капельное закорачивание. Капельное закорачивание может вызвать мгновенное гашение электрической дуги 42, что приводит к падению напряжения дуги, которое контролируется датчиком 48 капельного закорачивания. Такие падения напряжения можно контролировать в течение периода времени для определения частоты капельного закорачивания для процесса VAR. Как известно в уровне техники, частота капельного закорачивания и длина дугового зазора тесно связаны между собой; поэтому, исходя из такой корреляции (корреляций), модуль 66 определения зазора может определять в режиме реального времени длину для дугового зазора 46.
[0030] Длина дугового зазора в режиме реального времени может быть использована модулем 70 регулирования мощности для регулирования и/или изменения уровня мощности, подаваемой на электрод 12. Модуль 70 регулирования мощности может работать при базовом уровне мощности, который может быть основан на заданном уровне мощности для данного процесса VAR и может храниться в памяти 60 или может быть введен из устройства (устройств) 58 ввода данных. Модуль 70 регулирования мощности может изменять входную мощность, подаваемую на электрод 12, относительно базового уровня мощности, если длина дугового зазора в режиме реального времени, полученная из модуля 66 определения зазора, указывает на то, что длина дугового зазора в режиме реального времени отлична от желаемой длины дугового зазора для текущего процесса VAR. Если длина дугового зазора в режиме реального времени отлична от желаемой длины дугового зазора, то модуль регулирования мощности может подавать команды на источник 40 электропитания, для повышения или снижения уровня мощности, а следовательно, снижения или повышения длины дугового зазора дугового зазора 46. Например, если дуговой зазор определен в режиме реального времени как маленький по отношению к желаемой длине дугового зазора, то модуль 70 регулирования мощности может повысить входную мощность, подаваемую на электрод 12 источником 40 электропитания, что будет приводить к расплавлению большего количества металла из электрода 12 за единицу времени, и вследствие более быстрого плавления металла приведет к повышению длины дугового зазора, по сравнению с требуемой желаемой длине дугового зазора. В качестве альтернативы, если текущий дуговой зазор определен как слишком большой относительно желаемой длиной дугового зазора, то модуль 70 регулирования мощности может снизить уровень мощности, подаваемой на электрод 12 источником 40 электропитания, что приведет к расплавлению меньшего количества металла из электрода 12 за единицу времени, и вследствие более медленного расплавления металла в течение периода времени приведет к понижению длины дугового зазора, по сравнению с требуемой желаемой длиной дугового зазора.
[0031] Для надлежащего формирования слитка 38 с оптимальными металлургическими свойствами, система 50 управления может быть использована в сочетании с печью 10 VAR. Система 50 может быть использована в дополнение или в сочетании со способом 100 для регулирования процесса VAR, с использованием печи 10 VAR. Способ 100 разъяснен блок-схемой по ФИГ. 4. Тогда как описание способа 100, представленного ниже, ссылается на элементы системы 50 и печь 10 VAR, способ 100 может быть исполнен с использованием альтернативных элементов, и его не следует рассматривать как ограниченный исполнение посредством системы 50 и/или ее компонентов.
[0032] Способ 100 может начинаться генерированием электрической дуги 42 между кончиком электрода 44 и плавильной ванной 36, с использованием источника 40 электропитания, как изображено на блоке 110. Например, при использовании привода 34 податчика, податчик может быть приведен в действие при скорости податчика, как изображено на блоке 120. Скорость податчика может быть сконфигурирована для достижения желаемой скорости плавления для электрода 12, как обсуждалось выше. Способ 100 может дополнительно включать в себя определение частоты капельного закорачивания электрической дуги 42, в течение периода времени, с использованием датчика капельного закорачивания 48, как изображено на блоке 130.
[0033] Исходя, по меньшей мере, из частоты капельного закорачивания, способ 100 может определять в режиме реального времени длину дугового зазора между кончиком электрода 44 и плавильной ванной 36, исходя из корреляции между частотой капельного закорачивания и длиной дугового зазора, как изображено на блоке 150.
[0034] Способ 100 может включать в себя определение уровня входной мощности, подаваемой на электрод 12, исходя из длины дугового зазора в режиме реального времени, причем уровень входной мощности сконфигурирован для генерирования желаемой длины дугового зазора между кончиком электрода 44 и плавильной ванной 36 при передаче мощности источником 40 электропитания на уровне входной мощности, как изображено на блоке 160. В некоторых примерах, определение уровня входной мощности, подаваемой на электрод 12, исходя из длины дугового зазора в режиме реального времени, может включать в себя определение понижения мощности источника 40 электропитания, если длина дугового зазора в режиме реального времени больше, чем желаемая длина дугового зазора. Дополнительно или в качестве альтернативы, определение уровня входной мощности, подаваемой на электрод 12, исходя из длины дугового зазора в режиме реального времени, может включать в себя определение повышения мощности источника 40 электропитания, если длина дугового зазора в режиме реального времени меньше, чем желаемая длина дугового зазора. Исходя из уровня входной мощности, способ 100 может регулировать входную мощность, подаваемую на электрод 12, с использованием источника 40 электропитания, как изображено на блоке 170.
Промышленная применимость
[0035] Как правило, вышеприведенное раскрытие находит свое применение в различных областях промышленности, включающих в себя, но не ограниченных, металлургическую очистку, и в частности, изготовление слитков с использованием процессов переплавки. При использовании систем и способов, раскрытых в настоящей работе, в ходе процесса VAR может быть достигнута большая чистота и/или структурная целостность металла. Кроме того, при использовании систем управления и мощностных способов регулирования дугового зазора, раскрытых в настоящей работе, надлежащий контроль дугового зазора может быть достигнут при использовании печей VAR, имеющих тигли с большими внутренними диаметрами, для получения слитков больших диаметров.
[0036] Например, как показано на ФИГ. 1, тигель 16 может иметь внутренний диаметр 72, который соответствует диаметру слитка 38, полученного в тигле. В некоторых примерах, внутренний диаметр 72 может составлять более 750 миллиметров. В некоторых таких примерах, внутренний диаметр 72 может находиться в диапазоне 1000-1100 миллиметров. При выполнении процессов VAR для создания слитков, обладающих такими повышенными диаметрами, скорость регулирования податчика для корректировки и/или поддержания дугового зазора 46 может быть практически нецелесообразной или сложной. Поэтому, системы управления согласно уровню техники, которые корректировали дуговой зазор путем изменения скорости податчика, могут не подходить для регулирования дугового зазора в ходе процесса VAR, в котором полученные слитки обладают такими большими размерами. Следовательно, системы и способы, раскрытые в настоящей работе, обеспечивают больший контроль дугового зазора, и в свою очередь, самого процесса VAR, за счет регулирования дугового зазора, исходя из входной мощности, источником 40 электропитания, а не, или в дополнение к изменению скорости податчика.
[0037] Следует учитывать, что настоящее раскрытие обеспечивает системы управления вакуумно-дуговой переплавкой, способы регулирования VAR, печи VAR, а точнее, системы управления и способы VAR, сконфигурированные для регулирования дугового зазора, исходя из входной мощности. Тогда как здесь были изложены только определенные варианты воплощения, альтернативные варианты и модификации должны быть ясны специалистам в данной области техники из вышеприведенного описания. Эти и другие альтернативные варианты должны рассматриваться как эквивалентные и попадающие рамки сущности и объема данного раскрытия и прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БАЗОВОГО β-γ-TiAl-СПЛАВА | 2010 |
|
RU2490350C2 |
| СПОСОБ ПРОИЗВОДСТВА УДЛИНЕННЫХ ИЗДЕЛИЙ ИЗ ТИТАНА | 2010 |
|
RU2541251C2 |
| Система автоматического управления электрическим режимом плавильного агрегата с двумя источниками электронагрева с использованием интеллектуального датчика контроля агрегатного состояния расплавляемого металла | 2016 |
|
RU2630160C2 |
| СПОСОБ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395596C2 |
| СПОСОБ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227167C1 |
| ЭЛЕКТРОДУГОВАЯ ПЛАВИЛЬНАЯ ПЕЧЬ, ЭЛЕКТРОДНЫЙ УЗЕЛ И СПОСОБ ЭЛЕКТРОДУГОВОЙ ПЛАВКИ | 2000 |
|
RU2184160C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2004 |
|
RU2278176C1 |
| КОМПАКТНЫЙ УЗЕЛ ИНДУКЦИОННЫХ КАТУШЕК ДЛЯ СИСТЕМЫ ВАКУУМНО-ДУГОВОГО ПЕРЕПЛАВА | 2018 |
|
RU2751614C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2008 |
|
RU2375473C1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ ГРАНУЛ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСХОДНОЙ РАСХОДУЕМОЙ ЗАГОТОВКИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2008 |
|
RU2413595C2 |



Изобретение относится к системе управления вакуумно-дуговым переплавом (VAR) металла в вакуумно-дуговой печи. Система содержит источник электропитания постоянного тока, податчик электрода, привод податчика, датчик капельного закорачивания и контроллер, который включает процессор. Датчик капельного закорачивания выполнен с возможностью измерения частоты капельного закорачивания электрической дуги в течение периода времени. Контроллер выполнен с возможностью определения в режиме реального времени длины дугового зазора между кончиком электрода и плавильной ванной, исходя из корреляции между частотой капельного закорачивания и длиной дугового зазора. Контроллер сконфигурирован для регулирования входной мощности, подаваемой на электрод источником электропитания постоянного тока, путем определения уровня входной мощности, подаваемой на вход электрода, исходя из длины дугового зазора в режиме реального времени, уровня входной мощности, сконфигурированного для генерирования желаемой длины дугового зазора, источником электропитания постоянного тока, на уровне входной мощности. Раскрыты также способ регулирования вакуумно-дуговым переплавом в вакуумно-дуговой печи и печь. Обеспечивается повышение точности регулирования скорости податчика при динамическом регулировании и/или поддержании дугового зазора с повышением точности регулирования дугового зазора. 3 н. и 11 з.п. ф-лы, 4 ил.
1. Система управления вакуумно-дуговой переплавкой (VAR) металла в печи для вакуумно-дуговой переплавки (VAR), содержащей тигель для получения слитка металла, податчик, функционально связанный с электродом, образованным из переплавляемого металла, вакуумную камеру и источник вакуума, связанный с вакуумной камерой, причем система содержит:
- источник электропитания постоянного тока (DC), функционально связанный с электродом и выполненный с возможностью создания электрической дуги между кончиком электрода и плавильной ванной слитка;
- привод податчика, функционально связанный с податчиком и выполненный с возможностью приведения в действие податчика;
- датчик капельного закорачивания, выполненный с возможностью измерения частоты капельного закорачивания электрической дуги в течение периода времени; и
- контроллер, включающий в себя процессор, функционально связанный с источником электропитания постоянного тока, приводом податчика и датчиком капельного закорачивания, причем контроллер выполнен с возможностью:
- определения в режиме реального времени длины дугового зазора между кончиком электрода и плавильной ванной, с использованием частоты капельного закорачивания в течение периода времени, измеренного датчиком капельного закорачивания, с использованием модуля определения зазора, причем модуль определения зазора в режиме реального времени определяет длину дугового зазора, исходя из корреляции между частотой капельного закорачивания и длиной дугового зазора,
- регулирования скорости податчика, с использованием модуля регулирования податчика, причем модуль регулирования податчика определяет скорость податчика для вакуумно-дуговой переплавки (VAR), причем скорость податчика сконфигурирована с возможностью достижения желаемой скорости плавления электрода и подачи команд на привод податчика для приведения в действие податчика, исходя из скорости податчика, и
- регулирования входной мощности, подаваемой на электрод источником электропитания постоянного тока, с использованием модуля регулирования мощности, причем модуль регулирования мощности сконфигурирован для определения уровня входной мощности, подаваемой на электрод, исходя из длины дугового зазора в режиме реального времени, при этом уровень входной мощности установлен для генерирования желаемой длины дугового зазора между кончиком электрода и плавильной ванной при передаче мощности источником электропитания постоянного тока на уровне входной мощности.
2. Система управления по п. 1, в которой модуль регулирования мощности сконфигурирован для снижения мощности источника электропитания постоянного тока, если длина дугового зазора в режиме реального времени больше, чем желаемая длина дугового зазора.
3. Система управления по п. 1, в которой модуль регулирования мощности сконфигурирован для повышения мощности источника электропитания постоянного тока, если длина дугового зазора в режиме реального времени меньше, чем желаемая длина дугового зазора.
4. Система управления по п. 1, в которой внутренний диаметр тигля соответствует диаметру слитка, причем внутренний диаметр больше или равен 750 миллиметрам.
5. Система управления по п. 1, в которой внутренний диаметр тигля соответствует диаметру слитка, причем внутренний диаметр находится в диапазоне 1000-1100 миллиметров.
6. Способ управления вакуумно-дуговой переплавкой (VAR) в печи для вакуумно-дуговой переплавки (VAR), содержащей тигель, в котором создают слиток, образованный из металла, податчик, функционально связанный с электродом, образованным из переплавляемого металла, вакуумную камеру и источник вакуума, связанный с вакуумной камерой, причем способ включает:
- генерирование электрической дуги между кончиком электрода и плавильной ванной слитка с использованием источника электропитания постоянного тока (DC), функционально связанного с электродом,
- приведение в действие податчика с использованием привода податчика, функционально связанного с податчиком, при скорости податчика, сконфигурированной для достижения желаемой скорости плавления электрода,
- определение частоты капельного закорачивания электрической дуги в течение периода времени с использованием датчика капельного закорачивания,
- определение длины дугового зазора в режиме реального времени между кончиком электрода и плавильной ванной с использованием частоты капельного закорачивания в течение периода времени, исходя из корреляции между частотой капельного закорачивания и длиной дугового зазора,
- определение уровня входной мощности, подаваемой на электрод, исходя из длины дугового зазора в режиме реального времени, причем уровень входной мощности установлен для генерирования желаемой длины дугового зазора между кончиком электрода и плавильной ванной при передаче мощности источником электропитания постоянного тока на уровне входной мощности, и
- регулирование входной мощности, подаваемой на электрод источником электропитания постоянного тока, исходя из уровня входной мощности.
7. Способ по п. 6, в котором определение уровня входной мощности, подаваемой на электрод исходя из текущей длины дугового зазора, включает определение понижения мощности источника электропитания постоянного тока, если длина дугового зазора в режиме реального времени больше, чем желаемая длина дугового зазора.
8. Способ по п. 6, в котором определение уровня входной мощности, подаваемой на электрод исходя из текущей длины дугового зазора, включает определение повышения мощности источника электропитания постоянного тока, если длина дугового зазора в режиме реального времени меньше, чем желаемая длина дугового зазора.
9. Печь для вакуумно-дуговой переплавки (VAR) металла, содержащая:
- тигель, в котором создают слиток, образованный из металла,
- податчик, функционально связанный с электродом, образованным из переплавляемого металла,
- вакуумную камеру,
- источник вакуума, связанный с вакуумной камерой,
- источник электропитания постоянного тока (DC), функционально связанный с электродом и сконфигурированный для получения электрической дуги между кончиком электрода и плавильной ванной слитка,
- привод податчика, функционально связанный с податчиком и сконфигурированный для приведения в действие податчика,
- датчик капельного закорачивания, сконфигурированный для измерения частоты капельного закорачивания электрической дуги в течение периода времени, и
- контроллер, включающий процессор, функционально связанный с источником электропитания постоянного тока, приводом податчика и датчиком капельного закорачивания, причем контроллер сконфигурирован для:
- определения в режиме реального времени длины дугового зазора между кончиком электрода и плавильной ванной, с использованием частоты капельного закорачивания электрической дуги в течение периода времени, измеренного датчиком капельного закорачивания, путем определения длины дугового зазора в режиме реального времени, исходя из корреляции между частотой капельного закорачивания и длиной дугового зазора,
- регулирования скорости податчика путем определения скорости податчика для вакуумно-дуговой переплавки (VAR), причем скорость податчика сконфигурирована для достижения желаемой скорости плавления для электрода, и подачи команд на привод податчика для приведения в действие податчика, исходя из скорости податчика, и
- регулирования входной мощности, подаваемой на электрод источником электропитания постоянного тока, путем определения уровня входной мощности, подаваемой на электрод, исходя из длины дугового зазора в режиме реального времени, причем уровень входной мощности установлен для генерирования желаемой длины дугового зазора между кончиком электрода и плавильной ванной при передаче мощности источником электропитания постоянного тока на уровне входной мощности.
10. Печь по п. 9, которая имеет систему охлаждения, сконфигурированную для охлаждения слитка в тигле в ходе вакуумно-дуговой переплавки (VAR).
11. Печь по п. 9, в которой внутренний диаметр тигля соответствует диаметру слитка, причем внутренний диаметр больше или равен 750 миллиметрам.
12. Печь по п. 9, в которой внутренний диаметр тигля соответствует диаметру слитка, причем внутренний диаметр находится в диапазоне 1000-1100 миллиметров.
13. Печь по п. 9, в которой регулирование входной мощности контроллером включает в себя понижение мощности источника электропитания постоянного тока, если текущая длина дугового зазора больше, чем желаемая длина дугового зазора.
14. Печь по п. 9, в которой регулирование входной мощности контроллером включает в себя повышение мощности источника электропитания постоянного тока, если текущая длина дугового зазора меньше, чем желаемая длина дугового зазора.
| US 4797897 A, 10.01.1989 | |||
| US 5930284 A, 27.07.1999 | |||
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ФЕРРОТИТАНА ПУТЕМ ЭЛЕКТРОДУГОВОГО ПЛАВЛЕНИЯ ТИТАНСОДЕРЖАЩЕГО МАТЕРИАЛА ПОД СЛОЕМ ЗАЩИТНОГО ФЛЮСА | 2007 |
|
RU2398908C2 |
| СПОСОБ ДЛЯ ПЛАВЛЕНИЯ И ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ "КАРУСЕЛЬНАЯ ПЛАВКА И ДОННЫЙ СЛИВ - КПДС" | 2002 |
|
RU2291209C2 |

