Настоящее изобретение относится к способам изготовления направленных ответвителей.
Предлагаемый способ отличается от известных тем, что через трафарет на предварительно омедненную форму из нержавеющей стали гальванически наносят медь, надевают на один конец формы отрезок изогнутого волновода, изготовленного гальваническим ,нием никеля на вытравливаемую алюминиевую оправку, гальванически покрывают форму слоем никеля, сощлифовывают никель до вскрытия медных выступов, нанесенных через трафарет и соответствующих отверстиям связи, удаляют форму, стравливают медь в растворе хромового ангидрида и гальванически сращивают отрезок изогнутого вол}1овода с отверстиями связи с предварительно изготовленным вторым отрезком волновода ответвителя.
Применение такого способа повышает точность работы элеме{1тов связи.
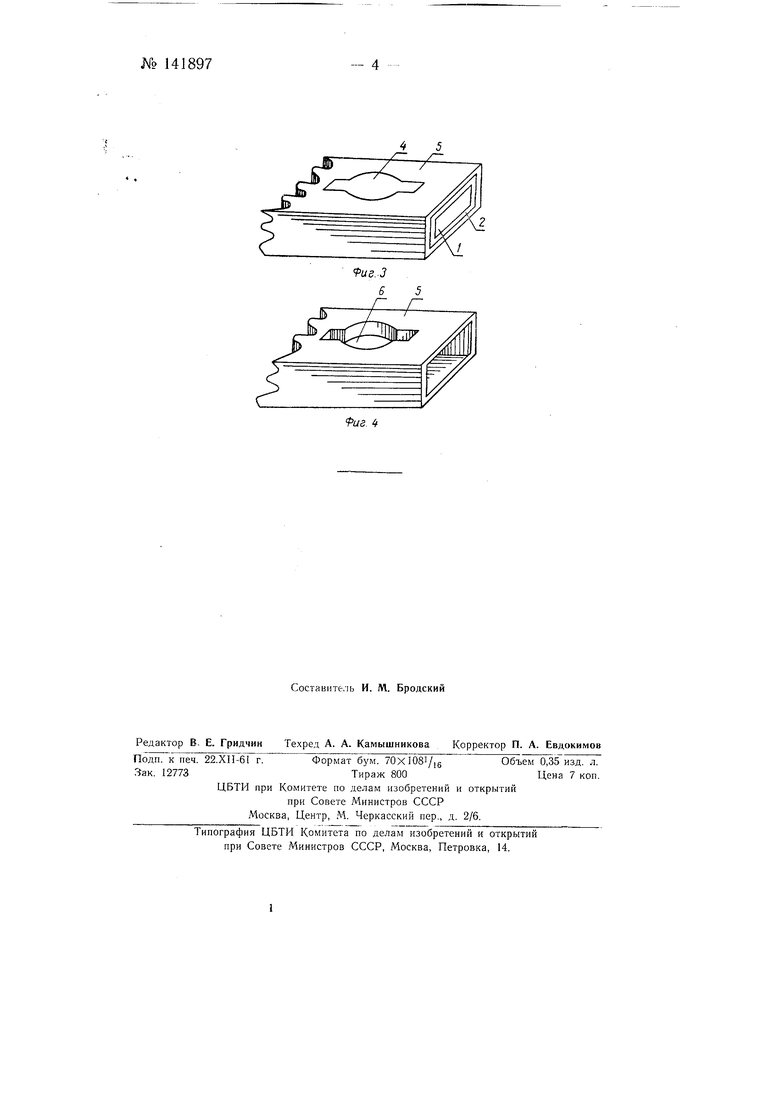
Па фиг. 1, 2, 3 и 4 изображены последовательные стадии изготовления волновода.
Направленные ответвители представляют собой два волновода, скрепленные между собой по щирокой или узкой стороне. В смежной стенке волноводов имеются отверстия связи, количество которых, их расположение и размеры, а также толщина смежной стенки определяют параметры направленного ответвителя.
При изготовлении ответвителей вначале форма I их хромоннкелиевой стали омедняется, а затем на слой 2 меди толщиной 10-20 мк наносится медь гальванически через трафарет 3.
Яо 141897-- 2 1
При ,йа, образуются медные выступы 4, соответствующие размерами кой игурации будущих отверстий связи.
Hk один коне1Лф€рм1 -фдевается .отдельно изготовленный путем гальваЬчческого наращ в|ни 1 никеля на вытравляемую алюминиевую оправкуизгибвЪлнбЬода, поале чего форма гальванически покрывается слоем |К икеля- «(|дац(Щ толщины. Затем со стороны выступов никель сощли(|10В1лв.а;§х.д.,..1Ю.-.получе-йия требуемой толщины смежной стенки волновода. При этом вскрываются медные выступы 4. Из полученного таким образом волновода форма из нержавеющей стали удаляегся механически, а медь внутри волновода и в отверстиях 6 связи удаляется в растворе хромового ангидрида.
Второй волновод ответвителя также изготовляется на возвратной форме из нержавеющей стали путем гальванического нанесения никеля. При этом одна сторона формы перед нанесением никеля на участке, необходимом для дальнейщего соединения волноводов, покрывается цапоновым лаком.
Оба волновода ответвителя вначале складываются вместе так, чтобы стенка с отверстиями связи первого волновода оказалась общей для обоих волноводов, а затем они скрепляются между собой несколькими витками медной проволоки и помещаются в ванну для наращивания меди. Медь наращивается одновременно на оба волновода до толщины порядка 2 мм, что обеспечивает вполне достаточную механическую прочность ответвителя. Фланцы ответвителя припаиваются после наружной опиловки.
Изготовление внутренних поверхностей ответвителя из никеля и отсутствие паяных швов обеспечивает постоянство во времени параметров ответвителя и ликвидирует необходимость антикоррозийных пок)ытий внутренних поверхностей волновода. Кроме того, больщая механическая прочность никеля (примерно в три раза прочнее меди) дает возможность применять более тонкую смежную стенку волновода с отверстиями связи, что упрощает изготовление ответвителей с малым переходным ослаблением и их расчет.
Потери в никелевом волноводе в миллиметровом диапазоне всего в два раза больще, чем у медного волновода, что практически не ухудщает качества ответвителя.
Для наращивания меди и никеля применяются ванны сгандартиого состава и режима работы:
а)для наращивания меди
медь сернокислая200-250 г/л
серная кислота 60-70
спирт 5-8
температура 18-25°
плотность тока 3-5
б)для наращивания никеля
никель сернокислый240 г/л
натрий хлористый 20
борная кислота 30
рН5,6-6
температура 45-50°
плотность тока 4-5 А/дм
Для устранения механических деформаций слоя никеля исобходимо подерживать температуру ванны при наращивании в пределах ±1.
Перерывы тока недопустимы.
Медь удаляется химически в ванне, состоящей из водного оаствора хромового ангидрида 100 и 20 г/л серной кислоты.
Способ, согласно изобретению, обеспечивает высокую точность получения отверстий связи, что весьма важно и трудно достижимо на волноводах миллиметрового диапазона.
Описываемый способ, обладая рядом преимуществ перед механическим способом изготовления, может быть использован при получении, ответвителей для исследовательских и опытных работ.
Предмет изобретения
Способ изготовления направленных ответвителей, о1личающ и и с я тем, что, с целью повышения точности изготовления элементов связи, через трафарет на предварительно омедненную форму из чержавеющей стали гальванически наносят медь, надевают на один к(лтец формы отрезок изогнутого волновода, изготовленного гальваническим нараашванием никеля на вытравливаемую алюминиевую оправку, .ванически покрывают форму слоем иикеля, сошлифовывают никель до вскрытия медных выступов, нанесенных через трафарет и соствегсгвующих отверстиям связи, удаляют форму, стравливают медь в растворе хромового ангидрида и гальванически сращивают отрезок изогнутого волновода с отверстиями связи с предварительно изготовленным вторым отрезком волновода ответвителя.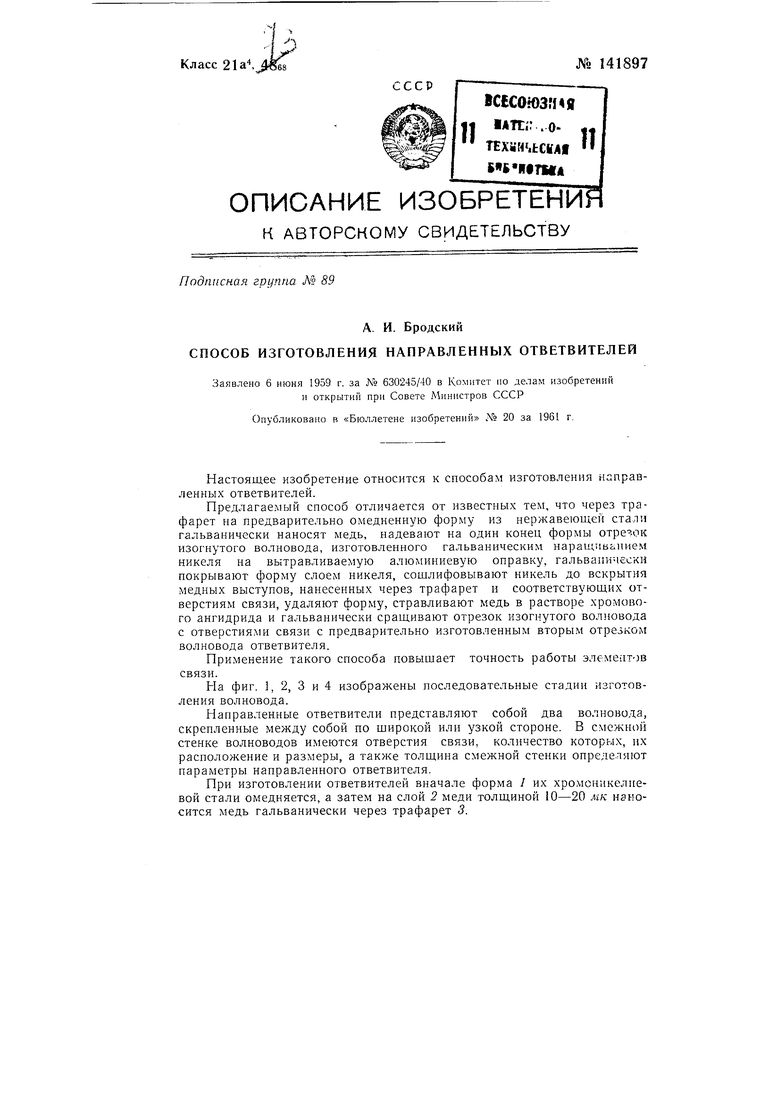

| название | год | авторы | номер документа |
|---|---|---|---|
| Каталитический лак для изготовления печатных схем | 1977 |
|
SU893136A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДОВ МИЛЛИМЕТРОВОГО ДИАПАЗОНА | 2014 |
|
RU2560804C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2006 |
|
RU2307486C1 |
| Способ изготовления сетчатых металлических трафаретов | 1975 |
|
SU570659A1 |
| Способ получения наностержней никеля с регулируемым аспектным отношением | 2020 |
|
RU2724264C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2003 |
|
RU2246558C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 1995 |
|
RU2121531C1 |
| КАТОД ДЛЯ ПОЛУЧЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМА | 1994 |
|
RU2086711C1 |
| Способ повышения проницаемости пор углеграфитовой заготовки | 2018 |
|
RU2688531C1 |
| Способ повышения проницаемости пор углеграфитовой заготовки | 2018 |
|
RU2688523C1 |