Изобретение относится к порошковой металлургии, в частности к способам получения сверхтвердого композиционного материала, используемого при изготовлении лезвийного режущего инструмента для обработки стали.
Цель изобретения - повышение режущей способности и увеличение выхода годного.
Предложенный способ включает в себя воздействие высоким давлением и температурой на порошок нитрида бора, металлизированный двухслойным покрытием, состоящим из слоя металла из группы Fe, Ni, Co и слоя Сu, масса которого составляет 1,5-2,5 мас. % массы сверхтвердого порошка, и находящийся над слоем спрессованного в таблетку металлического связующего, состоящего из однородной смеси порошков сплава Тi-Cu - металл из группы Fe, Ni, Co и порошка Al в соотношении: сплав Ti-Cu - металл из группы Fe, Ni, Co 95-80 мас. % , Al - остальное. Диаметр таблетки составляет 0,7-0,95 от диаметра графитового нагревателя, используемого для осуществления способа. Кроме того, над слоем кубического нитрида бора располагают слой порошкообразной изоляции из карбида бора при отношении слоев металлического связующего и нитрида бора к слою порошкообразной изоляции 2-4, а воздействие давлением и температурой осуществляют при ступенчатом возрастании давления.
Предложенный способ иллюстрируется следующими примерами.
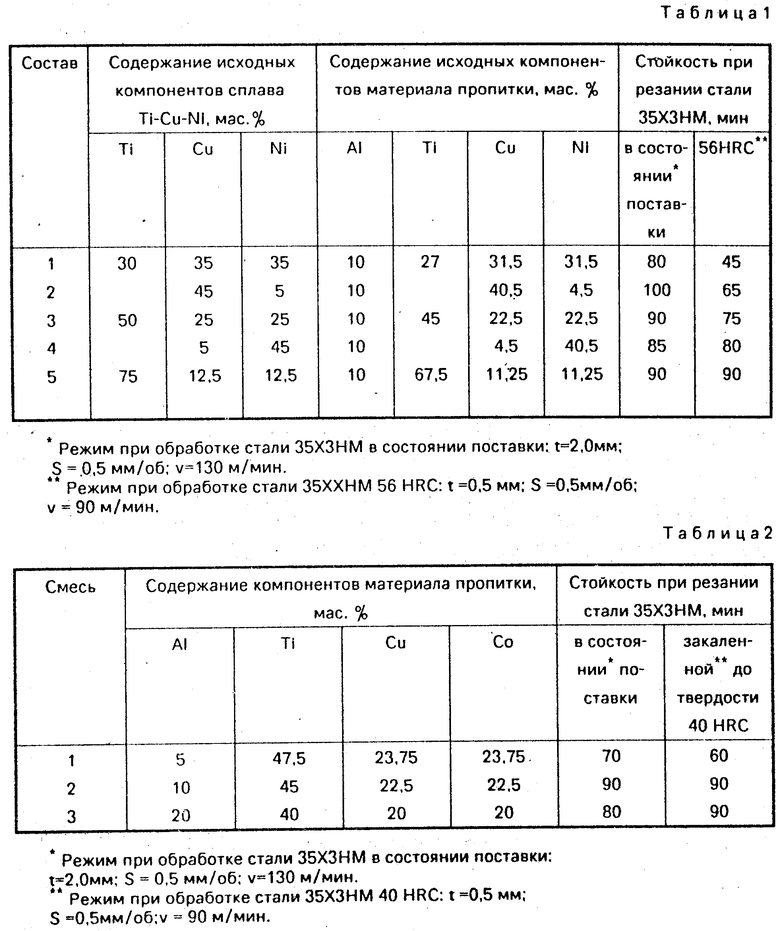
П р и м е р 1. Графитовый нагреватель был выполнен в форме стаканчика. Внутреннюю поверхность графитового нагревателя изолирована от содержимого, для чего внутрь стаканчика помещали слой слюды и гексагонального нитрида бора. Готовили сплавы Ti-Cu - Ni с содержанием Ti 30, 50, 75 мас. % . Изменяли и относительное содержание Cu и Ni в указанных сплавах. Сплавы измельчали до дисперсности порошка алюминия и смешивали с ним в соотношении 90 мас. % сплава Ti-Cu-Ni и 10 мас. % Al. Полученную смесь прессовали в таблетку, диаметр которой составлял 0,85 диаметра нагревателя, и располагали на дне графитового нагревателя. Сверхтвердый порошок кубического нитрида бора с размером зерна 20 мкм покрывали сначала Ni, затем медью в количестве 10 мас. % и помещали в графитовый нагреватель на таблетку материала пропитки. На слой металлизированного порошка кубического нитрида бора помещали порошок карбида бора, причем объемное отношение слоев порошка кубического нитрида бора и материала пропитки к слою карбида бора составило 3. Приготовленный графитовый нагреватель помещали в аппарат высокого давления и температуры и подвергали воздействию давления ≈30 кбар при ступенчатом возрастании прессующего усилия и воздействию температуры, достаточной для расплавления металлического связующего. После изотермической выдержки температуру понижали до комнатной, давление до атмосферного. Из полученных композитов были приготовлены пластины для резцов. Резцы из композитов, полученных с применением указанных составов материала пропитки были испытаны на стали 35Х3НМ как незакаленной (в состоянии поставки), так и закаленной до твердости 56 HRC. Результаты испытаний сведены в табл. 1. Отмечается значительное увеличение стойкости резцов из композитов при увеличении содержания титана в исходном материале пропитки при обработке стали 35Х3НМ, закаленной до твердости 56 HRC. При одинаковом содержании титана с увеличением относительного содержания меди возрастает стойкость резцов при обработке незакаленной стали.
П р и м е р 2. Графитовый нагреватель, выполненный в форме стаканчика, был изолирован от содержимого слоем слюды и гексагонального нитрида бора. Был приготовлен сплав Ti-Cu-Co с содержанием титана 50 мас. % и измельчен до дисперсности порошка алюминия. Были приготовлены смеси указанного сплава с алюминием в соотношениях:
90 мас. % сплава + 5 мас. % алюминия;
90 мас. % сплава + 10 мас. % алюминия;
80 мас. % сплава + 20 мас. % алюминия.
Полученные смеси были спрессованы в таблетки, диаметр которых составлял 0,85 диаметра нагревателя. Таблетку смеси располагали на дне графитового нагревателя, а сверху помещали кубический нитрид бора, металлизированный двухслойным покрытием Со и Сu в количестве 10 мас. % . Затем помещали порошок карбида бора. Объемное отношение слоев кубического нитрида бора и материала пропитки к слою порошка карбида бора составляло 3. Заполненный графитовый нагреватель помещали в аппарат высокого давления и температуры и при ступенчатом возрастании прессующего усилия поднимали давление до ≈ 3 кбар и температуру до 1200оС. После выдержки и снятия давления и температуры получали композит. Процент выхода годных композитов первого состава 60-70% , что неприемлемо. Процент выхода годных оставшихся составов 85-90% . Лучшие режущие свойства были у состава 90 мас. % сплава + 10 мас. % алюминия как при обработке закаленной стали, так и стали в состоянии поставки. Результаты испытаний сведены в табл. 2.
П р и м е р 3. Графитовый нагреватель был выполнен в форме стаканчика, внешний диаметр графитового нагревателя 20 мм, внутренний 16 мм. На дно графитового нагревателя помещают изоляцию в виде гексагонального нитрида бора, по боковой поверхности помещают слюду. Смесь сплава Ti - Cu - Fe (с содержанием титана 50 мас. % ) с алюминием прессуют в таблетки диаметром:
0,95 диаметра графитового нагревателя (15,2 мм);
0,85 диаметра графитового нагревателя (13,6 мм);
0,7 диаметра графитового нагревателя (11,2 мм).
Таблетки диаметром 0,95 диаметра нагревателя можно расположить на дне нагревателя, только очень медленно и осторожно. Остальные таблетки расположить легко. Сверху на таблетку материала пропитки помещают порошок нитрида бора, металлизированный Fe и Cu в количестве 10 мас. % , а на него - порошок карбида бора, как в примерах 1 и 2. Затем воздействуют давлением ≈30 кбар при ступенчатом возрастании прессующего усилия и температурой, достаточной для расплавления металлического связующего. После изотермической выдержки температуру и давление понижают. Композиты, полученные при использовании сплава пропитки в виде таблетки диаметром, равным 0,95 и 0,85 внутреннего диаметра графитового нагревателя, имели процент выхода годных 90% ; диаметром, равным 0,7 диаметра графитового нагревателя, имели процент выхода годных 85% .
Таким образом, оптимальным является диаметр таблетки материала пропитки, составляющий 0,7-0,95 внутреннего диаметра нагревателя.
П р и м е р 4. Графитовый нагреватель в форме стаканчика изолировали от содержимого слоем слюды и гексагонального нитрида бора. Были приготовлены сплавы Ti-Cu-Ni с содержанием Ti 50 мас. % . Сплавы измельчали до дисперсности алюминия и смешивали с ним в соотношении 90 мас. % сплава и 10 мас. % алюминия. Полученную смесь прессовали в таблетку, диаметр которой составлял 0,85 внутреннего диаметра нагревателя. Таблетку материала пропитки располагали на дне графитового нагревателя. Сверхтвердый порошок кубического нитрида бора металлизировали двумя слоями: первый слой - никелем, второй слой - медью. Общее количество металлического покрытия 1,5; 10; 25. Сверхтвердый порошок, покрытый металлами, соответствующими сплаву пропитки, помещали на таблетку материала пропитки в графитовый нагреватель. На слой металлизированного порошка кубического нитрида бора помещали порошок карбида бора, причем объемное отношение слоев порошка кубического нитрида бора и материала пропитки к слою порошка карбида бора составляло 3. Заполненный графитовый нагреватель помещали в аппарат высокого давления и температуры и подвергали воздействию давления ≈ 30 кбар при ступенчатом возрастании прессующего усилия и воздействию температуры, достаточной для расплавления металлического связующего. После изотермической выдержки температуру понижали до комнатной, давление - до атмосферного. Из полученных композитов были приготовлены пластины для резцов. Резцы были испытаны на стали 35Х3НМ 40 HRC. Стойкость резцов из композитов, полученных с использованием кубического нитрида бора, металлизированного Ni и Cu:
в количестве 1,5 мас. % - 80 мин;
в количестве 10 мас. % - 90 мин;
в количестве 25 мас. % - 75 мин.
Таким образом, оптимальным является металлизация в количестве 1,5 - 25 мас. % .
П р и м е р 5. Графитовый нагреватель изолировали от содержимого слюдой и гексагональным нитридом бора. Сплав Ti-Cu-Fe с содержанием титана 50 мас. % измельчали до дисперсности алюминия и смешивали с ним в соотношении 90 мас. % сплава и 10 мас. % алюминия. Полученную смесь прессовали в таблетку, диаметр которой составлял 0,85 внутреннего диаметра нагревателя, и располагали на дне графитового нагревателя. Сверхтвердый порошок кубического нитрида бора металлизировали Fe и Cu в количестве 10 мас. % и помещали в графитовый нагреватель на таблетку материала пропитки. Объемное отношение слоев порошка металлизированного кубического нитрида бора и материала пропитки к слою порошка карбида бора составляло 2: 1; 3: 1; 4: 1. Заполненный графитовый нагреватель помещали в аппарат высокого давления и температуры и подвергали воздействию давления ≈30 кбар при ступенчатом возрастании прессующего усилия и воздействию температуры 1200оС. После понижения температуры и давления получили композиты. При объемном соотношении слоев металлизированного кубического нитрида бора и материала пропитки к слою порошка карбида бора 2: 1; 3: 1; 4: 1 высота композитов составляла соответственно 6-6,5 мм, 6-7,5 мм, 7,5-8 мм. Пластины для резцов после механической обработки должны иметь высоту не менее 5 мм, оптимально 5-7 мм. Поэтому оптимальными являются отношения слоев от 2 до 4.
Композиты, полученные по предлагаемому способу, используются для изготовления резцов для обработки конструкционных и легированных сталей, закаленных до твердости 56 HRC, и не закаленных сталей в состоянии поставки. Процент выхода годных композитов по предлагаемому способу 85-90% , в то время как процент выхода годных композитов по известному способу 50% . (56) Авторское свидетельство СССР N 1218568, кл. В 22 F 7/00, 1984.
Авторское свидетельство СССР N 707073, кл. С 01 В 31/06, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1987 |
|
SU1538467A1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1989 |
|
SU1743229A2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1994 |
|
RU2114803C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1988 |
|
SU1557949A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ УДАРОПРОЧНОЙ ПЛАСТИНЫ РЕЖУЩЕЙ НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА И УДАРОПРОЧНАЯ ПЛАСТИНА РЕЖУЩАЯ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2284247C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СВЕРХТВЕРДЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2098388C1 |
| СВЕРХТВЕРДЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1988 |
|
SU1542071A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО ПОЛИКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2329947C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 1984 |
|
SU1218568A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО МАТЕРИАЛА НА ОСНОВЕ ПЛОТНЫХ ФОРМ НИТРИДА БОРА | 1990 |
|
SU1722009A1 |
Изобретение относится к порошковой металлургии, в частности к способам получения сверхтвердого композиционного материала для режущего инструмента. Цель изобретения - повышение режущей способности и увеличение выхода годного. Предлагаемый способ включает воздействие высокого давления и температуры на сверхтвердый порошок, находящийся в контакте со связующим, для получения которого берут сплавы титан-медь-металл из группы Fe, Ni, Co с содержанием титана 30 - 75 мас. % , измельчают и смешивают с алюминием в соотношении: сплавы титан-медь-металл из группы Fe, Ni, Co 95 - 80 мас. % , алюминий 5 - 20 мас. % , прессуют в таблетку, диаметр которой составляет 0,7 - 0,95 диаметра нагревателя, и располагают на дне графитового нагревателя. В качестве сверхтвердого порошка используют кубический нитрид бора, который металлизируют двухслойным покрытием в количестве 1,5 - 25 мас. % , причем сначала покрывают металлом из группы Fe, Ni, Co, затем медью и размещают в нагревателе на таблетке металлического связующего. На слое металлизированного порошка кубического нитрида бора располагают слой порошкообразной изоляции из карбида бора, объемное отношение слоев порошка кубического нитрида бора и металлического связующего к слою порошка карбида бора составляет 2 - 4, после чего воздействуют давлением и температурой при ступенчатом возрастании прессующего усилия. Стойкость инструмента при резании стали, закаленной до 40 HRC, 90 мин при скорости 90 м/мин. . Выход годного 85 - 90% .
СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, включающий воздействие высокого давления и температуры на сверхтвердый порошок, находящийся в контакте со связующим из сплавов переходных и непереходных металлов в графитовом нагревателе, отличающийся тем, что, с целью повышения режущей способности и увеличения выхода годного, в качестве связующего берут однородную смесь порошка сплава титан - медь - металл из группы железо, никель, кобальт с содержанием титана 30 - 75 мас. % и порошка алюминия в соотношении сплав 80 - 95% , алюминий - остальное, связующее предварительно прессуют в таблетку диаметром 0,7 - 0,95 диаметра нагревателя и располагают на дне нагревателя, в качестве сверхтвердого порошка используют порошок кубического нитрида бора, металлизированный слоем металла из группы железо, никель, кобальт и слоем меди, причем масса покрытия составляет 1,5 - 25 мас. % от массы сверхтвердого порошка, который располагают на таблетке из связующего, над слоем кубического нитрида бора располагают слой порошкообразной изоляции из карбида бора при объемном отношении слоев металлического связующего и кубического нитрида бора к слою порошкообразной изоляции 2 - 4, а воздействие давлением осуществляют при его ступенчатом возрастании.
