Изобретение относится к инструмен тально 1у производству, в частности к и-1 готонлению иглофрез .
Цель изобретения - повышение лол- гпвечности.
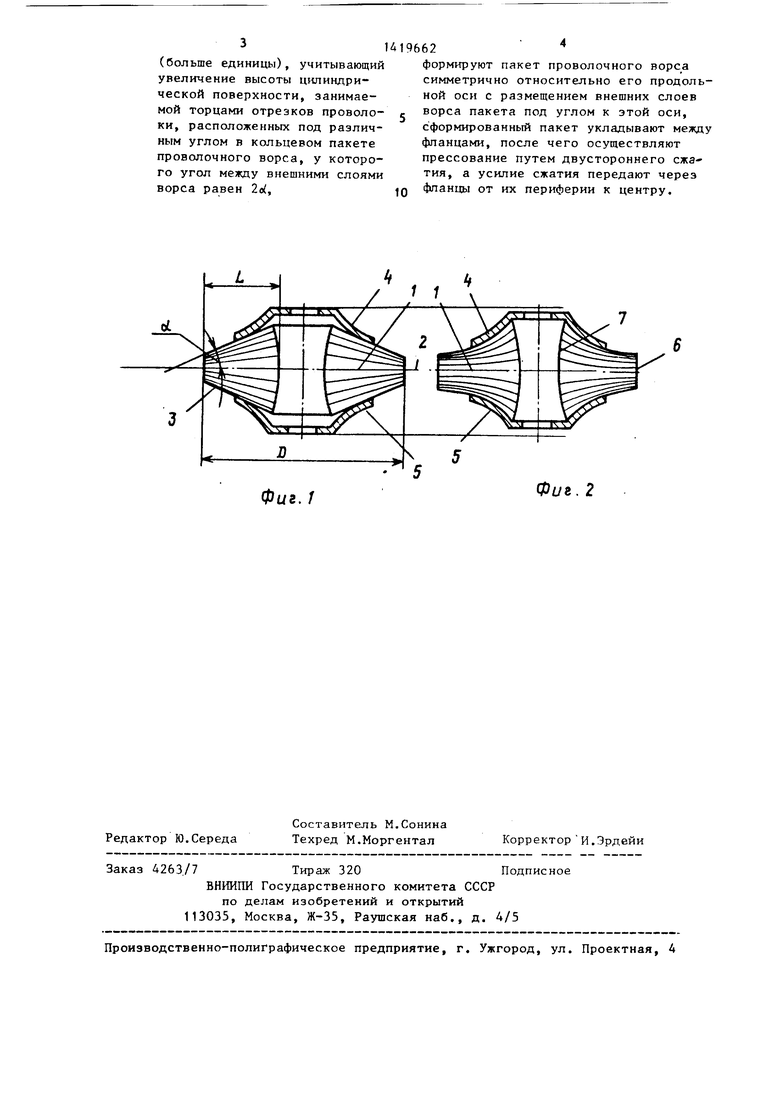
На фиг.1 представлена схема изготовления иглофрезы; на фиг,2 - готовая иглофреза.
(Способ изготовления иглофрезы со- держит операции предварительного определения угла наклона внешних слоев проволочного ворса 1 пакета к его продольной оси 2 по формуле:
т , Ркор, 2 Pet,
О J кар
- L 2
где V - масса пакета проволочного ворса, г;
D - наружный диаметр пакета проволочного ворса, мм;
j- - плотность материала проволоки, г/см ;
I - длина отрезков проволоки, мм;
Рнчр .
- плотность набивки проволочного ворса до прессования на наружной и внутренне поверх-
ностях пакета.
I
, 1 + sino
1пт---J
1 - sinrf (at.) 2о коэффициент
(больше единицы), учитываю- щий увеличение высоты цилиндрической поверхности, занимаемой торцами
отрезков проволоки, расположенных под различным углом в кольцевом паке те проволочного ворса, у которого угол между внешними слоями ворса равен 2о(, после чего формируют кольцевой пакет проволочного ворса 1 симметрично относительно его продольной оси 2 с размещением внешних слоев 3 ворса пакета под углом о1 к этой оси, сформированный пакет укладывают межд фланцами 4 и 5, после чего осуществляют прессование путем двустороннего сжатия пакета, а усилие сжатия передают через фланцы 4 и 5 от их периферии к центру.
При таком способе сжатия пакет после прессования сохраняет симметричность, причем плотность набивки ворса на рабочей поверхности 6 иглофрезы составляет 0,4-0,75, а вблизи внутренней поверхности 7 - 0,8-0,9,
Ю
15
)
20
25
о
35 - 40 45у
50
55
благодаря чему изготовленная иглофреза имеет хорошие режущие свойства и повышенную долгрвечность и дает возможность получать высокое качество поверхности у обработанной детали.
Спрессованный пакет проволочного ворса вместе с боковыми фланцами передается на сварку для скрепления нерабочих концов отрезков проволоки.
Использование предлагаемого способа обеспечивает повышение долговечности инструмента за счет более на дежного скрепления проволочного ворса примерно в три раза, повышение стабильности работы инструмента за счет более равномерной заданной плотности набивки проволочного ворса по всей рабочей поверхности иглбфрезы, уменьшение металлоемкости иглофрезы примерно на 20%, повышение качества обработанной поверхности за счет равномерной плотности набивки проволочного ворса на рабочей поверхности игло- Фрезы.
Формула изобретения
Способ изготовления иглофрезы, включающий укладку пакета проволочного ворса между фланцами, прессование пакета и скрепление нерабочих концов проволочного ворса в пакет, Отличающийся тем, что, с целью повышения долговечности, перед операцией укладки пакета проволочного ворса между фланцами определяют угол (о/) наклона внешних слоев проволочного ворса пакета к его продольной оси по формуле
т D/- Ч
. вн
где V - масса пакета проволочного
ворса. Г;
D - наружный диаметр пакета проволочного ворса, мм; - плотность материала проволоки, L - длина отрезков проволоки, мм,
Рндр
fbH плотность набивки проволочно- - го ворса для прессования на наружной и внутренней поверхности пакета.
In
j + sino{ 2d ,
коэффициент
(больше единицы), учитывающий увеличение высоты цилиндрической поверхности, занимаемой торцами отрезков проволоки, расположенных под различным углом в кольцевом пакете проволочного ворса, у которого угол между внешними слоями ворса равен 2,
формируют пакет проволочного ворса симметрично относительно его продольной оси с размещением внешних слоев ворса пакета под углом к этой оси, сформированный пакет укладывают между фпанцами, после чего осуществляют прессование путем двустороннего сжатия, а усилие сжатия передают через фланцы от их периферии к центру.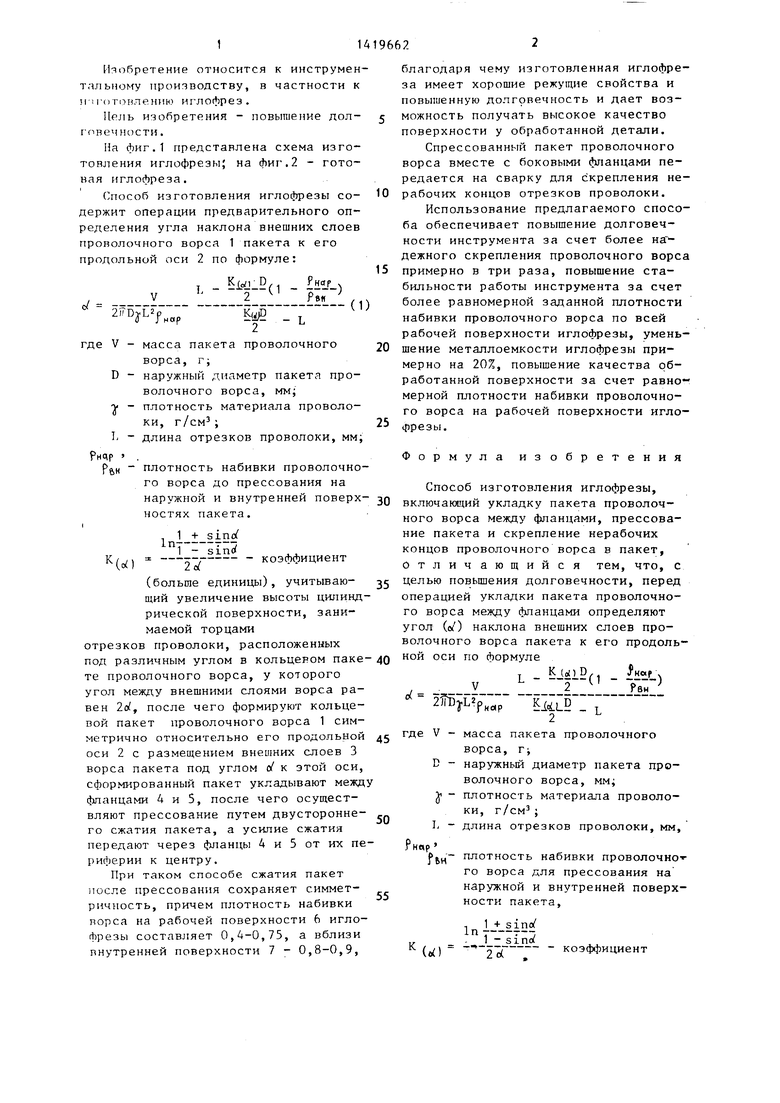
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления иглофрез | 1986 |
|
SU1449102A1 |
| Иглофреза | 1983 |
|
SU1134174A1 |
| Иглофреза | 1985 |
|
SU1289445A1 |
| Способ изготовления иглофрезы | 1988 |
|
SU1722429A1 |
| ИГЛОФРЕЗА С АВТОМАТИЧЕСКИМ ИЗМЕНЕНИЕМ ЖЕСТКОСТИ | 2003 |
|
RU2234229C1 |
| УСТРОЙСТВО ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ С ПЕРЕМЕННОЙ ЖЕСТКОСТЬЮ | 2003 |
|
RU2234227C1 |
| КОМБИНИРОВАННЫЙ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2438850C2 |
| СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ | 2003 |
|
RU2234228C1 |
| СПОСОБ ИГЛОФРЕЗЕРНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2010 |
|
RU2434732C2 |
| ТОРЦОВАЯ ИГЛОФРЕЗА | 1993 |
|
RU2063309C1 |
Изобретение относится к инструментальному производству. Цель изобретения - повьппение долговечности. Способ изготовления иглофрезы содержит операции укладки пакета проволочного ворса между фланцами, прессование пакета и скрепление нерабочих концов проволочного ворса в пакете. Перед операцией укладки пакета проволочного ворса между фланцами предварительно определяют угол наклона ; внешних слоев проволочного ворса пакета к его продольной оси по формуле . - ,I)/2(1 -р„„р/ /Рвн)/(К(о()0/2) - L, где л(- угол наклона к оси симметрии иглофрезы крайних слоев пакета проволочного ворса, рад V - масса пакета проволочного ворса, г; D - нар жный диаметр пакета проволочного ворса, мм; 1-- плотность материала проволоки, /cr-i ; L - длина отрезков проволок;, мм; Ркор Я В плотность набивки грово- лочного ворса до прессования на наружной и внутренней поверхности пакета, К (о() - 1п(1 + sinckVl - sincV)/ /2al - коэффициент (больше единиЩ)), учитывакяций увеличение высот - цилиндрической поверхности, замимае:.он торцами отрезков проволоки, расположенных пед различным углом в кольцевом пакете проволочного , у которого угол между внешними слоями ворса равен 2о. Формируют пакет проволочного ворса симметрично относительно его продольной оси с размещением внешних слоев ворса пакета под углом к этой оси, сформированный пакет укладывают между фланцами, после чего осуществляют прессование путем сжатия пакета с противоположных его сторон, а усилие сжатия передают через фланцьг от их периферии к центру. 2 ил. ю (Л со 05 О5 ND
Фиг. /
Фиъ. 2
| Серебряницкий П.П | |||
| Обработка деталей механическими щетками | |||
| Л.: Лен- издат, 1967, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
