О)
С
со
эо ;о
0)
8-15 МПа до влажности .. Устрой- CiTBo для приготовления древесной ripeoc-коьшозиции состоит из бункера 1, приспособления 2 для подачи пресс- композиции в виде обогреваемого корпуса 3, шнекового питателя 4.и уплотняющей головки 5 с каналЬм 8. В бункер 1 подается пресс-композиция влажностью 6-10%, Инековый питатель 4 $ахватьюает материал и осуществляет го транспортирование к уплотняю- 1|цей головке 5, Проходя вдоль обогрева- мого корпуса 3, а также за счет внут- |)еннего .трения частиц пресс-композиция разогревается до температуры 150- 170 С. Полимерное связующее при этих температурах плавится, материал становится пластичным и подается в уплотняющую головку 5. В уплотняющей головке происходит уплотнение пресс-композиции. Удаление г.азообразных продуктов осуществляется главным образом через выход головки. После ее прохождения на входе в экструдер пресс- композиция приобретает влажность 0,5- 2%, допустимую.для формирования качественных изделий. 2 с.п. ф-лы, 1 ил,, 2 табл.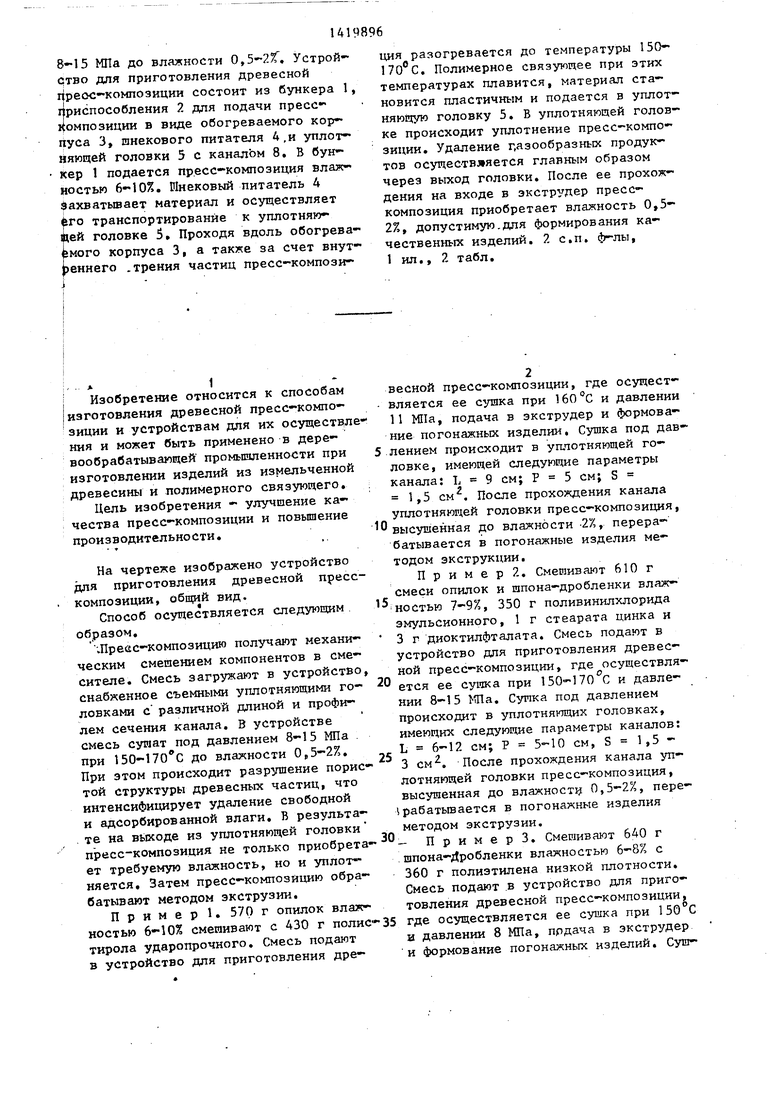

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изделий из древесно-полимерных композитов | 2022 |
|
RU2781265C1 |
| СПОСОБ И ЭКСТРУЗИОННОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БАЛОЧНЫХ ЭЛЕМЕНТОВ ЗАКРЫТОГО ПРОФИЛЯ, ГЛАВНЫМ ОБРАЗОМ ТРУБЧАТЫХ БАЛОК, И БАЛОЧНЫЙ ЭЛЕМЕНТ ЗАКРЫТОГО ПРОФИЛЯ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2010 |
|
RU2520463C2 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2014 |
|
RU2580699C1 |
| СПОСОБ ПОЛУЧЕНИЯ БРИКЕТОВ ИЗ УГЛЕРОДОСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2010 |
|
RU2437921C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ И УСТАНОВКА ДЛЯ ИХ ПРЕССОВАНИЯ | 2001 |
|
RU2185420C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ (ВАРИАНТЫ) | 2011 |
|
RU2506283C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ ИЗ ЭКОЛОГИЧЕСКИ ЧИСТЫХ ДРЕВЕСНОНАПОЛНЕННЫХ ПЛАСТМАСС | 1997 |
|
RU2133255C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДОТОПЛИВНЫХ БРИКЕТОВ И УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ОРГАНИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2330063C1 |
| Способ приготовления древесно-пластиковой композиции | 1986 |
|
SU1409411A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДРЕВЕСНО-ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1996 |
|
RU2106961C1 |
Иэобретение относится к деревооб рабатьлвагщей про ьшшенности. Цель изобретения - улучшение качества пресс-композиции и повьшение производительности. Способ приготовления пресс-композиций вкл очает1 смешивание древесных частиц с полимерным термопластичным связующим, сушку смеси при температуре 150-170 С и давлении
;, .. 1
I Изобретение относится к способам I изготовления древесной пресс-компо- зиции и устройствам для их осуществления и может быть применено в деревообрабатывающей промьшшенности при изготовлении изделий из измельченной древесины и полимерного связующего. Цель изобретения - улучшение качества пресс-композиции и повьппение производительности,
-
На чертеже изображено устройство для приготовления древесной пресс- композиции, общий вид.
Способ осуществляется следующим образом,
-.Пресс-композицию получают механическим смешением компонентов в смесителе. Смесь загружают в устройство снабженное съемными уплотняющими головками с различной длиной и профилем сечения канала, В устройстве смесь суршт под давлением 8-15 МПа при 150-170 с до влажности , При зтом происходит разрушение пористой структуры древесных частиц, что интенсифицирует удаление свободной и адсорбированной влаги, В результа- . те на вЬкоде из уплотняющей головки пресс-композиция не только приобретает требуемую влажность, но и уплотняется. Затем пресс-КОМПОЗИЦИЮ обрабатывают методом зкструзии.
Пример 1, 570 г опилок влажностью 6-10% смешивают с 430 г полистирола ударопрочного. Смесь подают в устройство для приготовления дре-
5
весной пресс-композиции, где осущест- вляется ее сушка при и давлении 11 Ша, подача в экструдер и формование погонажных изделии. Сушка под дав- 5 лением происходит в уплотняющей головке, имеющей следующие параметры канала: L 9 см; Р 5 см; S 1,5 см , После прохождения канала уплотняющей головки пресс-композиция, высушенная до влажности -2%, перерабатывается в погонажные изделия методом зкструкции.
Пример 2, Смешивают 610 г смеси опилок и шпона-дробленки влажностью 7-9%, 350 г поливинилхлорида эмульсионного, 1 г стеарата цинка и 3 г диоктилфталата. Смесь подают в устройство для приготовления древесной пресс-композиции, где осуществля- ется ее сушка при 150-170 С и давлении 8-15 МПа, Сушка под давлением происходит в уплотняющих головках, имеющих следующие параметры каналов: L 6-12 см; Р 5-10 см, S 1,5 - 3 см. После прохождения канала уплотняющей головки пресс-композиция, высушенная до влахносту 0,5-2%, пере- 1рабатьшается в погонажные изделия методом экструзии,
- ПримерЗ, Смешивают 640 г .шпона-4робленки влажностью 6-8% с 360 г полиэтилена низкой плотности, Смесь подают в устройство дпя приготовления древесной пресс-композиции, 5 где осуществляется ее сушка при 150 С и давлении 8 МПа, прдача в зкструдер и формование погонажных изделий. Суш-
ка под давлением происходит в угг- лотняющей головке, имею1дей следующие параметры канала: L 12 см; Р 10 см; R 3 см , После прохожде- ния канала уплотняющей головки пресс композиция, высушенная до влажности 1%, перерабатывается в погонадные изделия методом экструзии.
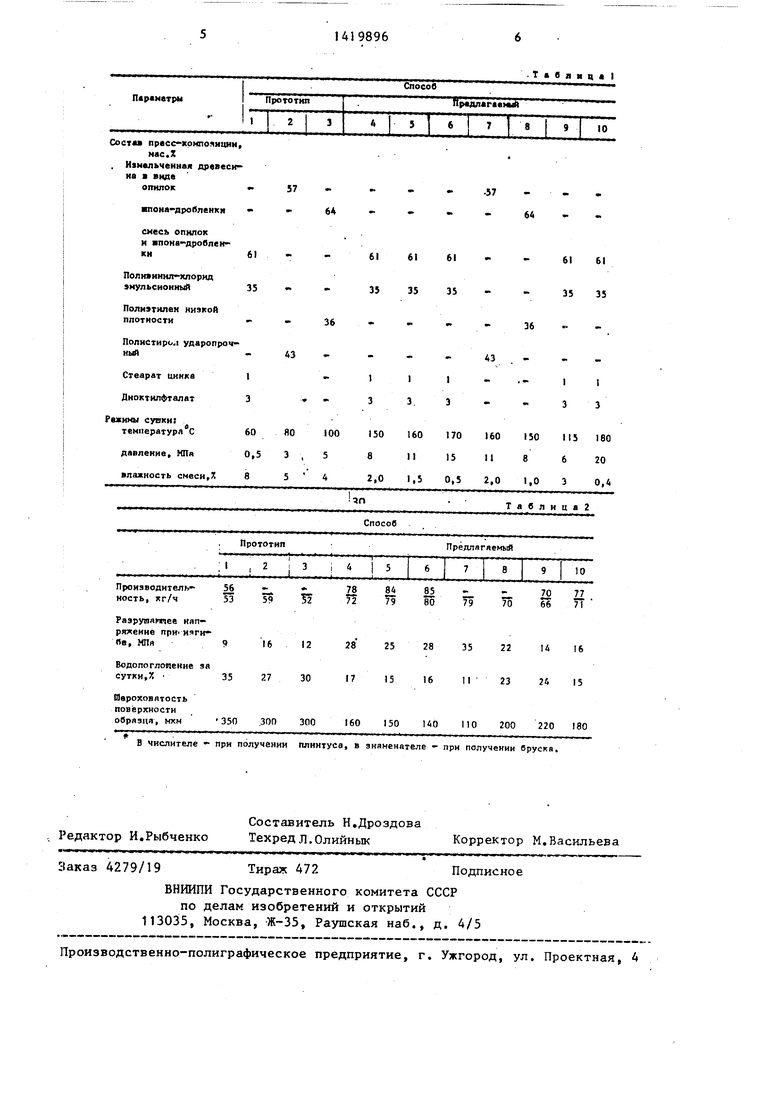
Варианты древесных пресс-компо« зиций в расчете на мас.% и технологи их сушки под давлением приведены в таил.1.
Переработку всех древесных пресс- композиций вели на экструдере при 130-170 С при частоте вращения шнека 18-40 об/мин.
Физико-механические свойства древесных пресс-компояиций оценива-
ли по результатам испытаний стандарт- 20 пресс-композиция приобретает иого бруска. О производительности пе- ность 0,5-2%, допустимую для форми- реработки судили по массе погонажных изделий (брусок, плинтус), выходя- щих из экструдера в единицу времени.
рования качественных погонажных изде лий .
Требуемое давление сушки достигаРезультаты испытаний представлены 25 ется правильным выбором длины канала
в табл.2, где для сравнения приведены также результаты испытаний образцов, изготовленных из аналогичного состава древесных пресс-композиций
по известному способу (сущка при 60- ЗО вание древесных частиц с полимерным 100 С-под давлением 0,5-5 МПа до
влажности 4-8%).
Устройство для осуществления способа состоит из бункера 1, приспособления 2 для подачи древесной пресстермопластичным связующим и сушку смеси в процессе ее уплотнения, о т личающийся тем, что, с целью улучшения качества пресс-ком- , позшши и повышения производитель- композиции в виде корпуса 3 с распело- нести, сушку смеси осуществляют при женным в нем шнековым питателем 4. К температуре 150-170°С и давлении корпусу крепится уплотняющая головка 5. Корпус 3 снабжен обогревателями 6, а к уплотняющей головке 5 примыкает
8-15 МПа до влажности 0,.
лп древесной пресс-композиции, включающее бункер, приспособление для подач древесной пресс-композиции в виде ко пуса с расположенным в нем шнековым пит телем , а также экструдер, отличаюэкструдер 7. Уплотняющая головка 5 имеет канал 8. Длина канала выбрана из условия соблюдения соотношения
30 I L 655 I
где L - рдина канала уплотняющей головки;
S - площадь сечения канала; Р - периметр сечения канала. Устройство работает следумщим образом.
В бункер 1 подается пресс-композиция влажностью 6-10%. Шнековый питатель 4 захватывает материал и осу ществляет его транспортирование к уплотняющей головке 5. Проходя вдоль обогреваемого корпуса 3, а также за счет внутреннего трения -частиц пресс-
.5
ю
419896
композиция разогревается до 150-170 С. Образующиеся при этом пары влаги удаляются через бункер 1 и уплотняющую головку 5 либо через перфоращ-по (не показана) корпуса 3.
Полимерное связующее при указанных температурах плавится и материал становится пластичным. Материал подается в уплотняющую головку 4, где происходит уплотнение пресс-коютози ции. В результате разруиается структура древесных частиц что резко инт( тенсифицирует удаление адсорбирован- 15 ной влаги и возд ппных включений из материалао Удаление газообразных продуктов осуществляется главным образом через выход головкио После ее прохождения (на входе в экструдер)
пресс-композиция приобретает ность 0,5-2%, допустимую для форми-
рования качественных погонажных изделий .
Требуемое давление сушки достигауплотняющей головки. Формула изобр етения 1. Способ приготовления древесной пресс-композиции, включающий смеши-
термопластичным связующим и сушку смеси в процессе ее уплотнения, о т личающийся тем, что, с целью улучшения качества пресс-ком- позшши и повышения производитель- нести, сушку смеси осуществляют при температуре 150-170°С и давлении
8-15 МПа до влажности 0,.
п древесной пресс-композиции, включающее бункер, приспособление для подачи древесной пресс-композиции в виде корпуса с расположенным в нем шнековым питателем , а также экструдер, отличаю5 Ще ее я тем, что, с целью улучшения качества пресс-композиции и повьшзения производительности, устройство снабжено уплотняющей головкой, которая расположена между корпусом приспособления для подачи пресс-композиции и экструдером и имеет канал, длина которого вьшолне- на из условия соблюдения соотношения
. 30 I |-,
где L - длина канала уплотняемой головки;
S - площадь сечения канала;
Р - периметр сечения канала, при этом корпус выполнен обогреваемым.
0
став пресс-хрнпояицни,
м«с.Х
Ианельченная древесина в виде
опилок 57 лона-дробленкм 64
смесь опнлох
и ипона-дровленкн61 - Полнвинил хлорид
эмульсионный 35 о
Полиэтилен низкой
плотности- - 36
Полистирол ударопроч-
ньй- 43 Производитель- 56 - 15 ° ZZ несть, кг/ч 53 59 52 72 7 80 79 TS 66 71
Разрушашпее напряжение прн ияги - «е, МПя 9
Водопоглопенне як сутки,X 35
16 12 28 25 28 35 22 14 16 27 30 17 15 16 11 23 24 15
Иароховятость
поверхности
образца, мхм 350 300 300 160 150 140 ПО 200 220 180
В чиспнтеле - при получении плинтуса, в знаменателе - при полученнн вруска.
т в а м ц « I
57
64
61
6
61
61 61
35
35
35
35 35
36
43
| Шенкель Г | |||
| Шнековые прессы для пластмасс, М.: | |||
| Водоотводчик | 1925 |
|
SU1962A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
