Известные способы ультразвуковой обработки отверстий характеризуются образованием сколов в месте выхода инструмента при прошивке хрупких и тонких изделий.
Для устранения сколов прибегают к применению специальных средств (уменьшение давления, наклеивание заготовок), которые увеличивают трудоемкость процесса обработки отверстий.
Предлагаемый способ указанных недостатков не имеет. Это достигается тем, что предлагаемый способ предусматривает прошивку сквозных отверстий одновременно с двух сторон двумя инструментами. При этом рабочая подача инструментов направлена навстречу один другому с двух противоположных сторон изделия.
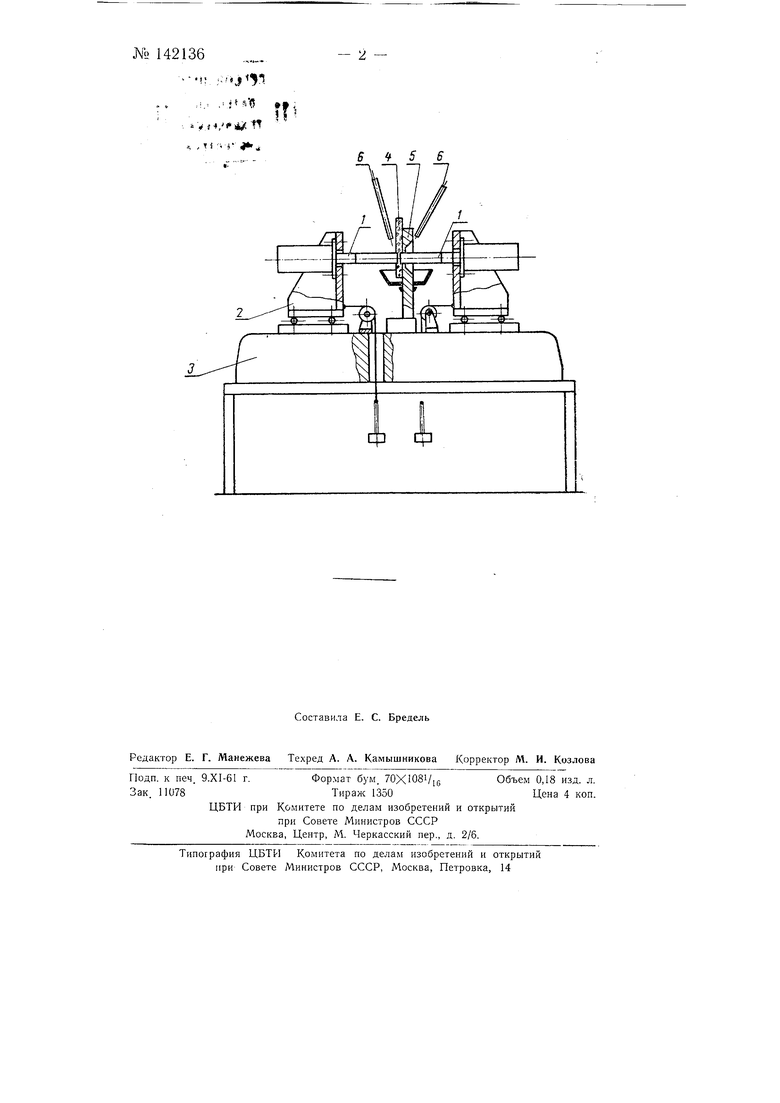
На чертеже изображена схема осушествления предлагаемого способа.
Инструменты / установлены на соосных каретках 2, перемешающихся в горизонтальной плоскости на станине 3. Обрабатываемое изтелие 4 крошится к стойке 5, установленной на станине. Подача абразивной суспензии производится по двум трубкам 6. Применение предлагаемого способа позволяет повысить производительность процесса обработки отверстий, благодаря одновременной работе двух инструментов с двух противоположных сторон, устранить возможность появления сколов, так как образуемые в процессе работы удары обоих инструментов по детали равны по величине, противоположны по направлению и происходят одновременно.
Способ согласно изобретению ввиду сложности установки для его осуществления может быть применим лищь при массовом или серийном производстве.
Предмет изобретения
Способ ультразвуковой обработки отверстий, отличающийся тем, что, с целью устранения сколов на выходе инструмента и повыщения производительности, обработку производят одновременно двумя инструментами, а рабочую подачу их осуществляют навстречу один другому с двух противоположных сторон изделия.
142136
м ., .-, .j
n
V M,)4rf 1 A -i-S- 5 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой обработки | 1960 |
|
SU139181A1 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| Землесос | 1949 |
|
SU80330A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2721253C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОГО ПОЛОГО ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ | 2004 |
|
RU2347641C2 |
| УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ РЕЗИНЫ ИЗ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 1993 |
|
RU2042511C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
| Пленочная сушильная установка | 1990 |
|
SU1784164A1 |
| Приспособление для скрепления бумаг | 1934 |
|
SU42537A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2351422C1 |