00
tc
00
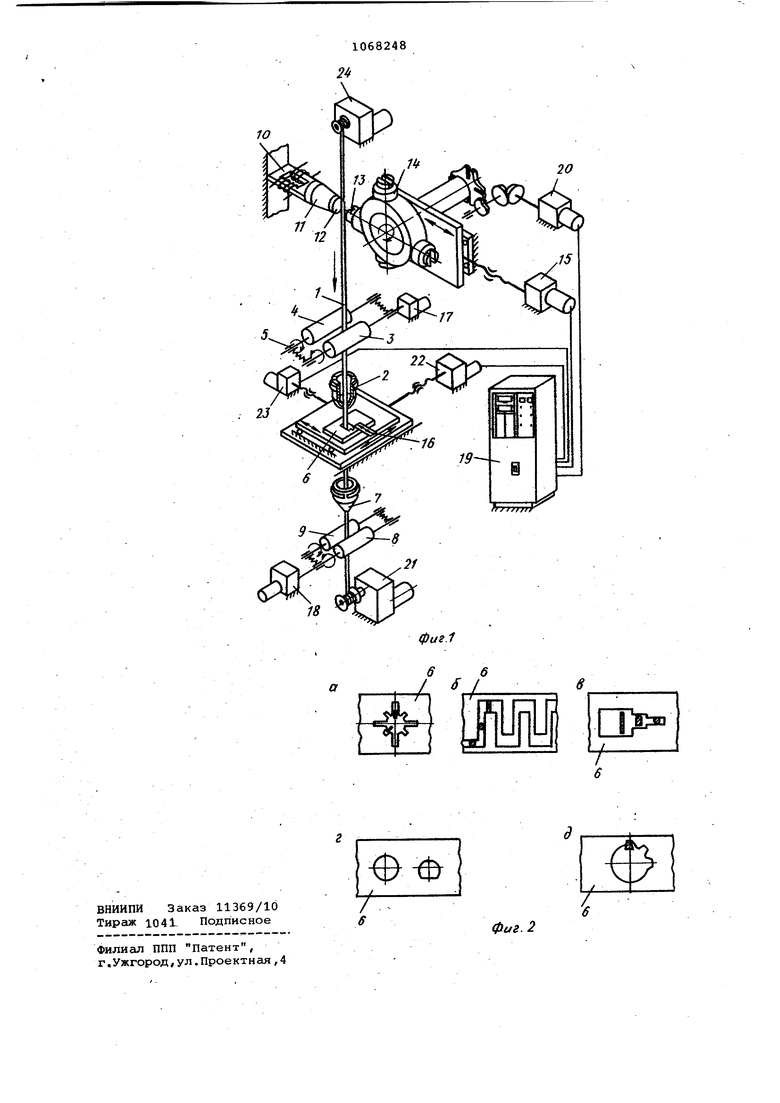
Изобретение относится к размерно электроэрозионной обработке токопроводящих материалов, в частности к оборудованию, предназначенному для обработки деталей сложной формы и изменяющейся конфигурации, HaBecTeH способ электроэрозионно го разрезания токопроводящих материалов, согласно которому электродинструмент формуют непосредственно перед входом в зону обработки ударHfciiM воздействием инструмента, колеб лющегося с ультразвуковой частотой. Проволоку расплющивают между полуволновым отражателем - матрицей и колеблющимся бойком, имеющими заданную конфигурацию рабочих поверхностей. При использовании инструмента, колеблкнцегося с ультразвуковой частотой, коэффициент трения в рабочем зазоре снижается на 40-60%, ликвидируются обрывы проволоки. В результате этого снижается существенно усилие натяжения и изно электрода инструмента. Способ предназначен только для разрезания токо проводящих материалов и предусматри вает непрерывное формообразование электрода-инструмента ij. Недостатком такого способа, является невозможность обработкипрофилей сложной и изменяющейся.кон фигурации в токопроводящих материалах. Наиболее близким к изобретению техническим решением является стамок для электроэрозионной обработки деталей электродом-проволокой, состоящий из механизма перемотки элект рода-проволоки, координатного стола для установки детали,регулятора ско рости и устройства для подачи элект рода. Он снабжен подающими валками для осевого перемещения электродапроволоки в режиме регулирования ме электродного промежутка и втулками для направления конца электродапроволоки в рабочей зоне. Концом электрода-проволоки прошивается технологическое отверстие для перво начального заведения в заготовку, затем постоянно перематывающейся проволокой обрабатывается сама щель, как на известных электроэрозионных станках. Электрод-проволока при прошивке отверстия направляется верхней втулкой и перемещается верх ними подающими валками в зону обработки детали. . После прошивки технологического отверстия верхние валки подают элек род-проволоку дальше в осевом направлении (-напряжение с электродов снято), а нижняя втулка подводит . ее к нижним приемным валкам. После ние захватывают электрод-пров.олоку и перемещают с постоянной скоростью, а верхние валки при этом притормаживают ее, создавая натяжение. Постоянное положение рабочего участка электрода-проволоки обеспечивается верхней и нижней втулками. За счет перемещения детали в режиме регулирования межэлектродного промежутка обрабатывается щель. Затем проволока отрезается электроискровым способом с помощью бокового (дополнительного) электрода и начинается следующая прошивка 2. Однако прошивка технологических отверстий осуществляется как частная операция, а далее станок работает как обычный вырезной станок с перематываемым электродом-проволокой . Кроме того, не предусмотрена возможность работы с инструментом изменяющейся конфигурации. Целью изобретения является расширение технологических возможностей станка при обработке деталей со сложной и изменяющейся конфигурацией . Поставленная цель достигается тем, что в станок для электроэрозионной обработки деталей, включающий валки перемещения электрода, втулки направления электрода, продольную и поперечную каретки координатного стола и регулятор скорости подачи электрода, введен механизм формования электрода. Причем механизм формования профиля электрода-инструмента выполнен в виде акустической головки с бойком, и поворотного устройства с механизмом подачи сменньах матриц. Кроме того, один из каждой пары валков перемещения электрода выполнен из материала, способного повторять форму электрода в зоне контакта с ним,например из фторопласта. На фиг.1 схематически изображен предлагаемый станок; на фиг. 2 (а,б, в, г, д) представлены соответственно: .разнорезонаторный блок магнетрона с отличающейся шириной и глубиной резонаторных щелей встречноштыревая система с различной шириной паза вдоль штырей и у их вершин; паз с переменной шириной, фигурные пазы; шестерни с внутренним и внешним зацеплением, которые можно обрабатывать на предлагаемом станке. Станок состоит из электрода 1, разрезной направляющей втулки верхней 2, подающего валка верхнего металлического 3, подающего валка верхнего не металлического 4, пружинящей тяги 5, обрабатываемой детали 6, разрезной направляквдей втулки нижней 7, подающего валка (нижнего металлического) 8, подающего валка нижнего не металлического 9. Кроме того, станок содержит магнитострикционный преобразователь 10, ультразвуковой волновод 11 боек 12, сменную матрицу 13, ультра звуковой четвертьволновой отражатель 14, механизм 15 подачи сменных матриц, отрезной электрод-инструмент 16, привод 17 верхних валков, привод 18 нижних валков, блок 19 пр граммного управления, привод 20 поворота головки со сменными матрицами, механизм 21 намотки отработанного электрода, привод 22 продольной каретки координатного стола, привод 23 поперечной каретки координатного стола и механизм 24 подачи и натяга электрода. Для прошивки отверстия со сложным профилем электрод-инструмент .1 вставляется в разрезную подпружикенную направляющую втулку 2 и заводится между подающими валками 3 и 4, которые между собой соединены пружинящими тягами 5. Затем включается привод 17 подающих валков 3 и 4 и электрод 1 в режиме регулирования межэлектродного промежутка подается через втул ку 2 к обрабатываемой детали 6. По прошивки отверстия валки подают электрод-проволоку дальше в осевом направлении (напряжение с электродов в это время снято), а разрезная подпружиненная втулка 7 подвод ее к валкам 8 и 9, которые имеют пр вод 18 и также соединены между собо пружинящими тягами 5. Валки 8 и 9 захватывают электрод-проволоку и начинают ее перемещать с постоянной скоростью, а -валки 3 и 4 при этом притормаживают ее, создавая тем самым натяжение. Постоянное положение рабочего участка электрода относительно обрабаты-ваемой детали обеспечивается втулками 2 и 7. По команде от БПУ 19 включается магнитострикционный преобразователь 10 и ультразвуковые колебания по волноводу 11 пе редаются бойку 12, которые формует электрод 1 нужного профиля с помощь сменной матрицы 13, укрепленной на отражателе 14. Отражатель 14 с за крепленной на нем сменной матрицей 13 смонтирован на поворотной головке механизма подачи 15. При необходимости изменения профиля электрода осуществляют поворот головки от привода 20 или подачу головки от привода. Механизмы 15 и 20 имеют электрические связи с блоком проrpciMiviHoro управления 19, осуществляемые автоматически. Сформованный электрод-инструмент 1 поступает через валки 3 и 4 во втулку подводится в зону обработки. Посл получения отверстия нужного профиля электрод по команде от БПУ 19 отрезается электроискровым способом при подаче в зону обработки электрода 16 (или подается на механизм намотки электрода-проволоки 21). Затем деталь по программе от БПУ перемещается на нужную координату и начинается прошивка следующего профильного отверстия. Для изготовления щелей переменного сечения деталь 6 с помощью приводов 22 и 23 координатного стола перемещают по программе от БПУ относительно электрода 1 в режиме регулирования межэлектродного промежутка, а использованный в работе электрод (пос.ле прохождения его ч-ерез зону обработки) при необходимости направляют, как на известных электроискровых вырезных стайках с постоянно перематывакедейся проволокой, на приемную катушку механизма намотки 21. Станок позволяет изготавливать профильные отверстия в деталях сразу без предварительного изготовления круглого отверстия. В этом случае по программе, заданной на перфоленте от БПУ, вначале включается акустическая головка, состоящая из магнитострикционного преобразователя 10, волновода 11, сменных бойка 12 и матрицы 13, сформированный электрод 1 заправляют через валки 3 и 4 в разрезную втулку 2, а.Затем он поступает в зону обработки детали 6, и начинается прошивка. Станок выполняет отверстия сложного профиля за одну операцию. При обработке деталей с изменяющейся шириной щели обработку также ведут по программе, заданной на бумажной перфоленте. В программу закладывают необходимые команды на включение и выключение магнитостриктора акустической головки, поворот и подачу поворотного устройства по сменными матрицами, время работы преобразователя, подачу изделия по координатам X и Y и т.д. Формуя электродинструмент с ультразвуковой частотой например 20 кГц, можно получать изменение профиля за время менее 10 с. при степени деформации проволоки из тугоплавких материалов до 80 90%. Таким образом, дискретное изменение формы электрода-инструмента определяется временем изменения расстояния между бойком и матрицей, которое можно сделать весьма малым. Универсальность предлагаемого станка позволяет использовать его как для прецизионного вырезания профилей сложной и изменяющейся конфигурации непрерывно перематываемым электродоминструментом (плющенкай заданной конфигурации), так и для объемного копирования (по форме) электродаинструмента. Цилиндрические подпружиненные ва ки выполняют роль не только механиз ма протяжки и натяга электрода, но также и роль направляющих электрода Кроме того/ валки гасят вибрации, возниканяцие на электроде при формовании его акустической головкой. Од из валков в каждой паре обладает свойством принимать форму электрода в зоне KOHTaj Ta р ним. Для этого он изготавливается из пластичного материала, например из фторопласта,резины и .т.д.,обладающих свойствами упругой деформации, что позволяет восстанавливать первоначальную форму или изменять ее в зависимости от профиля электрода, проходящего межд валками. Электрод-инструмент вдавливается под усилием пружинных тяг стальнЕлм валком в упругий валок и образует в нем канавку, идентичную своей форме, которая в дальнейшем не позволяет электроду из нее выходить, т.е. помимо разрезной направляющей втулки служит дополнительной направлякщей. При изменении формы электрода-инструмента соответственно изменяется и форма канав ки на валке, так как канавка формуется самим электродом. Материалы, используемые в конструкции валков, обладают амортизирующими свойствами, что обеспечивает гашение возникающих в процессе ультразвуковой ковки вибраций формуемого электрода. Таким образом, валки исключают возможность передач вибраций электрода-инструмента на деталь и отпадает необходимость в акустической развязке, которая была бы необходима в случае совмещения механизма формования электрода с механизмами натяга и перемотки. В настоящее время изготовлен, и прошел лабораторные испытания макет станка. Была проведена электроискровая обработка деталей из меди MB молибденовым электродом-инструментом с изменяющимся сечением, изготовленным на предлагаемом макете станка ультразвуковой ковкой. Из проволоки МЧ1Г диаметром 0,1 мм изготовлена плющенка сечением 0,08-0,12 и 0,04-0,25 мм с чистотой поверхности V 10 при следующих режимах ковки; частота колебаний бойка f 21 кГц мощность генератора (УЗДН-1) N 400 Вт, амплитуда колебаний бойка А2 20 мкм; угол заходаинструмента с 12, скорость формообразования V 2 м/мин/ степень обжатия электрода проволоки 20-60%, материал бойка и полуволнового отражателя матрицы ВК-8. Процесс ковки осуществляется без нагревания проволоки, без смазки, за один проход. Получаемый электродинструмент поступал в зону обработки детали. Электроискровой процесс осуществлялся на следующих режимах: напряжение холостого хода Uxx 120 В; ток короткого зг1мыкания Ук.з 0,5 А; емкость накопителя С 0,07 мкФ; технологическая жидкость - керосин КО 30, В результате получены детали с щелевыми отверстиями и глухими полостями. Использование предлагаемого станка, по сра::знению с известньпли, обеспечивает возможность обработки сложных профилей с изменякицимся сечением за один проход без смены электрода-инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Направляющее устройство для проволочного электрода | 1977 |
|
SU738813A1 |
| Способ электроэрозионного разрезания токопроводящих материалов | 1977 |
|
SU695795A2 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Электроэрозионный вырезной станок с числовым программным управлением | 1980 |
|
SU948596A1 |
| Станок для электроэрозионной обработки деталей непрофилированным электродомпроволокой | 1963 |
|
SU208850A1 |
| Электроэрозионный станок | 1981 |
|
SU963786A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ АВТОМАТИЗИРОВАННЫЙ СТАНОК | 2008 |
|
RU2399465C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ | 1991 |
|
RU2044610C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Станок для обработки неметаллических материалов алмазным инструментом | 1981 |
|
SU973377A1 |
1,СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМИНСТРУМЕНТОМ, перемещаемым посредством механизма подачи, связанного с регулятором скорости, снабженный имеющим продольную и поперечную каретки координатным столом, по обе стороны которого расположены пред назначенные для направления электрода-инструмента втулки и подающие валки, отличающийся тем, что, с целью расширения технологических, возможностей станка за счет обработки деталей со сложной и изменяющейся конфигурацией, в него введен механизм формования профиля электрода-инструмента, расположенный относительно координарного стола за подаюлими валками. 2. Станок по п. 1,отличаю щ и и с я тем, что механизм формования профиля электрода-инструмента выполнен в виде акустической головки с бойком, предназначенным для взаимодействия с одной из матриц, расположенных на поворотном устройстве. 3; Станок по п. 1, отличающий с я тем, что, с целью обеспечения надежного контакта со спрофилированным электродом-инстру(Л ментом, один из валков каждой пары выполнен из пластичного материала, . а второй валок подпружинен навстречу ему. 4. Станок по п. 1, отличающий с я тем, что один из каждой пары валков выполнен из фторопласта.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ электроэрозионного разрезания токопроводящих материалов | 1977 |
|
SU695795A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станок для электроэрозионной обработки деталей непрофилированным электродомпроволокой | 1963 |
|
SU208850A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
