Область техники
Изобретение относится к способу изготовления цилиндрического полого изделия из заготовки, при котором обрабатываемую деталь с помощью последовательных ковочных деформаций, смещенных на угол относительно друг друга вокруг оси детали, раскрывают в зоне сердцевины и одновременно насаживают на прошивень, а также к устройству для изготовления цилиндрического полого изделия из заготовки.
Уровень техники
Известно, что для изготовления цилиндрического полого изделия из сплошной заготовки посредством ковки (ЕР 0610509 В1) заготовку подвергают последовательным радиальным ковочным деформациям и в промежутках между отдельными деформациями поворачивают ее вокруг своей оси. При этом было установлено, что при определенной степени деформации, охватывающей зону сердцевины заготовки, за счет действующих на заготовку с диаметрально противоположных сторон сил ковки в зоне сердцевины заготовки возникают растягивающие напряжения, которые вызывают раскрытие сердцевины так, что в результате постепенного вращения обрабатываемой детали между отдельными ковочными деформациями, из сплошной заготовки может быть выковано цилиндрическое полое изделие. К недостаткам следует, однако, отнести то, что материал сердцевины из-за неизбежных неоднородностей раскрывается нерегулярно и в зоне внутренней стенки образующегося полого изделия остаются трещины, значительно снижающие прочностные свойства обрабатываемой детали. С целью предотвращения таких трещин в области внутренней поверхности полого изделия уже предлагалось (SU 715195 А) раскрывать сердцевину прошивнем, входящим в зону ковочной деформации, то есть в зону, в которой проявляются растягивающие напряжения, обусловленные ковочной деформацией. Эти растягивающие напряжения, действующие на сердцевину, облегчают внедрение прошивня в сердцевину обрабатываемой детали, если осевое положение прошивня препятствует раскрытию сердцевины перед ним. Поскольку прошивень внедряется в заготовку в основном только во время ковочных деформаций обрабатываемой детали, ее осевую подачу осуществляют в промежутках между отдельными деформациями, что значительно ограничивает подачу обрабатываемой детали. Если же прошивень используется в основном только для расширения уже раскрытой сердцевины (RU 2010655 С1), то поверхностные трещины, возникающие при раскрытии сердцевины, могут лишь сглаживаться и частично перекрываться прошивнем, так как материал в области трещин настолько окисляется и остывает, что даже при горячей ковке заварка трещин в зоне прошивня становится уже невозможной.
Описание изобретения
В основу изобретения положена задача создания способа вышеуказанного типа для изготовления цилиндрического полого изделия из заготовки, позволяющего значительно увеличить подачу обрабатываемой детали, не опасаясь образования трещин в зоне внутренней поверхности полого изделия.
В изобретении поставленная задача решается тем, что обрабатываемую деталь во время ковочных деформаций с заранее задаваемым усилием прижимают к прошивню, который продвигают к детали навстречу этому осевому усилию и в промежутках между следующими друг за другом ковочными деформациями возвращают в исходное положение синхронно с осевой подачей обрабатываемой детали.
Поскольку вследствие этих мер прошивень продвигают к обрабатываемой детали во время ее ковочных деформаций, чтобы затем в промежутках между отдельными ковочными деформациями в процессе осевой подачи детали вернуть его в исходное положение синхронно с обрабатываемой деталью, подача обрабатываемой детали зависит от рабочего хода прошивня, что позволяет выбирать подачу детали в соответствии с условиями прошивки. Предпосылкой является нагружение обрабатываемой детали достаточным осевым усилием, исключающим податливость детали относительно прошивня во время его рабочего хода. Поэтому прикладываемое к обрабатываемой детали осевое усилие зависит, среди прочего, от соответствующего материала, температуры и пластических свойств детали, а также от условий трения между прошивным инструментом и обрабатываемой деталью.
Если перед ковочной деформацией обрабатываемую деталь с торцевой ее стороны, обращенной к прошивню, снабдить центральным отверстием, в которое в начале ковочной деформации входит прошивень, то это дает возможность уже в зоне обращенного к прошивню торца детали создавать условия деформации, обеспечивающие свободную от трещин внутреннюю поверхность изготовляемого полого изделия.
Если деформация обрабатываемой детали, осуществляемая с помощью одного прошивня во взаимодействии с ковкой поперек волокна, является недостаточной для достижения заданного диаметра отверстия, то диаметр отверстия детали можно увеличивать ступенчато на последовательных этапах ковочной деформации.
Для осуществления способа изготовления цилиндрического полого изделия можно исходить из устройства, содержащего по меньшей мере два диаметрально противоположных относительно обрабатываемой детали кузнечных инструмента, зажимную головку, расположенную впереди кузнечных инструментов в направлении подачи детали и связанную с приводом осевой подачи и приводом вращения, и аксиально перемещаемый посредством исполнительного механизма прошивень на стороне кузнечных инструментов, противоположной передней зажимной головке. Если в таком устройстве снабдить зажимную головку, расположенную впереди кузнечных инструментов, торцевым упором для обрабатываемой детали, а также рабочим цилиндром для опирающейся со стороны торца детали, то прошивень необходимо выполнить посредством его исполнительного механизма с возможностью осевого возвратно-поступательного перемещения в зависимости от привода подачи зажимной головки, чтобы при соответствующем осевом нагружении обрабатываемой детали во время зацепления кузнечных инструментов продвигать прошивень между кузнечными инструментами навстречу направлению подачи детали с целью ее прошивки при благоприятных условиях за счет обусловленных прошивнем сжимающих напряжений и одновременно действующих в смысле раскрытия сердцевины обрабатываемой детали растягивающих напряжений от ковочной деформации. При выведении кузнечных инструментов из зацепления с обрабатываемой деталью последнюю с помощью зажимной головки, расположенной впереди кузнечных инструментов, поворачивают на заданный угол вокруг ее оси и соответственно рабочему ходу прошивня аксиально подают к кузнечным инструментам, причем синхронно с подачей обрабатываемой детали возвращают прошивень в исходное положение, чтобы затем продолжить и завершить прошивку на повторяющихся этапах деформации. Само собой разумеется, что эта прошивка может проходить как по всей длине обрабатываемой детали насквозь, так и лишь на части ее длины.
Осевое нагружение обрабатываемой детали может производиться с помощью самой зажимной головки, расположенной впереди кузнечных инструментов, если обеспечено осевое опирание детали в зажимной головке, а рабочий цилиндр взаимодействует с зажимной головкой. Более благоприятные конструктивные условия достигаются в том случае, если рабочий цилиндр предусмотрен на зажимной головке и нагружает торцевой упор для обрабатываемой детали, образующий приемное отверстие для прошивня. Тем самым привод подачи зажимной головки может быть отделен от рабочего цилиндра, в результате чего ход рабочего цилиндра может быть небольшим по сравнению с ходом перемещения, необходимым для привода подачи. Чтобы осевое нагружение обрабатываемой детали с помощью рабочего цилиндра не препятствовало необходимому в промежутках между зацеплениями кузнечных инструментов повороту обрабатываемой детали, рабочий цилиндр может быть связан с приводом вращения торцевого упора для обеспечения поворота детали синхронно с торцевым упором.
Если предусмотрены две зажимные головки, установленные впереди и позади кузнечных инструментов, что обычно требуется в тех случаях, когда для изготовления трубчатой детали прошивку производят по всей ее длине, то зажимную головку, расположенную позади кузнечных инструментов, необходимо также снабдить приводом вращения. Когда, например, при прошивке конца обрабатываемой детали, обращенного к передней зажимной головке, обрабатываемую деталь нужно освободить от передней зажимной головки, то подачу детали должна обеспечивать установленная позади зажимная головка, которая наряду с осевой подачей обрабатываемой детали должна также осуществлять и ее вращение.
Для ступенчатого увеличения диаметра отверстия прошивень может иметь прошивной инструмент с выполненными в виде ступеней участками диаметра. При этом прошивень следует позиционировать относительно кузнечных инструментов соответственно данному рабочему участку, что позволяет для каждого участка диаметра прошивного инструмента использовать для прошивки раскрытие сердцевины ковкой поперек волокна. Однако такая ступенчатая прошивка обрабатываемой детали не обязательно должна ограничиваться одним направлением прохождения детали. Так вполне возможно снабдить обе зажимные головки рабочим цилиндром для торцевого нагружения обрабатываемой детали, чтобы обеспечить нагружение детали соответствующим осевым усилием в обоих направлениях подачи. Прошивень должен в таком случае аксиально пронизывать собой рабочий цилиндр соответствующей зажимной головки. Такая прошивка в противоположных направлениях подачи может осуществляться с помощью одного единственного прошивня, если происходит замена прошивного инструмента, имеющего решающее значение для процесса прошивки. Возможно также каждой зажимной головке придавать отдельный прошивень, который в таком случае аксиально пронизывает собой соответствующий рабочий цилиндр.
Краткое описание чертежей
Предложенный согласно изобретению способ более подробно поясняется с помощью чертежей, на которых
фиг.1 показывает устройство согласно изобретению для изготовления цилиндрического полого изделия, схематический вид сбоку;
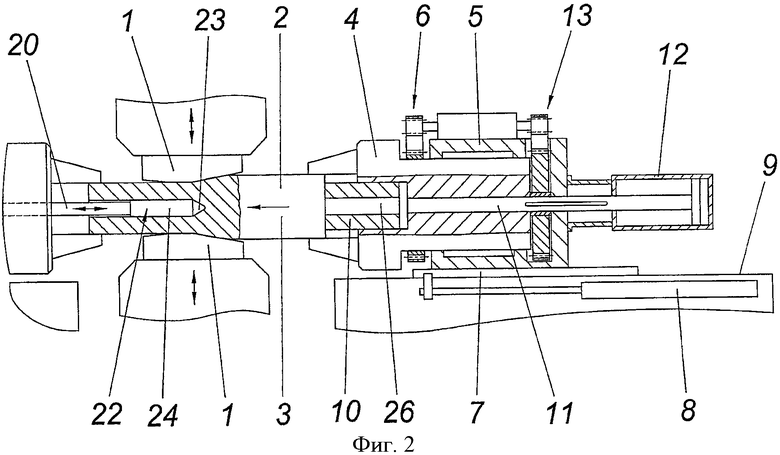
фиг.2 - то же устройство фрагментарно в зоне кузнечных инструментов и зажимной головки, расположенной впереди указанных кузнечных инструментами, в схематическом осевом разрезе в увеличенном масштабе;
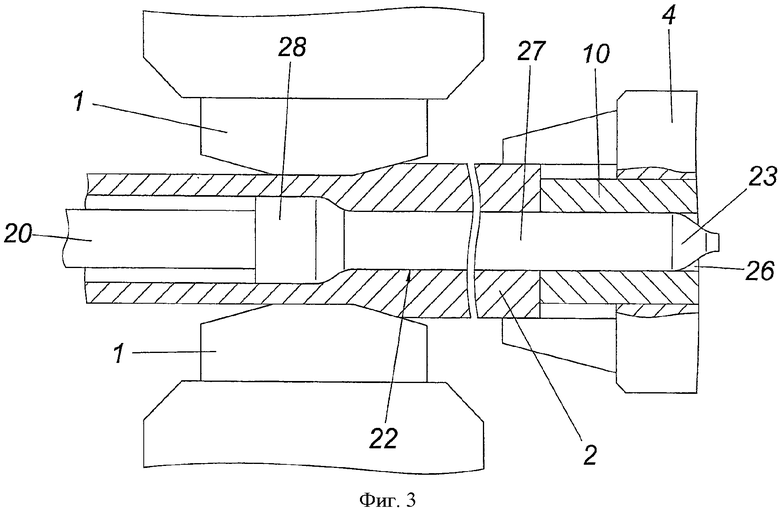
фиг.3 - измененный вариант выполнения устройства согласно изобретению в схематическом осевом разрезе фрагментарно в зоне кузнечных инструментов в увеличенном масштабе.
Путь осуществления изобретения
Представленное устройство содержит кузнечные инструменты 1 в виде кузнечных молотов, расположенных относительно обрабатываемой детали 2 диаметрально противоположно друг другу. И хотя на чертежах видны лишь два кузнечных инструмента, обычно для повышения производительности предусматриваются две пары молотов, смещенные относительно друг друга на угол 90°, приводимые в действие попеременно. Обрабатываемую деталь 2, подаваемую в виде заготовки со сплошным сечением, которая, однако, может быть выполнена и трубчатой, перемещают с помощью зажимной головки 4, расположенной впереди кузнечных инструментов 1, в направлении подачи 3 обрабатываемой детали 2. С этой целью зажимная головка 4 установлена с возможностью вращения в корпусе 5, несущем привод вращения 6 зажимной головки 4. Корпус 5 с зажимной головкой 4 установлен с возможностью перемещения посредством салазок 7 с помощью привода подачи 8, предпочтительно исполнительного цилиндра, вдоль направляющей 9. Зажимная головка 4 имеет, кроме того, торцевой упор 10 для обрабатываемой детали 2. Этот упор 10 аксиально нагружают через поршневой шток 11 рабочего цилиндра 12, который прифланцован к корпусу 5 зажимной головки 4. Для обеспечения совместного с зажимной головкой 4 вращения упора 10, установленного в зажимной головке 4 с возможностью осевого перемещения, может быть предусмотрен привод вращения 13 для поршневого штока 11, управляемый синхронно с приводом вращения 6 зажимной головки 4. Причем необходимо отметить, что несмотря на жесткое соединение, прочное на скручивание, осевая перемещаемость поршневого штока 11 не нарушается.
Как, в частности, видно на фиг.1, позади кузнечных инструментов 1 расположена еще одна зажимная головка 14, которая также поворотно установлена в корпусе 15 и приводится от привода вращения 16. Аналогичным образом зажимная головка 14 с корпусом 15 смонтирована на салазках 17, установленных с возможностью перемещения от привода подачи 18 вдоль направляющей 19. Зажимная головка 14, выполненная полой, пронизана прошивнем 20, который посредством исполнительного механизма 21 приводится в движение возвратно-поступательно в зависимости от подачи обрабатываемой детали. Прошивной инструмент 22 прошивня 20, входящий в зону ковочных деформаций обрабатываемой детали 2 между кузнечными инструментами 1, имеет сужающийся конец 23 и примыкающий к нему цилиндрический калибровочный участок 24, что позволяет производить прошивку и калибровку за одну технологическую операцию.
Чтобы облегчить вход прошивного инструмента 22 во входной торец обрабатываемой детали 2 и предотвратить образование трещин в начале прошивки, обрабатываемую деталь 2 непосредственно перед процессом прошивки снабжают центральным отверстием 25, которое просверливают еще до зажима обрабатываемой детали 2 или же выполняют после зажима с помощью самого прошивного инструмента 22 или специального инструмента, позиционируемого в середину машины.
Для прошивки обрабатываемую деталь 2 в промежутках времени, когда она освобождается от кузнечных инструментов 1, с помощью привода подачи 8 периодически продвигают через ковочное устройство и одновременно с помощью привода вращения 6 поворачивают на заданный угловой шаг вокруг своей оси. Ковочные деформации, произведенные кузнечными инструментами 1 после указанных движений подачи, вызывают в сердцевине обрабатываемой детали 2 растягивающие напряжения, действующие на сердцевину в смысле ее раскрытия и поддерживающие сжимающие напряжения, создаваемые прошивным инструментом 22, что позволяет производить прошивку обрабатываемой детали 2 прошивнем 20 со сравнительно небольшим расходом энергии. Для обеспечения большей производительности прошивень 20 в процессе ковочной деформации продвигают между кузнечными инструментами 1 навстречу направлению подачи 3 обрабатываемой детали 2, причем обрабатываемую деталь 2 нагружают рабочим цилиндром 12 с соответствующим усилием прессования в направлении подачи 3. В процессе движения подачи обрабатываемой детали 2 в промежутках между ковочными деформациями прошивень 20 посредством исполнительного цилиндра 21 синхронно с приводом подачи 8 возвращают в его исходное положение, чтобы при последующей ковочной деформации вновь продвинуть его к обрабатываемой детали 2 навстречу направлению подачи 3. Если обрабатываемую деталь 2 прошивают по всей ее осевой протяженности, то подача детали в осевом направлении и в направлении по окружности уже не может производиться расположенной впереди кузнечных инструментов 1 зажимной головкой 4, как только обработке подвергается конец детали, соответствующий этой зажимной головке 4. В этом случае осуществление движений подачи как в осевом направлении, так и в направлении по окружности принимает на себя противолежащая зажимная головка 14. Нагружение обрабатываемой детали 2 рабочим цилиндром 12 зажимной головки 4, однако, сохраняется. Торцевой упор 10 для обрабатываемой детали 2 снабжен приемным отверстием 26 для прошивного инструмента 22, за счет чего подпирание детали рабочим цилиндром 12 обеспечивается непрерывно.
Если ширина отверстия, достигаемая одним диаметром прошивного инструмента 22, является недостаточной, то деталь 2 можно обрабатывать ступенчато. Такая обработка с помощью одного прошивня 20, прошивной инструмент 22 которого имеет два выполненных в виде ступеней участка 27, 28 диаметра, показана на фиг.3. После прошивки обрабатываемой детали 2 в соответствии с меньшим участком 27 диаметра имеющееся отверстие расширяют с помощью большего участка 28 диаметра, а именно опять-таки при одновременной ковочной деформации, что позволяет выгодно использовать для процесса прошивки растягивающие напряжения, возникающие в результате этих ковочных деформаций. Для раздачи отверстия необходимо посредством исполнительного механизма 21 переместить прошивень 20 так, чтобы участок 28 диаметра прошивного инструмента 22 оказался в зоне ковочных деформаций обрабатываемой детали 2, осуществляемых кузнечными инструментами 1.
Разумеется, что изобретение не ограничивается описанными выше примерами осуществления. Вопрос ведь только в соответствующем осевом нагружении обрабатываемой детали в процессе рабочего хода прошивня 20, причем рабочий ход совершается во время ковочной деформации. Ковочная деформация может осуществляться как кузнечными молотами, так и ковочными прессами. Обрабатываемую деталь 2 можно, кроме того, описанным выше образом подвергать горячей, полугорячей, а также холодной деформации. В отдельных случаях можно, помимо того, управлять кузнечными инструментами так, чтобы после прошивки обрабатываемой детали переключать их с последовательности ударов, разрыхляющих сердцевину, на одновременные удары, уплотняющие ее. Сам прошивень 20 может быть выполнен невращаемым, или же он может вращаться вместе с обрабатываемой деталью или дополнительно приводиться во вращательное движение относительно обрабатываемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2010655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| СПОСОБ ОДНОПЕРЕХОДНОЙ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ПОЛОСТЬЮ В УТОЛЩЕНИИ | 2009 |
|
RU2391172C1 |
| ПУАНСОН ДЛЯ ПРОШИВКИ НА ПРЕССЕ | 2014 |
|
RU2549787C1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| Способ изготовления полой цилиндрической заготовки | 2018 |
|
RU2699425C1 |
| Способ изготовления полых заготовок | 1988 |
|
SU1731386A1 |
| Способ изготовления полых поковок | 1990 |
|
SU1756008A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении цилиндрического полого изделия ковкой. В зоне сердцевины раскрывают обрабатываемую деталь с помощью последовательных ковочных деформаций, смещенных на угол относительно друг друга вокруг оси детали, и одновременного ее насаживания на прошивень. При этом обрабатываемую деталь во время ковочных деформаций прижимают с заранее заданным усилием к прошивню, который продвигают к детали навстречу этому осевому усилию. А в промежутках между следующими одна за другой ковочными деформациями возвращают в исходное положение синхронно с осевой подачей обрабатываемой детали. Способ осуществляют в устройстве, содержащем, по меньшей мере, два диаметрально противоположных относительно обрабатываемой детали кузнечных инструмента, зажимную головку с торцевым упором с приводом осевой подачи и приводом вращения. Имеются также прошивень, аксиально перемещающийся с помощью исполнительного механизма со стороны кузнечных инструментов, а также рабочий цилиндр, служащий для опирания обрабатываемой детали. Повышается качество прошивки. 2 н. и 7 з.п. ф-лы, 3 ил.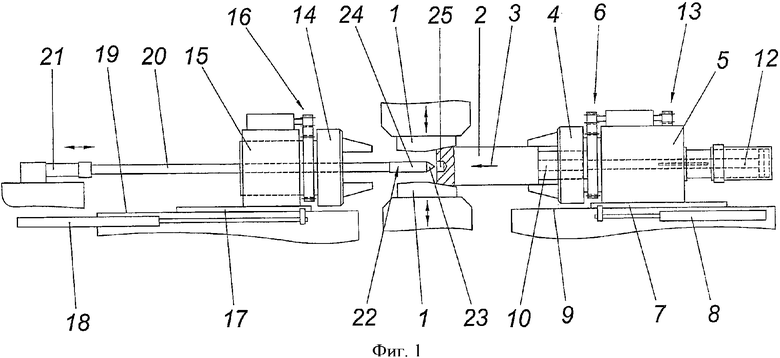
| Способ изготовления полых цилиндрических заготовок | 1977 |
|
SU715195A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1990 |
|
RU2083310C1 |
| US 4966023 А, 30.10.1990. | |||

