Область техники
Заявляемая группа изобретений относится к области обработки металлов и материалов давлением при изготовлении длинномерных пустотелых изделий типа стаканов и втулок, и может быть использована в различных отраслях промышленности, в том числе, при изготовлении многоплунжерных гидроцилиндров, амортизаторов автомобилей, пневмоцилиндров, стволов минометов и других изделий аналогичного назначения.
Уровень техники
Из уровня техники известен способ изготовления длинномерных изделий в промышленности на гидравлических прессах горячей деформацией обратным выдавливанием с последующей вытяжкой с утонением стенки изделия через кольца или закрытые ролики. («Ковка и штамповка» Справочник том 2, Москва, Машиностроение, 1986 г. стр. 213-215, рис 1-4).
Данный способ является многопереходным и, как следствие, технологически сложным. Кроме того, при реализации выдавливания на прошивень оказываются значительные давления, что снижает его стойкость и надежность способа.
Известен также способ изготовления изделий аналогичного назначения, состоящий в обратном выдавливании пустотелого изделия из неподвижной прутковой заготовки, установленной на упоре торцем противоположно прошивню, в пустотелой подвижной матрице. Выдавливание осуществляют навстречу движению прошивня пресса с обеспечением движения стенок матрицы со скоростью движения материала или с превышением скорости движения матрицы относительно материала. («Штамповка с кручением» МГИУ Субич В.Н. и др., Москва 2008 г., стр. 47-48; «Наукоемкие технологии в машиностроении» Москва, Машиностроение, 2012 г., стр. 72-74).
Данная схема деформации представляет собой выдавливание с активными силами трения. Оно вызывает сдвиговые деформации в зоне пластической деформации и снижает усилие деформирования. Получаемое изделие имеет мелкодисперсную структуру.
Недостатки данного способа обусловлены недостатками устройства, его реализующего - подвижный прошивень закреплен на значительном удалении от зоны начала деформации обрабатываемого материала, в результате чего любая неравномерность нагрева, неравномерность структуры заготовки приводят к разнотолщинности стенок получаемого изделия при его большой длине.
Из уровня техники (патент US 4052874) известен способ получения цилиндрического металлического трубчатого тела прокаткой многогранной заготовки через направляющую втулку пресс-валкового прошивного стана, в соответствии с которым валками прошивного стана прокатывают передний конец заготовки до контакта центральной части переднего конца заготовки с наконечником прошивня для предотвращения изгиба заготовки силой прессования и поддержания оси заготовки на центральной линии прохода; после чего передний конец заготовки приводят в контакт с прошивнем пресс-валкового прошивного стана для начала операции прошивки по осевой линии калибра. Таким образом осуществляют одновременную прокатку заготовки неподвижными вращающимися валками с прошивкой внутреннего отверстия неподвижным прошивнем. Заготовку центрируют по оси за счет деформации обжатием углов заготовки и течении при этом материала заготовки вдоль оси и получении при этом лунки в торце заготовки.
Недостатком известного способа является неподвижность прошивня и валков относительно друг друга, силы трения на прошивне пассивны, при этом для получения изделия применен процесс заполняющей прошивки, что приводит к увеличению длины хода прошивня и, как следствие, увеличению трудоемкости получения изделия с ограничением его длины.
Наиболее близким по технической сущности к заявляемому изобретению является устройство, а также способ его использования, раскрытые в публикации US 3391561. Устройство для изготовления цилиндрического трубчатого изделия содержит пару приводных калиброванных валков, образующих кольцевой калибр, прошивень с коническим концом, оправочный блок на выходном конце калибра, поддерживающий прошивень в центре калибра, средства, взаимодействующие с задним концом указанной заготовки для продавливания заготовки вперед по указанному прошивню и справочному блоку при прокатке заготовки в цилиндрическую форму в указанном калибре. При прокатке цилиндрическую трубчатую заготовку перемещают вдоль оправочного блока.
Недостатки известного способа и устройства аналогичны недостаткам решения, раскрытого выше. Отсутствие перемещения валков и прошивня друг относительно друга ведет к снижению эффективности работы устройства ввиду отсутствия активных сил трения на прошивне, а также позволяет получать изделия только ограниченной длины (блюмсы), при этом при реализации способа удлинения изделия практически не происходит.Для устранения разнотолщинности стенок при реализации данного способа в заготовке предварительно изготавливают направляющие лунки для прошивня и толкателя заготовки, что удлиняет технологический процесс изготовления изделия, а также создает дополнительные технологические трудности. Для получения изделия применен процесс заполняющей прошивки, что приводит к увеличению длины хода прошивня и увеличению трудоемкости получения изделия.
Раскрытие сущности изобретения
Техническая проблема, на решение которой направлено заявляемое изобретение, заключается в необходимости преодоления недостатков, присущих аналогам и прототипу за счет создания способа изготовления длинномерных пустотелых изделий, а также устройства для его реализации, обеспечивающих возможность получения изделий любой длины при сокращении временных затрат и повышении технологичности способа.
Технический результат, достигаемый при использовании заявляемого изобретения заключается в обеспечении снижения прикладываемого для деформирования заготовки усилия за счет обеспечения в зоне пластической деформации сдвиговых деформаций, обусловленных наличием активных сил трения. Техническое преимущество заявляемого изобретения выражается, в том числе, в повышении прочностных свойств изделия за счет формирования его мелкодисперсной структуры. Заявляемый способ за счет использования обратного выдавливания сдвигом характеризуется значительно меньшим по сравнению с прототипом ходом прошивня, что значительно повышает его эффективность и технологичность. Заявляемый способ также обеспечивает возможность изготовления пустотелых изделий не только из многогранных заготовок, но и из любого проката, позволяет получать изделия с профилем соответствующего примененного проката за счет использования процесса обратного выдавливания сдвигом вместо процесса открытой прошивки.
Заявляемый технический результат достигается тем, в способе изготовления длинномерных пустотелых изделий, включающем размещение металлической заготовки в прокатном стане с прошивнем, центрирование заготовки относительно контактного торца прошивня с получением центрального углубления в контактном торце заготовки, обжатие переднего края заготовки вращающимися роликами и прокатку заготовки с прошивкой центрального сквозного отверстия, согласно техническому решению, при размещении заготовки в прокатном стане один ее торец фиксируют относительно оси прошивня в упоре прокатного стана, после чего обжимают ее противоположный контактный торец, по меньшей мере, двумя роликами прокатного стана, установленными с зазором друг относительно друга с возможностью одновременного вращения и поступательного перемещения, углубление в контактном торце заготовки формируют посредством одновременного поступательного движения конического контактного торца прошивня и вращательного движения прижатых к заготовке роликов, до достижения контактным торцом прошивня уровня общей центральной секущей плоскости роликов, при этом при прокатке изделия обеспечивают одновременное сонаправленное поступательное перемещение равномерно вращающихся прижатых к заготовке роликов и прошивня в направлении зафиксированного торца заготовки до его достижения или до достижения заранее заданного расстояния до упора, затем ходом прошивня с изделием производят калибровку изделия роликами, после чего ролики разжимают и обратным ходом удаляют прошивень из полученного изделия. Ролики вращаются в направлении навстречу движению прошивня. Заготовка может быть многослойной, состоящей, по меньшей мере, из двух слоев различных материалов. Ролики могут быть размещены с зазором, обеспечивающим при прокатке по поверхности заготовки продольных ребер жесткости. Радиус роликов выбран с превышением радиусного размера конической головки прошивня не более, чем в 5 раз. Дополнительно при прокатке может быть осуществлено поступательное перемещение упора с зафиксированным в нем торцом заготовки навстречу движению прошивня и роликов. Также, при прокатке может быть использован дополнительный комплект роликов большего или меньшего диаметра для получения изделия переменного диаметра. Заготовка может быть предварительно нагрета до 900-1200°С.
Технический результат также достигается тем, что устройство для изготовления длинномерных пустотелых изделий, представляющее собой прокатный стан, снабженный роликами, установленными с зазором друг относительно друга с возможностью вращения и обеспечивающими прокатку изделия и прошивнем, обеспечивающим формообразование стенок получаемого при прокатке изделия, согласно техническому решению, снабжено корпусом, с одной стороны которого размещен упор для фиксации торца заготовки, а с противоположной стороны размещен подвижный блок, включающий прошивень, установленный в направляющей втулке с возможностью поступательного перемещения вдоль оси прокатного стана и снабженный гидроцилиндром, приводящим его в движение, и ролики прокатного стана, снабженные гидроцилиндрами, приводящими их в движение, и установленные с возможностью поступательного перемещения вдоль оси прокатного стана. Упор установлен с возможностью перемещения навстречу движению прошивня. Ролики установлены с зазором, равным толщине ребра жесткости получаемого изделия. Ролики могут быть снабжены дополнительным приводом, обеспечивающим изменение скорости вращения роликов. Это могут быть серводвигатели на осях роликов, расположенные на корпусе стана (на фигурах не показаны).
Технический результат достигается тем, что с целью создания условий для получения сдвиговых деформаций в очаге деформации и за счет этого снижения усилия деформации прошивка и прокатка заготовки производится по неподвижной заготовке совместным сонаправленным поступательным движением пуансона и вращающихся роликов.
Заявляемое техническое решение основано на использовании активных сил трения, образующихся при совместном однонаправленном поступательном перемещении вращающихся роликов (валков) и прошивня. Такая комбинация вращательного и поступательного движения, а также предварительное расположение контактного торца прошивня на уровне общей центральной секущей плоскости оси роликов создают в заготовке разнонаправленное движение ее материала, что приводит к сдвиговым деформациям в зернах материала заготовки, и способствует снижению усилия деформирования и формированию мелкодисперсной структуры получаемого изделия.
В заявляемом способе, в отличие от известных аналогов, прошивень подвижен и создает активные силы трения в материале, противоположные по направлению активным силам трения, созданными замкнутыми вращающимися роликами. Материал заготовки после контакта с роликами и прошивнем поднимается по прошивню в направляющей втулке, в результате чего формируются стенки пустотелого изделия. Устранение конусности, сформированной в контактном торце заготовки в начале реализации способа, осуществляют дальнейшим движением прошивня при калибровке изделия через закрытые ролики до выхода торца готового изделия из роликов.
Замкнутые ролики могут иметь принудительное, регулируемое по скорости вращение навстречу движению пуансона (прошивня), что обеспечивает дополнительное снижение усилия деформирования. («Штамповка с кручением» МГИУ, Субич В.Н. и др., Москва 2008 г., стр. 47). Для этого на корпусе стана устанавливают дополнительно электродвигатели с изменением оборотов, приводящие во вращение оси роликов (на фиг. не показано).
Снижение усилия обеспечивает снижение требования к смазкам для реализации способа и для повышения эффекта сдвиговых деформаций возможно осуществление процесса без смазки и даже деформация с нанесением на поверхности прошивня и замкнутых роликов, например, твердого сплава, повышающего коэффициент трения.
Сущность заявляемого изобретения поясняется следующими чертежами, где схематично представлены отдельные этапы реализации заявляемого способа и схематичное исполнение основных узлов заявляемого устройства.
Так,
на фиг. 1 представлено исходное состояние основных узлов устройства,
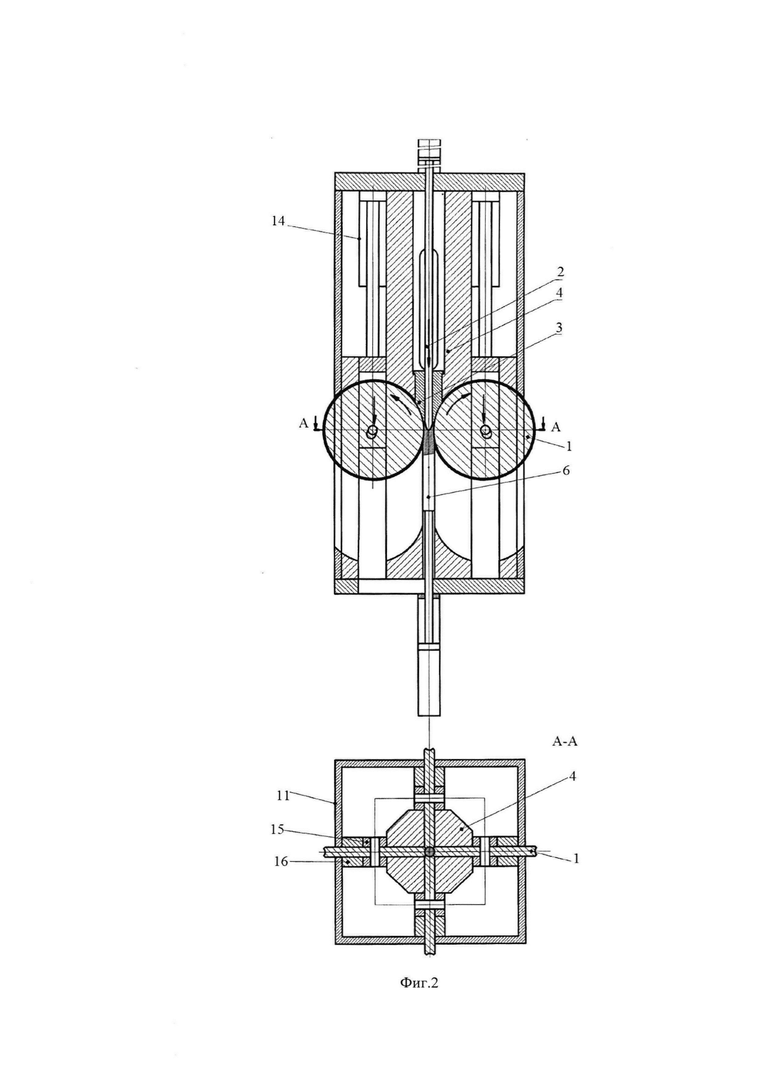
на фиг. 2 представлен этап способа в момент времени, соответствующий формированию конусного углубления в торце заготовки; А-А разрез - вид сверху;
на фиг. 3 представлен этап способа в момент времени окончания прошивки и прокатки заготовки;
на фиг. 4 показано встречное движение материала, создаваемое роликами и прошивнем при их движении;
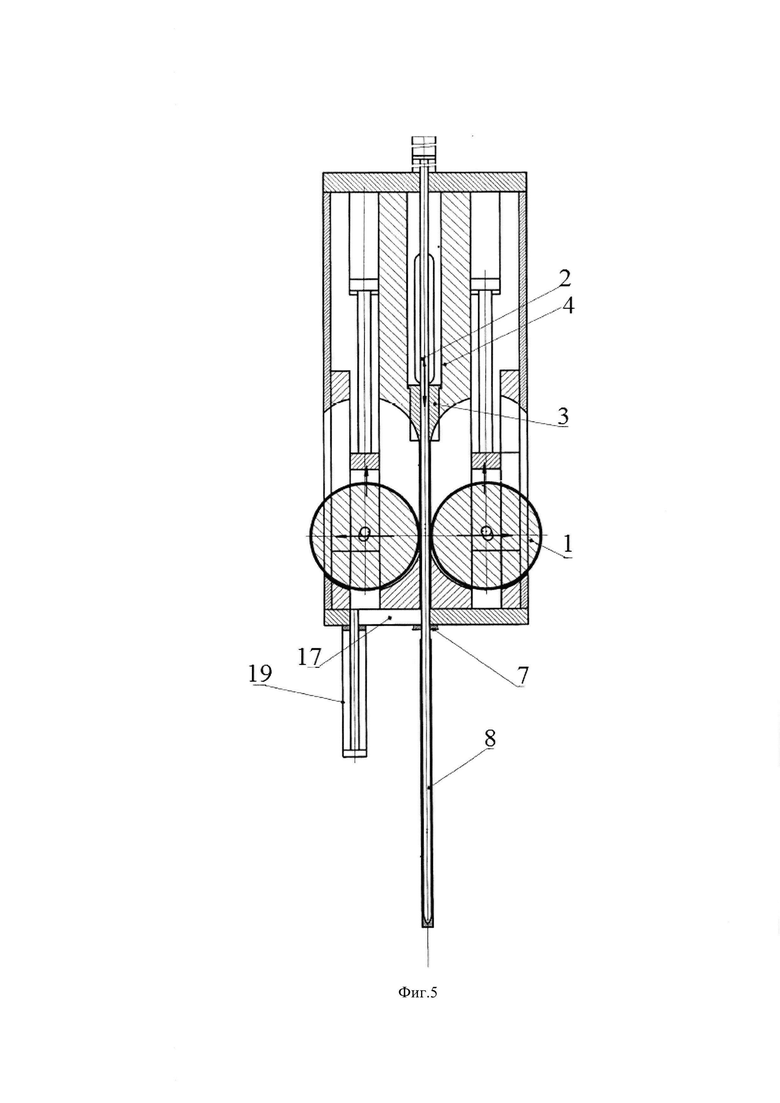
на фиг. 5 представлен этап способа в момент времени, соответствующий получению готового изделия;
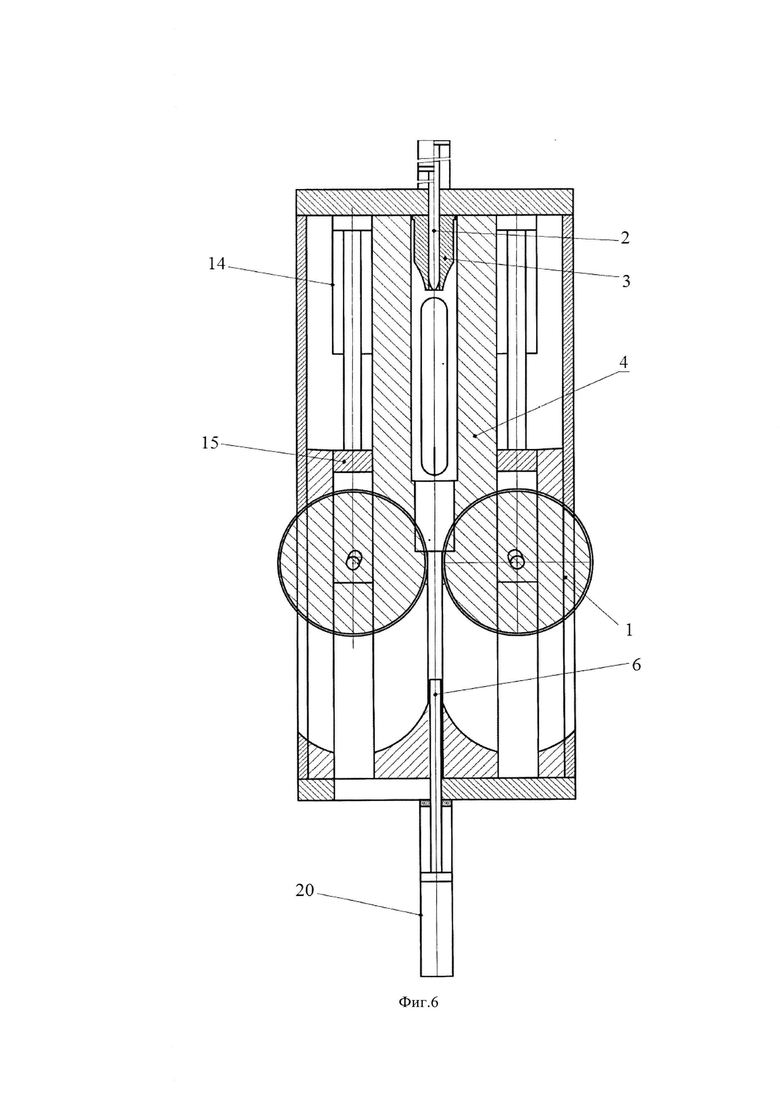
на фиг. 6 представлено устройство готовое к приему новой заготовки.
на фиг. 7 представлены вариант выполнения устройства с двумя комплектами роликов;
на фиг. 8 показано изделие в форме стакана, полученное в устройстве при одном комплекте закрытых роликов;
на фиг. 9 справа показана не прошитая до конца заготовка, слева прошитая с поворотом на 180° заготовка, полученное при этом трубное изделие;
на фиг. 10 показана не прошитая часть заготовки (правая часть рисунка) которая может быть использована для получения, например, фланца (левая часть рисунка);
на фиг. 11 показано изделие с наружными ребрами, полученное при прокатке и прошивке в роликах с зазором между роликами. Закрытые ролики с зазором показаны ниже.
Позициями на чертежах обозначены:
1. ролики
2. прошивень
3. направляющая втулка
4. станина прокатного стана
5. упор
6. заготовка
7. съемник
8. готовое изделие
9. окно подачи заготовки
10. овальный паз вилки
11. корпус устройства
12. верхняя плита
13. гидроцилиндр прошивня
14. гидроцилиндр ролика
15. вилка ролика
16. направляющая вилки
17. паз ролика
18. нижняя плита
19. паз нижней плиты
20. гидроцилиндр упора.
Осуществление изобретения.
Устройство, с помощью которого может быть реализован заявляемый способ, представляет собой модифицированный прокатный стан, обеспечивающий возможность прокатки изделий любой длины. Устройство выполнено в виде корпуса, например, сварного корпуса 11 с плитами 12 и 18 (фиг. 1). На плите 12 по оси устройства установлен гидроцилиндр 13, на поршне которого закреплен прошивень 2. На противоположной плите 18 по оси устройства установлен упор 5, являющимся штоком гидроцилиндра 20. Упор 5 с гидроцилиндром 20 установлены с возможностью перемещения в пазу 19 плиты 18. Для подачи заготовки 6 в устройство в корпусе имеется окно 9. Внутри корпуса по оси его установлена станина 4, в которой с возможностью движения по оси устройства расположена втулка 3 с прошивнем 2 внутри нее. В пазах 17 устройства на осях расположены ролики 1 с профилем на наружной поверхности, формирующим профиль наружной поверхности прокатываемого изделия 8. Количество роликов определяется требованиями к изготавливаемому изделию и может составлять от 2 и более штук и может быть изменено при необходимости. Ролики установлены с возможностью перемещения в пазах 17 станины 4 и направляющих 16. Внутри корпуса устройства на станине 4 и плите 12 установлены гидроцилиндры 14 с вилками 15 (количество гидроцилиндров обусловлено количеством роликов, соответственно). В овальных отверстиях 10 вилок 15 расположены оси роликов 1. Вилки 15 жестко направлены при движении между станиной 4 и направляющими 16. Отверстия в вилках 15 имеют пазы. За счет овального выполнения пазов 10 ролики имеют возможность сближаться к оси устройства, деформируя заготовку 6.
Заявляемый способ изготовления длинномерного пустотелого изделия осуществляют следующим образом. При этом способ может быть осуществлен как с использованием описанного выше устройства, так и с использованием другого прокатного стана.
В качестве заготовки, из которой может быть получено длинномерное изделие, может быть использован металлический пруток, например, из стали, меди, алюминия. Длина прутка заготовки определяется размерами конечного получаемого изделия (его длина, диаметр, толщина, наличие ребер жесткости), и является заранее определяемой величиной. Так, например, для получения цилиндра с внутренним диаметром 25 мм и наружным диаметром 33,7 мм и длиной 900 мм в заявляемом способе в качестве заготовки используют пруток из стали 08 кп диметром 40 мм и длиной 300 мм. Заготовка также может быть многослойной, состоящей из нескольких материалов.
Заготовку 6 устанавливают на упор 5 прокатного стана, введя ее между раскрытыми роликами 1. На фиг. 1 (левая часть рисунка) представлена исходная заготовка, установленная на упор 5 между раскрытыми роликами 1 в отверстие станины 4, а также прошивень 2, установленный в направляющей втулке 3, и закрепленный в прокатном стане на поршне гидроцилиндра 13. Торец заготовки 6, противоположный контактному торцу, размещенному в роликах, фиксируют на упоре. Ролики прижимают к заготовке 6. Включают гидроцилиндр, обеспечивающий движение прошивня, который начинает поступательное движение вместе с роликами, внедряясь в контактный торец заготовки. Прошивень движется до общей осевой секущей плоскости роликов, формируя в контактном торце заготовки коническое углубление. На фиг. 2 и фиг. 4 представлена обжатая заготовка в момент образования на контактном торце заготовки конусного углубления, начало вращения и движения роликов вместе с продолжающимся движением прошивня. Стрелками показано движение прошивня, направление вращения роликов и их движение вместе с прошивнем.
На следующем этапе ролики приводят во вращение по направлению к направляющей втулке с прошивнем. Далее осуществляют прокатку вращением роликов по поверхности заготовки и обеспечивают одновременное сонаправленное поступательное перемещение комплекта равномерно вращающихся роликов и прошивня в направлении зафиксированного торца заготовки до его достижения или до достижения заранее заданного расстояния до торца заготовки. Расстояние это определяется необходимым объемом материала для получения размеров головной части получаемого изделия. При получении изделия в виде трубы прокатку осуществляют до упора. Одновременно с вращением ролики перемещают поступательно вдоль по заготовке. Одновременно с поступательным перемещением роликов продолжают поступательное движение прошивня с той же скоростью. Ролики катятся по заготовке, выталкивая материал заготовки вверх против движения прошивня (фиг. 4). Стрелками на фиг. 4 показано встречное движение материала заготовки 6 в зоне деформации, созданное поверхностями прошивня и роликов, которые образуют в материале заготовки сдвиговые деформации, приводящие к снижению усилия деформирования, образованию мелкодисперсной структуры в стенках изделия. Выдавливание с активными силами трения может осуществляться в холодном и горячем состоянии, при этом наибольшее снижение деформирующей силы достигается при горячем выдавливании без применения смазки т.е. при предельных величинах контактного трения (Штамповка с кручением» МГИУ Субич и др. Москва 2008 г. стр. 47). Материал заготовки 6 поднимается по прошивню 2 вверх. В то же время, поскольку прошивень установлен в направляющей втулке, материал заготовки поднимается в цилиндре, образованном направляющей втулкой и прошивнем, в результате чего формируются внешние и внутренние стенки получаемого изделия.
При достижении прошивнем торца заготовки или заданного расстояния до торца ролики отключают, разжимают, и полученное изделие 8 прокатывают движением прошивня 2 через отключенные ролики 1 и калибруют в них. При этом калибруют под диаметр изделия 8 и конусную часть изделия 8 (фиг. 5). Возможно также проведение калибровочной операция и при обратном вращении роликов 1 при отключенном прошивне 2.
Изделие 8 выводят за ролики и съемником 7 охватывают прошивень 2. Далее обратным ходом прошивня 2 снимают изделие 8 с прошивня 2 и удаляют изделие из устройства. Устройство готово к приему следующей заготовки (фиг. 6).
Возможно получение изделия со ступенчатой наружной поверхностью (изделие переменного диаметра). Для этого при прокатке заготовки используют дополнительный комплект замкнутых роликов, расположенных последовательно за первым комплектом роликов и имеющими иной (больший или меньший) диаметр, соответствующий диаметру изделия (фиг. 7). На фиг. 7 показано получение изделия с формированием изделия переменного диаметра, при этом формирование измененного диаметра достигается дальнейшим движением прошивня со вторым комплектом роликов.
Возможно получение на устройстве изделия с ребрами жесткости по наружной поверхности изделия. Для этого устанавливают ролики в устройстве с зазором, равным размеру толщины ребра жесткости изделия. При сближении роликов материал изделия затекает в зазор между роликами и продолжает вытекать в зазор между роликами при движении роликов и прошивня в заготовке образую ребра жесткости изделия.
Заявляемое устройство для изготовления длинномерных пустотелых изделий работает следующим образом. Заготовку 6 подают в окно 9 устройства до оси устройства (фиг. 1 правая от оси часть). Гидроцилиндром 13 приводят в движение прошивень 2, установленный во втулке 3 и подают заготовку 6 между роликами 1 в отверстие станины 4 до упора 5 (фиг. 1 левая от оси часть). Заготовку фиксируют к упору. В момент касания прошивнем 2 торца заготовки 6 включаются гидроцилиндры 14, приводящие в движение ролики. Роликами 1 обжимают контактный торец заготовки 6 до диаметра готового изделия, образуют на торце заготовки совместно с прошивнем конусную воронку (фиг. 2 и разрез А-А). Дальнейшим совместным движением прошивня 2 и вращением и поступательным движением роликов 1 образуют стенки изделия, при этом втулка 3 поднимается по прошивню 2, а ролики одновременно с прошивнем поступательно перемещаются вдоль заготовки. Окончание процесса получения изделия 8 показано на фиг. 3. Далее упор 5 опускают и с гидроцилиндром 20 по пазу 19 в плите 18 отводят в сторону (фиг. 5). Прошивень 2 с прошитым изделием прокатывают в роликах, в результате чего калибруют изделие 8 и устраняют при прокатке конусную часть изделия, сформированную на начальном этапе. Съемником 7 при обратном ходе прошивня 2 снимают с него готовое изделие 8 (фиг. 5). Съемник 7 убирают, гидроцилиндр 20 с упором 5 возвращают в исходное положение на ось устройства, упор 5 устанавливают на нужную высоту. Вилками 15 гидроцилиндров 14 возвращают ролики 1 по направляющим 16 и станине 4 в исходное раскрытое положение роликов 1. Устройство готово к приему следующей заготовки (фиг. 6).
Для ускорения процесса получения изделия при прокатке дополнительно может быть осуществлено поступательное перемещение упора 5 с зафиксированным на нем торцом заготовки навстречу движению прошивня и роликов. Это сокращает время рабочего цикла, снижает трудоемкость получения изделия. Таким образом, обеспечивают взаимное встречно-направленное перемещение, с одной стороны - заготовки в упоре, а с другой стороны - прошивня и вращающихся роликов.
Пример конкретного выполнения
Заявляемый способ был реализован при изготовлении гидроцилиндра с внутренним диаметром 25 мм и наружным диаметром 37 мм и длиной 900 мм. В качестве заготовки использован пруток из стали 08кп диметром 40 мм и длиной 427 мм. Прокатку осуществляли с использованием пресса мощностью 400 тс в штампе. Ход прошивня при этом составил 416 мм. Скорость хода верхней плиты пресса составляла 2 мм/сек. Ролики в штампе установлены на верхней плите штампа и перемещались с аналогичной скоростью 2 мм/сек. Время получения изделия составило около 3,5 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОГО ПОЛОГО ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ | 2004 |
|
RU2347641C2 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЕТАЛЕЙ БУРОВЫХ ЗАМКОВ | 2005 |
|
RU2299104C1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
| Прошивной стан винтовой прокатки | 1976 |
|
SU556855A1 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2165810C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2007 |
|
RU2361689C1 |






Группа изобретений относится к области обработки металлов и материалов давлением при изготовлении длинномерных пустотелых изделий типа стаканов и втулок. Снижение прикладываемого для деформирования заготовки усилия за счет создания в зоне пластической деформации сдвиговых деформаций, обусловленных наличием активных сил трения, обеспечивается за счет того, что прошивка и прокатка заготовки производится по неподвижной заготовке совместным сонаправленным поступательным движением пуансона и вращающихся роликов. 2 н. и 10 з.п. ф-лы, 11 ил.
1. Способ изготовления длинномерных пустотелых изделий, включающий размещение металлической заготовки в прокатном стане с прошивнем, центрирование заготовки относительно контактного торца прошивня с получением центрального углубления в контактном торце заготовки, обжатие переднего края заготовки вращающимися роликами и прокатку заготовки с прошивкой центрального сквозного отверстия, отличающийся тем, что при размещении заготовки в прокатном стане один ее торец фиксируют относительно оси прошивня в упоре прокатного стана, после чего обжимают ее противоположный контактный торец по меньшей мере двумя роликами прокатного стана, установленными с зазором относительно друг друга с возможностью одновременного вращения и поступательного перемещения, углубление в контактном торце заготовки формируют посредством одновременного поступательного движения конического контактного торца прошивня и вращательного движения прижатых к заготовке роликов, до достижения контактным торцом прошивня уровня общей центральной секущей плоскости роликов, при этом при прокатке изделия обеспечивают одновременное сонаправленное поступательное перемещение равномерно вращающихся прижатых к заготовке роликов и прошивня в направлении зафиксированного торца заготовки до его достижения или до достижения заранее заданного расстояния до упора, затем ходом прошивня с изделием производят калибровку изделия роликами, после чего ролики разжимают и обратным ходом удаляют прошивень из полученного изделия.
2. Способ по п. 1, отличающийся тем, что ролики вращаются в направлении навстречу движению прошивня.
3. Способ по п. 1, отличающийся тем, что заготовку предварительно нагревают до 900-1200°С.
4. Способ по п. 1, отличающийся тем, что заготовка является многослойной, состоящей по меньшей мере из двух слоев различных материалов.
5. Способ по п. 1, отличающийся тем, что ролики размещены с зазором, обеспечивающим при прокатке по поверхности заготовки продольные ребра жесткости.
6. Способ по п. 1, отличающийся тем, что радиус роликов превышает радиусный размер конической головки прошивня не более чем в 5 раз.
7. Способ по п. 1, отличающийся тем, что при прокатке дополнительно осуществляют поступательное перемещение упора с зафиксированным в нем торцом заготовки навстречу движению прошивня и роликов.
8. Способ по п. 1, отличающийся тем, что при прокатке используют дополнительный комплект роликов большего или меньшего диаметра для получения переменного диаметра изделия.
9. Устройство для изготовления длинномерных пустотелых изделий способом по п. 1, характеризующееся тем, что оно выполнено в виде прокатного стана, снабженного роликами, установленными с зазором относительно друг друга с возможностью вращения и прокатки заготовки, прошивнем, выполненным с возможностью формообразования стенок прокатываемой заготовки, и корпусом, с одной стороны которого размещен упор для фиксации торца заготовки, а с противоположной стороны размещен подвижный блок, включающий упомянутый прошивень, установленный в направляющей втулке с возможностью поступательного перемещения вдоль оси прокатного стана и снабженный гидроцилиндром, приводящим его в движение, и ролики прокатного стана, снабженные гидроцилиндрами, приводящими их в движение, и установленные с возможностью поступательного перемещения вдоль оси прокатного стана.
10. Устройство по п. 9, отличающееся тем, что упор установлен с возможностью перемещения навстречу движению прошивня.
11. Устройство по п. 9, отличающееся тем, что ролики установлены с зазором, равным толщине ребра жесткости изделия.
12. Устройство по п. 9, отличающееся тем, что ролики снабжены дополнительным приводом, обеспечивающим изменение скорости вращения роликов.
| US 3391561 A, 09.07.1968 | |||
| В. М. А. К. Пономарев и И. А. ЧекмаревДнепропетровский металлургический институтКПСОЮЗ.Т'Я4}уя1/;^^С'-^^о. TEXL-fH:Fc.v^afiWK 'i.-aTr-VA1/ | 0 |
|
SU194038A1 |
| Способ продольной прошивки в круглом калибре | 1974 |
|
SU472702A1 |
| Способ продольной прошивки | 1976 |
|
SU784743A3 |

