4
СП
Изобретение относится к металлургии и может быть использовано при литье металлов в электромагнитном поле.
Цель изобретения - повьппение точности стабилизации размеров слитка и упрощение управления.
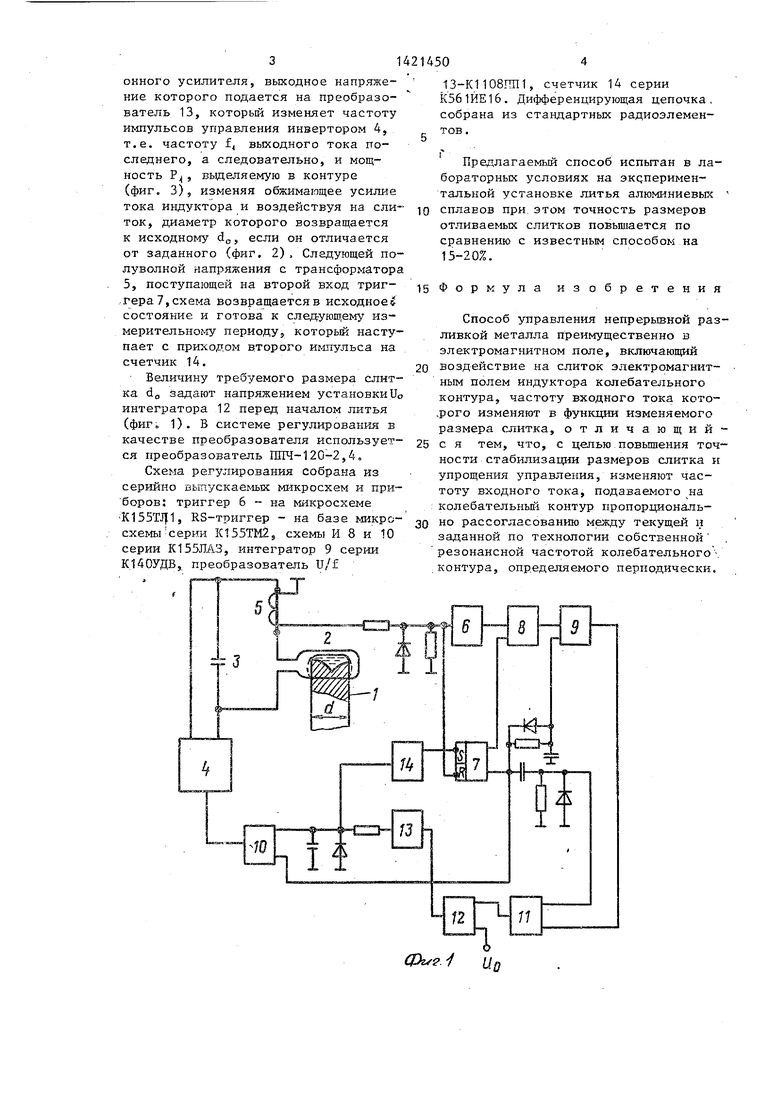
На фиг. 1 приведена принципиальная схема устройства, реализующего способ; на фиг. 2 - временные диаграммы сигналов на элементах схемы, поясняющие ее работу; на фиг. 3 - частотная характеристика колебательного контура.
При реализации способа периодически прерывают импульсы управления инвертора, подключенного к колебательному контуру, переводя тем самым вынуденные кол ебания напряжения на контуре в собственные, измеряют период собственных колебаний напряжения на кон- туре и при , отклонении периода от за- данного значения при колебаниях размеров отливаемых слитков, изменяют частоту импульсов управления инвертора пропорционально разности измеренного и заданного значений периодов Это приводит к изменению частоты тока инвертора, к изменению тока в ко- лебательном контуре (фиг. 3), изменение обжимающего усилия электромагнитного поля и, в итоге, к восстановлению заданного размера отливаемого слитка, а следовательно, периода собственных колебаний напряжения на контуре.
По схеме (фиг, 1) слиток 1 находится в индукторе 2 электромагнитного крис галлизатора, параллельно которому подсоединены компенсирующий конденса- тор 3, образуя колебательный контур, и частотно-регулируемый инвертор 4. В ветви индуктора 2 включен трансформатор 5 тока, присоединенный к триг- геру 5 Шмидта и R-входу RS-триггера 7. Выход триггера 6 соединен с первым входом логической схемы И 8, второй -вход которой соединен с первым ,выходомRS-триггера 7,а выход -с первым вход ом интегратора 9, второй вход которого соединен через цепь задержки с вторым выходом RS-триггера 7, первым входом логической схемы И 10 и через дифференцирующую цепочку с первым входом компаратора 11 с паматью, выход интегратора 9 подключен к второму входу компаратора 11, выходом соединенного с первым входом суммирующе
5
о д -
5
го интегратора 12. на второй вход . которого подано напряжение установки Ug, а выход которого подключен к преобразователю 13 U/f (напряжение - частота), выход которого через токо- ограничивающий резонатор соединен с вторым входом схемы. И 10 и входом счетчика 14, выход которого подключен к S-входу RS-триггера 7. Выход схемы И 10 подключен к инвертору 4.
В номинальном режиме работы схе- . мы (фиг. 1) частота колебаний напряжения на индукторе 2, а следовательно, и мощность, вьщеляемая в колебательном контуре, определяются частотой подводимого к колебательному контуру тока инвертора 4 (фиг. 3), которая, в свою очередь, определяется частотой импульсов управления поступающих с преобразователя 13 U/f (напряжение - частота), задаваемой опорным напряжением UQ интегратора 12 до начала литья на слитке оптимального размера. Эти импульсы управления одновременно поступают на счетчик 14, который пропускает только п-й (например, ты- сячньй) импульс, попадающий затем на S-вход RS-триггера 7, изменяющий его состояние. Сигнал с первого выхода RS-триггера 7 подается на второй вход логической схемы И 8, которая пропускает следующий импульс триггера б Шмидта, представляющий собой прямоугольник длительностью 1/2 периода колебаний напряжения в колебательном контуре. Это колебание является собственным (TO), так как одновременно с сигналом с первого выхода RS-триггера 7 с его второго выхода импульс подается на схему И 10, в результате чего прекращается подача импульсов управления на инвертор 4 и колебания напряжения на контуре переходят в собственные с периодом Т. С того же выхода RS-триггера 7 импульс поступает через дифференцирующую цепочку на первьй вход компаратора 11 с памятью и через цепь задержки на второй вход интегратора 9 с ключевым сбро- сом, обнуляя его сигнал через время задержки 2 (фиг, 2). Сигнал, равный по длительности , со схемы И 8 поступает на интегратор 9, интегриру-- ется и подается на компаратор 11с памятью. Разница сигналов с выхода последнего и опорного напряжения Ug интегрируется в интеграторе 12 разности, выполненном на базе операци-Фг.
Гц
Ipui.S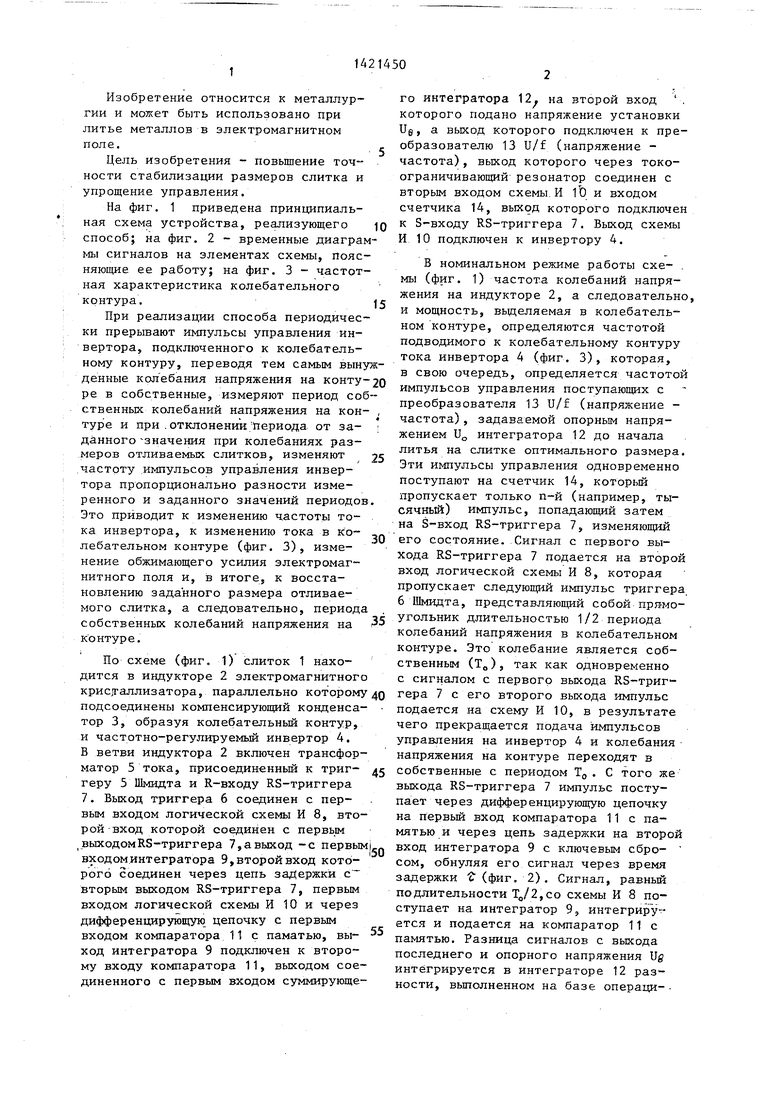
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления непрерывной разливкой металла | 1987 |
|
SU1447553A1 |
| СПОСОБ УПРАВЛЕНИЯ ПАРАЛЛЕЛЬНЫМ ИНВЕРТОРОМ НАПРЯЖЕНИЯ | 2008 |
|
RU2394348C2 |
| СПОСОБ УПРАВЛЕНИЯ ПАРАЛЛЕЛЬНЫМ ИНВЕРТОРОМ НАПРЯЖЕНИЯ | 2008 |
|
RU2394349C2 |
| СПОСОБ УДАРНОГО ВОЗБУЖДЕНИЯ КОЛЕБАТЕЛЬНОГО КОНТУРА ИНДУКЦИОННОЙ УСТАНОВКИ | 1993 |
|
RU2088035C1 |
| Способ управления разливкой металла в электромагнитном поле | 1985 |
|
SU1273209A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРЕОБРАЗОВАТЕЛЕМ ЧАСТОТЫ | 2011 |
|
RU2454782C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРЕОБРАЗОВАТЕЛЕМ ЧАСТОТЫ С ЯВНО ВЫРАЖЕННЫМ ЗВЕНОМ ПОСТОЯННОГО ТОКА | 2008 |
|
RU2371830C1 |
| Устройство для автоподстройки частоты работы автономного инвертора | 1988 |
|
SU1676043A1 |
| СПОСОБ УПРАВЛЕНИЯ НЕСИММЕТРИЧНЫМ ОДНОКЛЮЧЕВЫМ СОГЛАСОВАННЫМ ИНВЕРТОРОМ С ЗАКРЫТЫМ ВХОДОМ И РЕЗОНАНСНОЙ КОММУТАЦИЕЙ | 2008 |
|
RU2394343C2 |
| Двухзонная установка для индукционного нагрева | 1983 |
|
SU1092758A1 |
Изобретение относится к металлургии и может использоваться при литье металлов в электромагнитном поле. Цель изобретения - повьппение точности стабилизации размеров слитка и упрощение управления. Для этого необходимо, управляя непрерывной разливкой металла в электромагнитный кристаллизатор (ЭМК), включающей воздействие на слиток электромагнитного поля индуктора колебательного контура, подключенного к выходу инвертора, частоту выходного тока которого регулируют в функции измеряемого размера слитка, периодически .пропускать несколько импульсов управления, измеряя при этом длительность периода собственных колебаний напряжения в колебательном контуре ЭМК, и регулировать частоту управляющих импульсов инвертора пропорционально разности измеренного и установленного значений периодов колебаний. 3 ил. G (Q
Составитель А. Абросимов Редактор О. Юрковецкая Техред ц. Ходанич Корректор М. Пожо.
Заказ 4366/9
Тираж 741
ВНИИТШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| Способ разливки металла в электромагнитном поле | 1973 |
|
SU616051A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ управления непрерывной и полунепрерывной разливкой металлов | 1972 |
|
SU537750A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Уплотнительный узел штанги устройства для изготовления гофрированных рукавов | 1985 |
|
SU1340864A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
