4 4 -J
сл ел
00
Изобретение относится к черной и цветной металлургии и может быть использовано при литье металлов в электромагнитном поле.
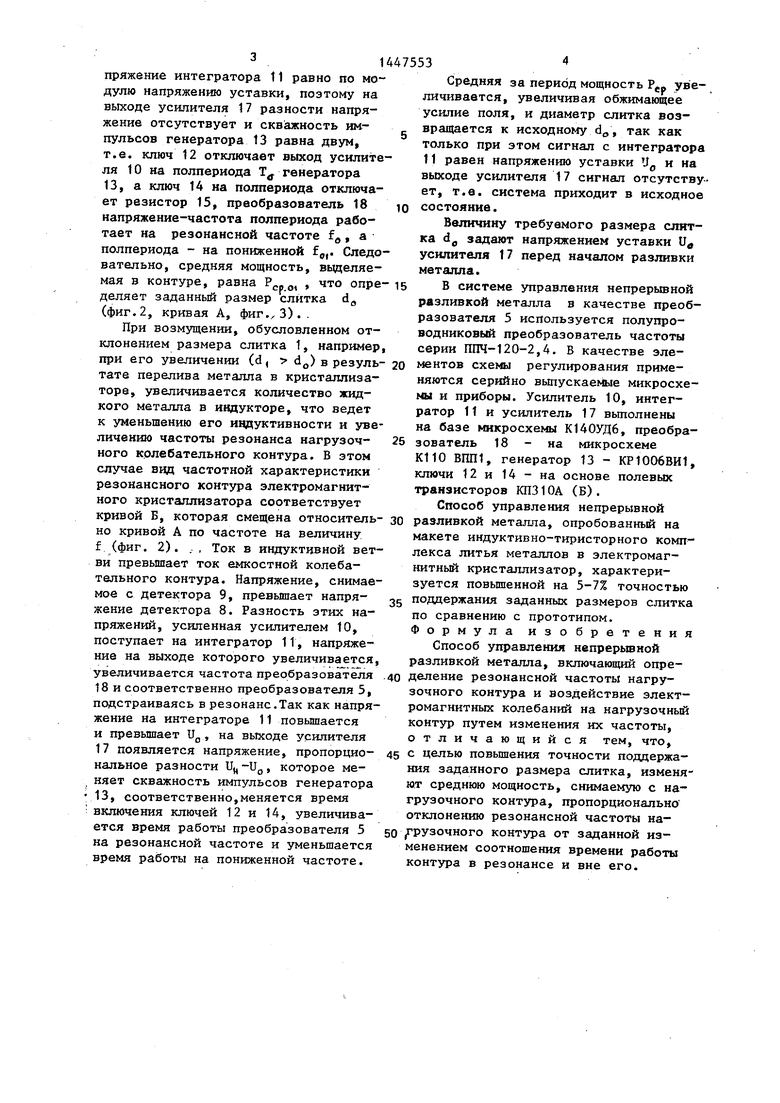
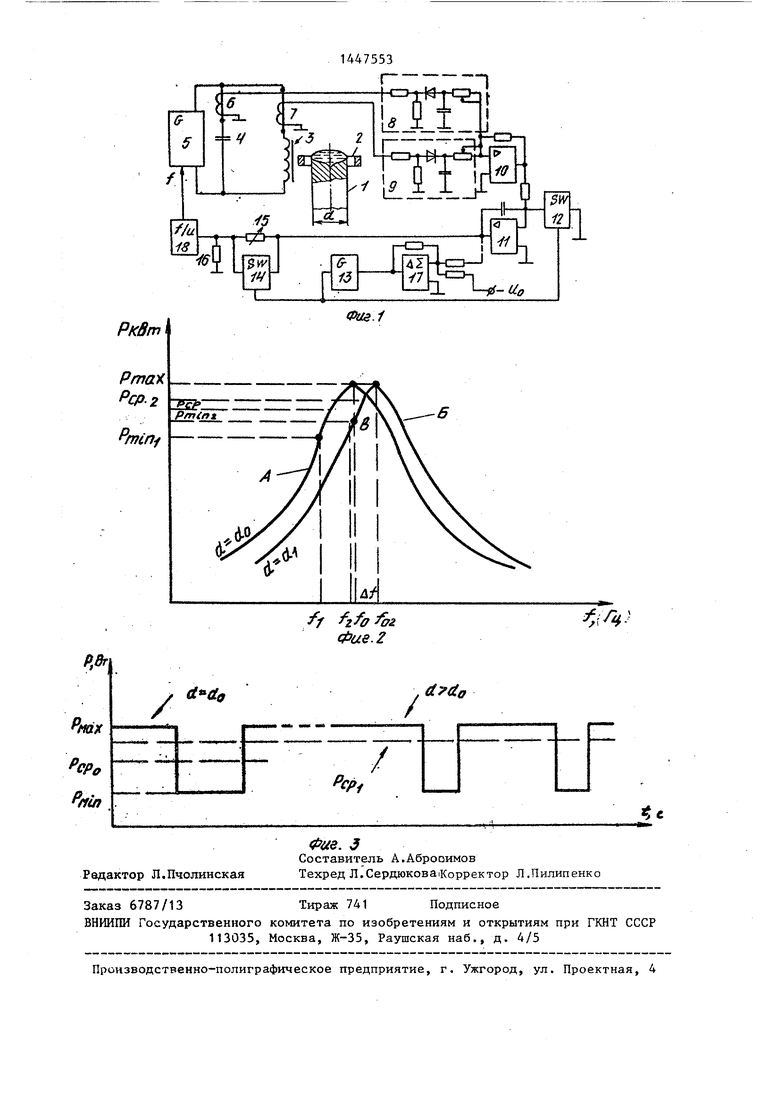
На фиг. 1 приведена функциональная схема системы управления процессом литья, реализующей способ; на фиг. 2 - частотные характеристики колебательного контура электромагнит- ного кристаллизатора (ЭМК) для заданного (кривая А) и увеличенного (кривая Б) слитка; на фиг. 3 - энергетические характеристики колебательного контура ЭМК при изменении размера слитка и управлении им по способу.
Способ основан на следующем.
Размер слитка определяется условиями равновесия гидростатического давления столба жидкого металла и электродинамического давления электромагнитного поля на этом столбе. При изменении величины подачи жидкого металла в кристаллизатор меняется гидростатич;еское давление столба и поперечный разрез отливаемого слитка Изменение поперечного размера жидкого металла, находящегося в индукторе ЭМК, приводит к изменению его индуктивности и изменению частотных свойств, в частности резонансной частоты колебательного контура ЭЖ (фиг. 2, кривая Б), т.е. уход резонансной частоты от заданной может служить мерилом изменения размеров слитка. Электродинамическое давление уравновешиваняцее гидростатическое, зависит от мощности подаваемой в колебательный контур ЭМК, которая в свою очередь, зависит от частоты тока, подводимого к контуру (фиг.2). Поэтому на резонансной частоте в контуре выделяется максимальная мощность, а на любой другой частоте меньшая. Средняя мощность, подаваемая в контур за время подстройки в резонанс и последующей расстройки определяется длительностью этих фаз периода (фиг.3).
«рР t -4- Р . f rtieix -pej miM проест pe рчсст
где максимальная мощность в
колебательном контуре ЭМК; Р.. - минимальная мощность в
колебательном контуре ЭМК;
0
5
0
0
5
0
5
t - время подачи максимальной
мощности; -pqcer длительность расстройки.
Таким образом, изменяя длительность расстройки, или скважность подачи максимальной мощности в колебательный контур электромагнитного кристаллизатора, можно изменять среднюю мощность , а следовательно, размер слитка. Время Т tpei + t. tpaccr зависит от инерционности жидкого металла и должно быть значительно меньше постоянной времени слитка, измеряемой в секундах, чтобы размер слитка значительно не изменился за время t или t«ace-r
Отливаемый слиток 1 находится в электромагнитном поле индуктора 2, который через понижающий трансформатор 3 подключен параллельно компенсирующему конденсатору 4, образуя нагрузочный колебательный контур, к которому подключен частотно-регулируемый преобразователь 5 частоты. В емкостную и индуктивную ветви параллельного колебательного контура включены трансформаторы 6 и 7 тока, соединенные через пиковые детекторы 8 и 9 с входом усилителя 10, выход которого связан с входом интегратора 11 и выходом ключа 12, вход которого соединен с выходом генератора 13 с управляемой скважностью импульсов и входом ключа 14. Вькод интегратора 11 подан на резистор 15 делителя напряжения (резисторы 15 и 16), параллельно которому подключен ключ 14, и на вход усилителя 17 разности, выход которого соединен с входом генератора 13, а второй вывод резистора 15 соединен с резистором 16 и преобразователем 18 напряжение-частота. Выход преобразователя 18 подан на управляющий вход преобразователя 5 .частоты. Опорное напряжение Ug, определяющее заданный размер слитка, подано на один из входов усилителя 17 разности.
При номинальном ре/тиме работы, если размер слитка d равен заданному
б
частота преобразователя 5 равна
резонансной частоте f параллельного контура и токи индуктивной и емкостной ветвей равны. Напряжения, снимаемые с пиковых детекторов 8 и 9, также равны. Напряжение на выходе усилителя 10 равно нулю, а выходное на314
пряжение интегратора 11 равно по мо дулю напряжению уставки, поэтому на выходе усилителя 17 разности напряжение отсутствует и скважность импульсов генератора 13 равна двум, т.е. ключ 12 отключает выход усилителя 10 на полпериода Т генератора 13, а ключ 14 на полпериода отключает резистор 15, преобразователь 18 напряжение-частота полпериода рабо
Средняя за период мощность увеличивается, увеличивая обжимающее усилие поля, и диаметр слитка возвращается к исходному do, так как только при этом сигнал с интегратора 11 равен напряжению уставки У и на выходе усилителя 17 сигнал отсутствует, т.е. система приходит в исходное состояние.
Величину требуемого размера слит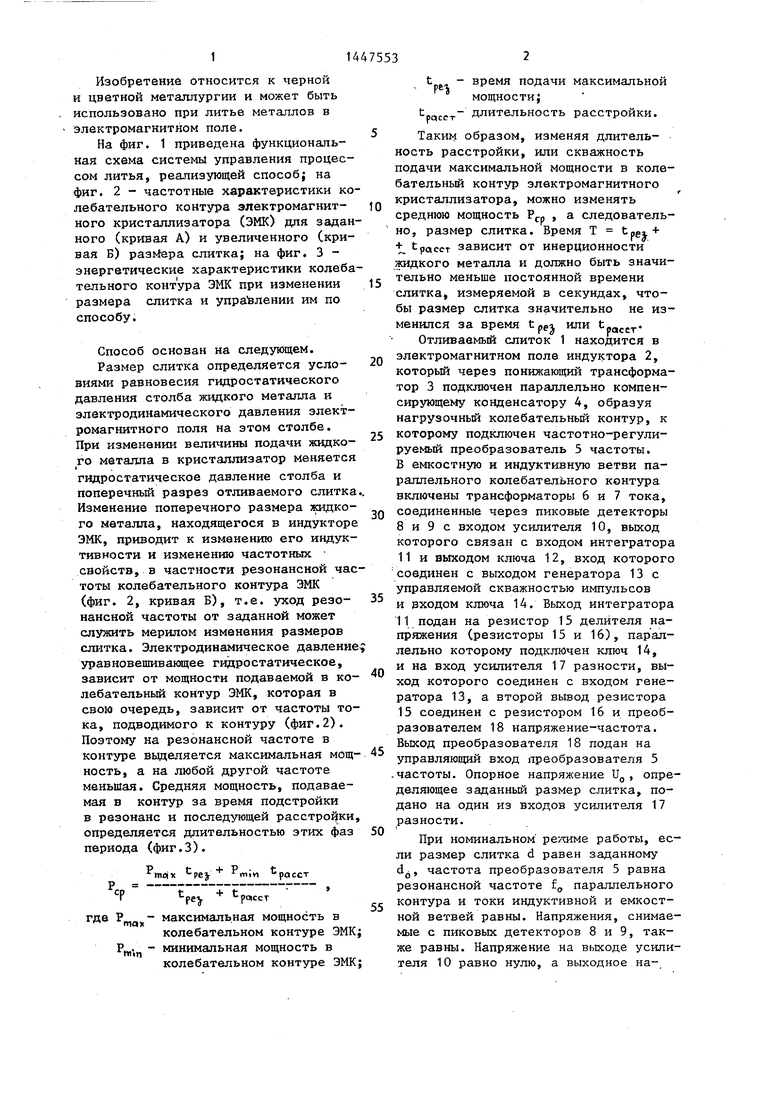
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления разливкой металла в электромагнитном поле | 1985 |
|
SU1273209A1 |
| Способ управления непрерывной разливки металла | 1985 |
|
SU1306636A1 |
| Способ разливки металла в электромагнитный кристаллизатор | 1983 |
|
SU1375403A1 |
| Способ управления непрерывной разливкой металла | 1987 |
|
SU1421450A1 |
| Способ спекания заготовок из металлических порошков | 1988 |
|
SU1653899A1 |
| Способ управления разливкой металла и устройство для его осуществления | 1985 |
|
SU1243892A1 |
| Способ управления разливкой металла в электромагнитном поле | 1986 |
|
SU1342589A1 |
| Устройство для измерения физико-химическихпАРАМЕТРОВ | 1979 |
|
SU851239A1 |
| Устройство для управления преобразователем электротехнологической установки | 1984 |
|
SU1247999A1 |
| Электромеханическое устройство для управления поддоном установки непрерывного литья металла | 1980 |
|
SU899251A1 |
Изобретение относится к черной и цветной металлургии и может быть использовано при литье металлов в электромагнитном поле. Целью изобретения является повышение точности поддержания заданного размера слитка. Поставленная цель достигается тем,что в способе управления непре- рьшной разливкой металла в электромагнитном поле, включающем воздействие электромагнитного поля высокой и низкой частоты, которое создают расстройкой и последукяцей подстройкой в резо4 нанс колебательного контура электромагнитного кристаллизатора путем изменения частоты электрических колебаний напряжения, питающего электромагнитный кристаллизатор, время расстройки контура изменяют пропорционально отклонению резонансной частоты от заданного значения, определяющего размер слитка. 3 ил. а iS W
тает на резонансной частоте f, а полпериода - на пониженной f,,. Следовательно, средняя мощность, вьщеляе- мая в контуре, равна Pf.fo опре- is деляет заданный размер слитка d (фиг. 2, кривая А, фиг,, 3). .
При возмущении, обусловленном отклонением размера слитка 1, например.
ка d задают напряжением уставки U усилителя 17 перед началом разливки металла.
В системе управления непрерывной разливкой металла в качестве преоб разователя 5 используется полупроводниковый преобразователь частоты серии ППЧ-120-2,4, В качестве злепри его увеличении (d, d)в резуль- 20 ментов схемы регулирования приме
тате перелива металла в кристаллизаторе, увеличивается количество жидкого металла в индукторе, что ведет к уменьшению его индуктивности и увеличению частоты резонанса нагрузочного колебательного контура. В зтом случае ввд частотной характеристики резонансного контура электромагнитного кристаллизатора соответствует кривой Б, которая смещена относительно кривой А по частоте на величину f (фиг. 2). . , Ток в индуктивной ветви превышает ток емкостной колебательного контура. Напряжение, снимаемое с детектора 9, превьшает напряжение детектора 8. Разность этих напряжений, усиленная усилителем 10, поступает на интегратор 11, напряжение на выходе которого увеличивается увеличивается частота преобразователя 18 и соответственно преобразователя 5, подстраиваясь в резонанс.Так как напряжение на интеграторе 11 повышается и превышает U, на выходе усилителя 17 появляется напряжение, пропорцио- нальное разности , которое меняет скважность импульсов генератора 13, соответственно,меняется время включения ключей 12 и 14, увеличивается время работы преобразователя 5 на резонансной частоте и уменьшается время работы на пониженной частоте.
ка d задают напряжением уставки U усилителя 17 перед началом разливки металла.
В системе управления непрерывной разливкой металла в качестве преобразователя 5 используется полупроводниковый преобразователь частоты серии ППЧ-120-2,4, В качестве злементов схемы регулирования приме5
0
5
5
няются серийно вьтускаемые микросхемы и приборы. Усилитель 10, интегратор 11 и усилитель 17 вьтолнены на базе микросхемы К140УД6, преобразователь 18 - на микросхеме К110 Вт1, генератор 13 - КР1006ВИ1, ключи 12 и 14 - на основе полевых транзисторов КПЗЮА (В).
Способ управления непрерывной разливкой металла, опробованный на макете индуктивно-тиристорного комплекса литья металлов в электромагнитный кристаллизатор, характеризуется повышенной на 5-7% точностью поддержания заданных размеров слитка по сравнению с прототипом. Формула изобретения
Способ управления непрерьшной разливкой металла, включающий опре0 деление резонансной частоты нагрузочного контура и воздействие электромагнитных колебаний на нагрузочный контур путем изменения их частоты, отличающийся тем, что, с целью повьш1ения точности поддержания заданного размера слитка, изменяют среднюю мощность, снимаемзгю с нагрузочного контура, пропорционально отклонению резонансной частоты на0 РУЗочного контура от заданной изменением соотношения времени работы контура в резонансе и вне его.
ff fzfff on Фие. 2
/
(
/
| Способ регулирования процесса разливки металлов | 1969 |
|
SU338036A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ разливки металла в электромагнитном поле | 1973 |
|
SU616051A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
