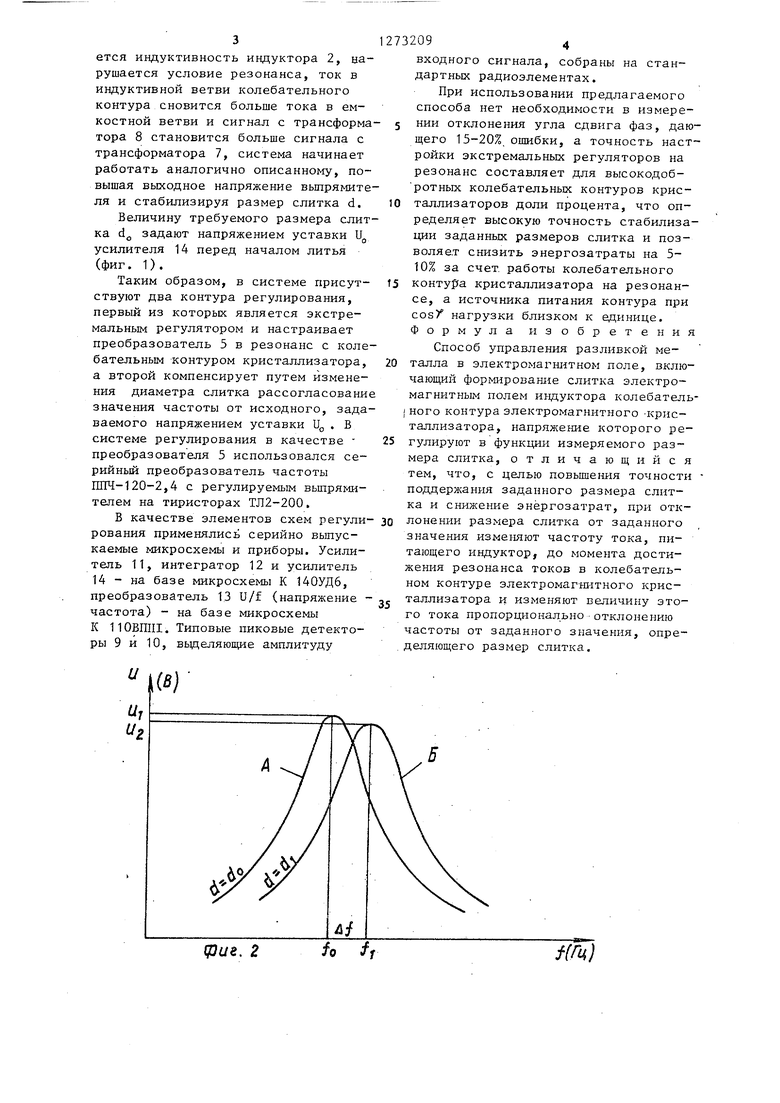
Изобретение относится к черной и цветной металлургии и может быть использовано при лутье металлов в электромагнитном поле. Цель изобретения - повышение точности поддержания заданного размера слитка и снижение энергозатрат. На фиг. 1 изображена функциональная схема системы управления процессом литья, реализующая предлагаемый способ; на фиг. 2 - частотные характеристики колебательного контура для заданного и увеличивающегося ра меров слитка. Отливаемый слиток 1 находится в электромагнитном поле индуктора 2, который через понижающий трансформа тор 3 подключен параллельно компенсирующему конденсатору 4, образуя резонансный нагрузочный контур, к которому подключен преобразователь частоты с управляемым вьшрямителем 6. В емкостную и индуктивную ветви параллельного колебательного контура включены трансформаторы 7 и 8 тока, соединенные через пиковые детекторы 9 и 10 с входом усилит-еля 11, выход которого связан с входом интегратора 12,- Выход интегратора соединён с преобразователем 13 U/f (напряжение - частота), выход которого соединен с входом преобразователя 5. На один из входов суммирующего усилителя 14 подан сигнал опор ного напряжения, второй вход суммирующего усилителя 14 подключен в вы ходу интегратора 12. Выход усилител 14 подключен к управляющему входу у равляемого выпрямителя 6. При номинальном режиме работы, е ли размер слитка d равен заданному d, частота преобразователя 5 равна резонансной частоте параллельного ко тура индуктора 2 -конденсатор 4 (крив А на фиг. 2), что определяет равенство токов в емкостной и индуктивной ветвях этого контура, и равенств по модулю напряжений, снимаемых с выходов пиковых детекторов 9 и 10. В этом .случае напряжение на выходе усилителя 11 равно нулю, а выходное напряжение интегратора 12 и.выходна частота преобразователя 13 сохраняе свое значение. Установленное напряжение UQ усилителя 14 равно по моду на выходе интегратонапряжению12. 92 При возмущении, обусловленном отклонением размера слитка 1, например при его увеличении (d результате повышения уровня металла в кристаллизаторе, увеличивается количество металла в индукторе 2, что ведет к уменьшению его индуктивности и увеличению частоты резонанса нагрузочного контура. В этом случае вид частотной характеристики резонансного контура ЭМК соответствует кривой Б, которая смещена относительно кривой А по частоте на в.еличину uf. Это ведет к тому, что ток в индуктивной ветви превышает значение тока в емкостной ветви колебательного контура нагрузки. Следовательно, напряжение, снимаемое с трансформатора 8, превышает напряжение трансформатора 7 и напряжение на выходе пикового детектора 10 пре вьпдает напряжение детектора 9. Появившийся на выходе усилителя 11 сигнал изменяет входное напряжение интегратора 12, что влечет за собой увеличение частоты преобразователя 13 U/f и частоты выходного тока преобразователя 5 до значения, равного частоте нового резонанса нагрузки (при котором токи в емкостной и индуктивной ветвях вновь сравняются), и одновременно вызывает рассогласование на входе суммирующего усилителя 14, что приводит к пропорциональному увеличению выходного сигнала усилителя 14, выходного напряжения управляемого вьшрямителя 6 и соответственно, выходного тока преобразователя 5. Увеличение тока колебательного контура приводит к росту обжимающего усилия поля, т.е. к уменьшению диаметра слитка до величины диаметра, равного заданному. Это увеличивает индуктивность индуктора 2 и уменьшает значение резонансной частоты до первоначального (кривая А на фиг. 2). При этом система приходит в исходное состояние. При колебании напряжения питающей сети, например при снижении напряжения на входе управляемого вьшрямителя 6, снижается его выходное напряжение и соответственно уменьшается выходной ток преобразователя 5,уменьшается ток в индукторе2, ослабевает обжимающее усилие поля, размер слитка увеличивается при этом уменьша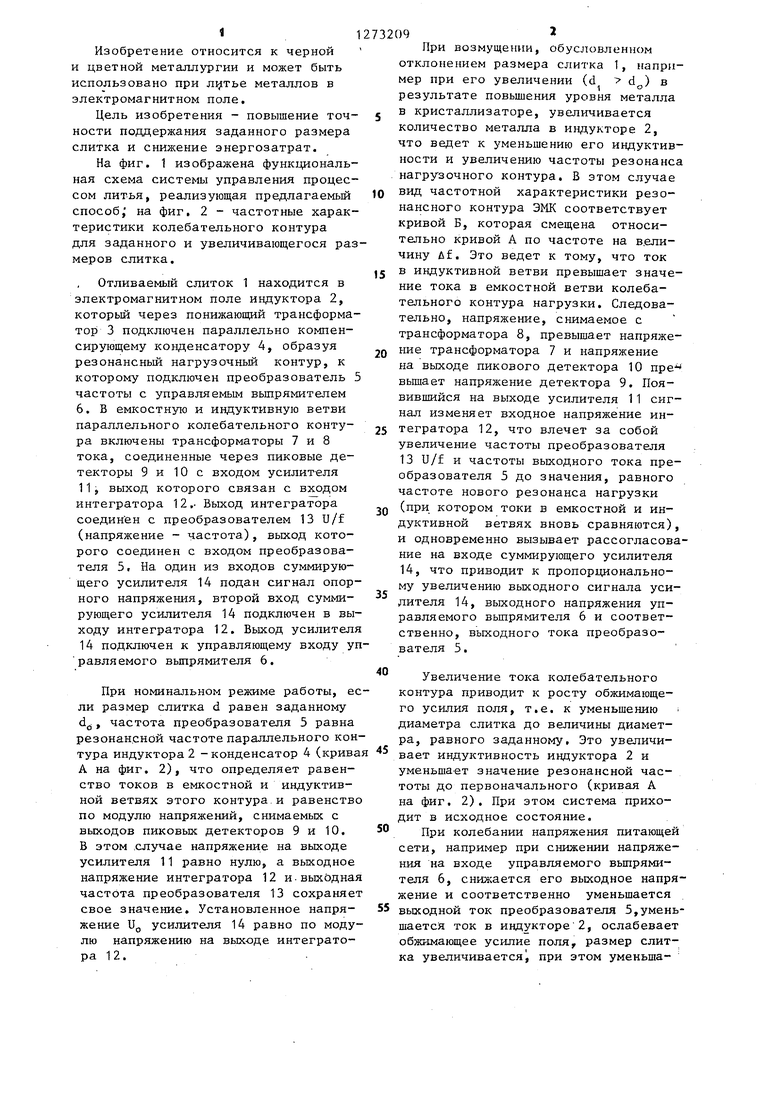
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления непрерывной разливкой металла | 1987 |
|
SU1447553A1 |
| Устройство для управления преобразователем электротехнологической установки | 1984 |
|
SU1247999A1 |
| Способ управления непрерывной разливки металла | 1985 |
|
SU1306636A1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ПЛАВКИ В ВАКУУМНОЙ ДУГОВОЙ ПЕЧИ | 2014 |
|
RU2556249C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ ПРОВОДЯЩЕГО ПОКРЫТИЯ С НЕПОСРЕДСТВЕННЫМ ОТСЧЕТОМ | 1995 |
|
RU2128818C1 |
| Способ автоподстройки частоты автономного инвертора | 1975 |
|
SU738073A1 |
| Статический преобразователь частоты | 1977 |
|
SU693519A1 |
| Способ управления размером слитка при разливке металла в электромагнитный кристаллизатор | 1984 |
|
SU1174155A1 |
| СКАНИРУЮЩИЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ CG-ДВУХПОЛЮСНИКОВ | 2011 |
|
RU2488130C2 |
| Способ управления непрерывной разливкой металла | 1987 |
|
SU1421450A1 |
Изобретение относится к непрерывной разливке металлов в электромагнитном поле. Цель изобретения повьшение точности поддержания заданного размера слитка и снижение энергозатрат, В процессе разливки металла в электромагнитньш кристаллизатор непрерывно изменяют частоту тока, питающего индуктор 2, до момента достижения резонанса токов в колебательном контуре электромагнитного кристаллизатора, образованного параллельно соединенными индуктором и емкостью 4. 2 ил. Sfi (Л с: к -4j со ю о со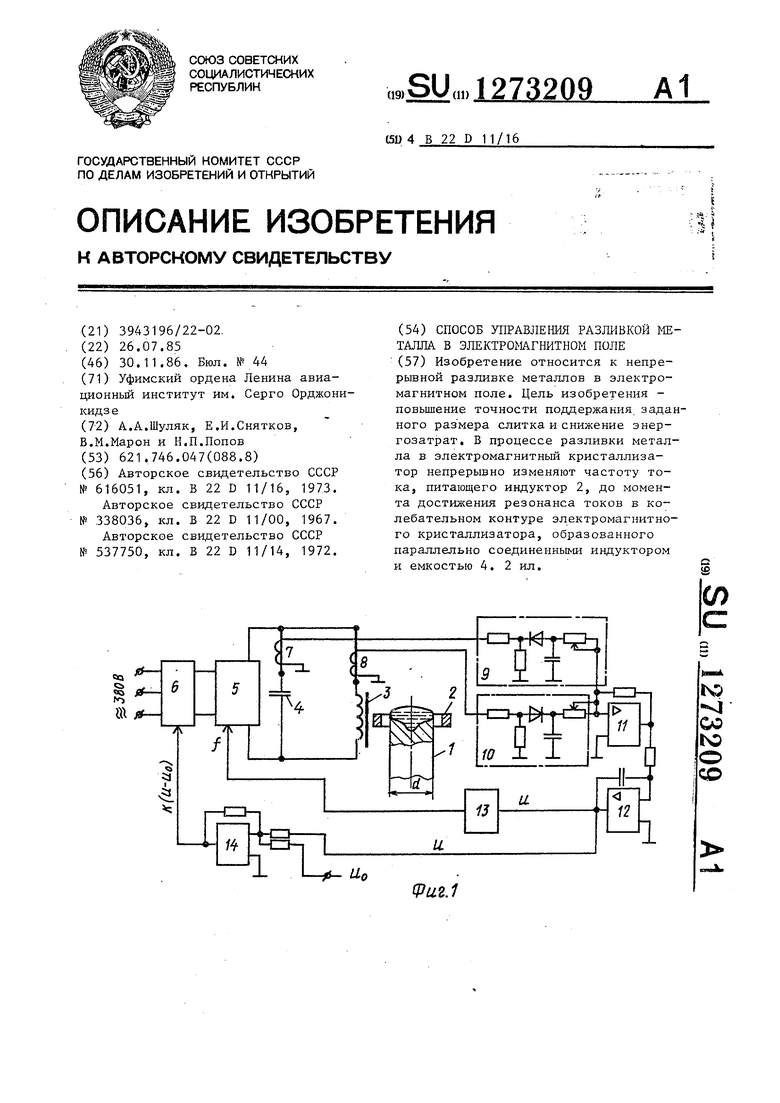
| Способ разливки металла в электромагнитном поле | 1973 |
|
SU616051A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ регулирования процесса разливки металлов | 1969 |
|
SU338036A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ управления непрерывной и полунепрерывной разливкой металлов | 1972 |
|
SU537750A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
