Известно, что. порезка металла на мерные длины ножницами горячей резки является одной из важных операций, сопровождающих процесс прокатки на обжимном стане. Длина мерной заготовки определяется положением передвижного упора, который перед порезкой ставится на заданные расстояния от ножниц и в дальнейшем не передвигается. В связи с тем, что длина исходной заготовки непостоянна, порезка ее на мерные длины приводит к уходу в обрезь годного металла, что со временем значительно понижает возможную производительность прокатного стана.
В целях уменьшения или ликвидации потерь годного металла предлагается применить специальное вычислительное устройство, определяющее целесообразную длину заготовки, при которой порезка будет безотходной.
Вычислительное устройство основано па последовательном делении
годной части заготовки па целые 1,2, л части до тех пор, пока
результат деления не окажется в пределах допустимой длины.
Предлагаемая схема вычислительного устройства отличается тем, что в качестве решающих элементов применены сравнительно простые трансформаторы напряжепия с переключением числа витков их обмоток кодовыми реле и трансформаторы напряжения с переключением отпаек на вторичных обмотках шаговыми двигателями в одиостаторном исполнении.
Предлагаелмое вычислительное устройство после получения сигнала, пропорционального измеренной действительной длине заготовки, производит следующие операции:
№ 142263
1.Вычисление длины годной части с учетом необходимости отрезания переднего конца и прибыльной части заготовки, задаваемых диспетчером или оператором в процентах от измеренной длины.
2.Деление годной части на штуки одинаковой длины в пределах допусков, т. е--определение мерной длины пореза путем последовательного деления, годной части заготовки на числа натурального ряда 1,2., п до тех пор, пока результат деления не окажется в допустимых пределах.
3.Передачу сигнала, пропорционального мерной длине пореза, в следящую систему электропривода каретки упора или па пост к оператору ножниц (на указатель).
Устройство состоит из двух основных блоков. Блок измерения годной части раската выполняет первую операцию и вычислительный блок- дешифратор выполняет вторую и третью операции с передачей па пост к оператору мерной длины пореза.
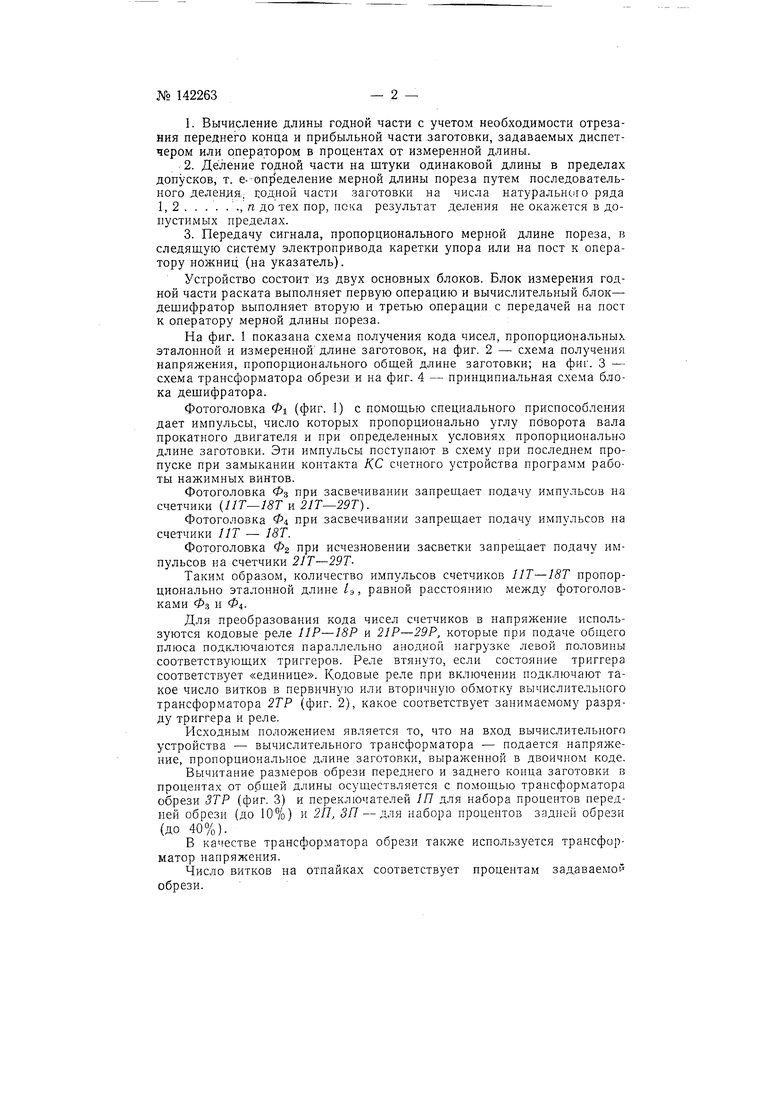
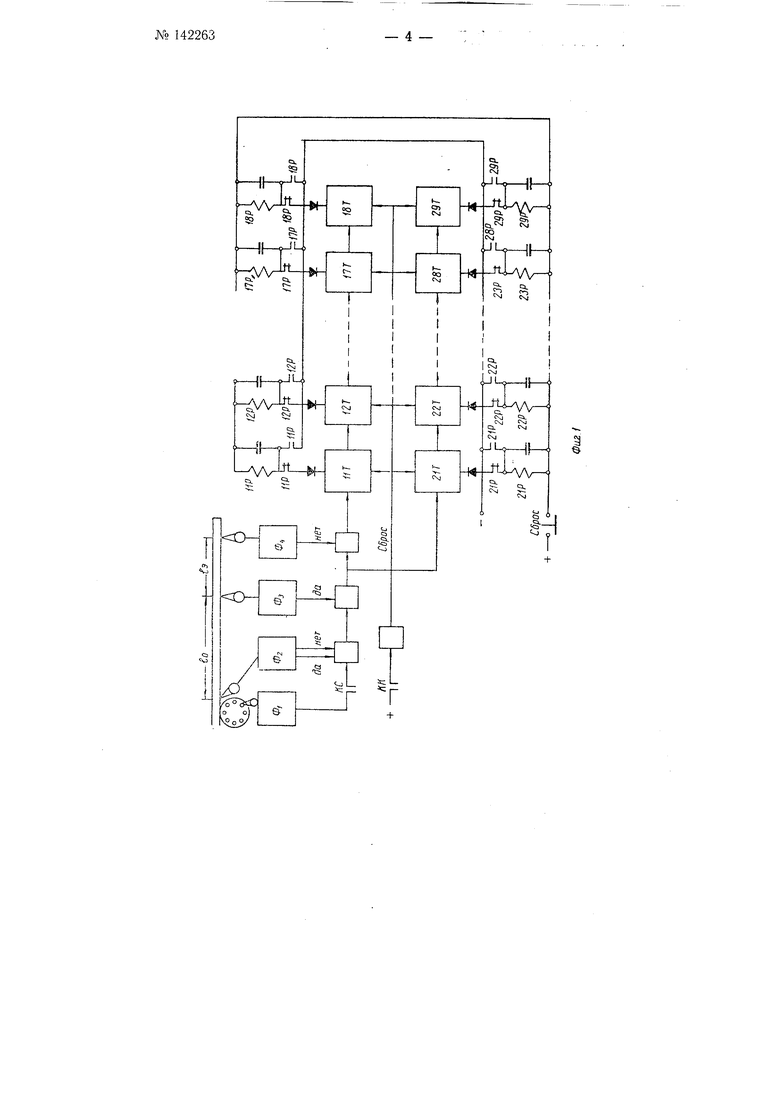
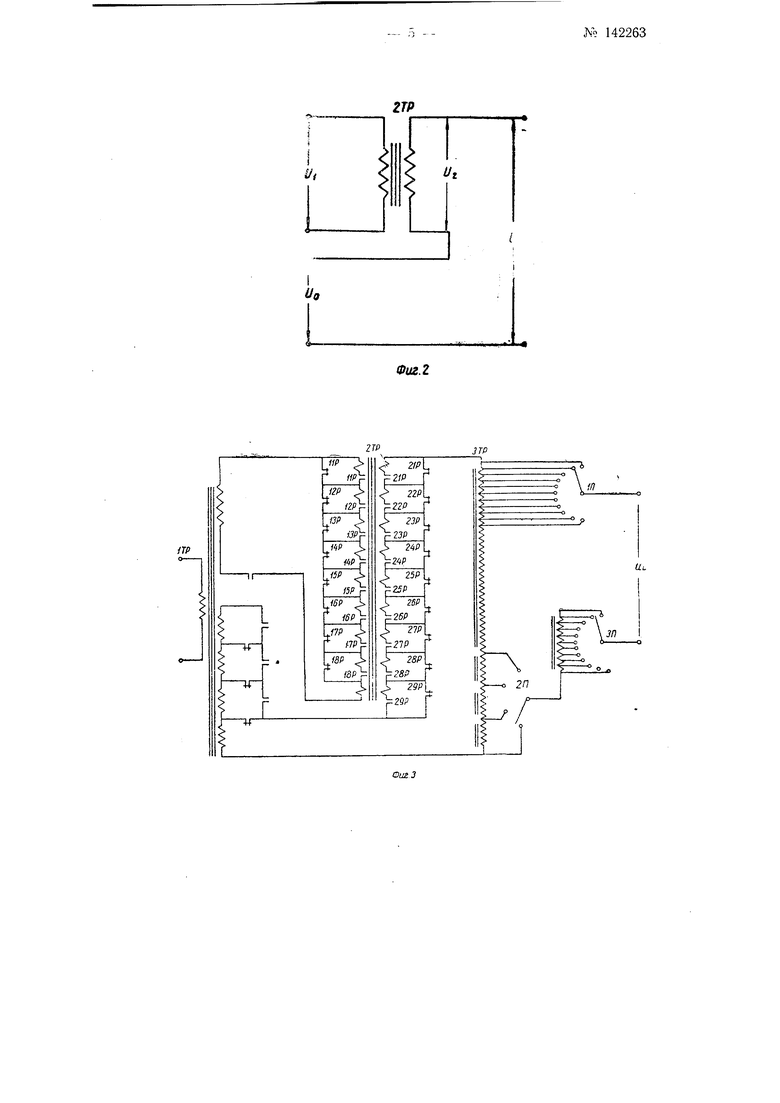
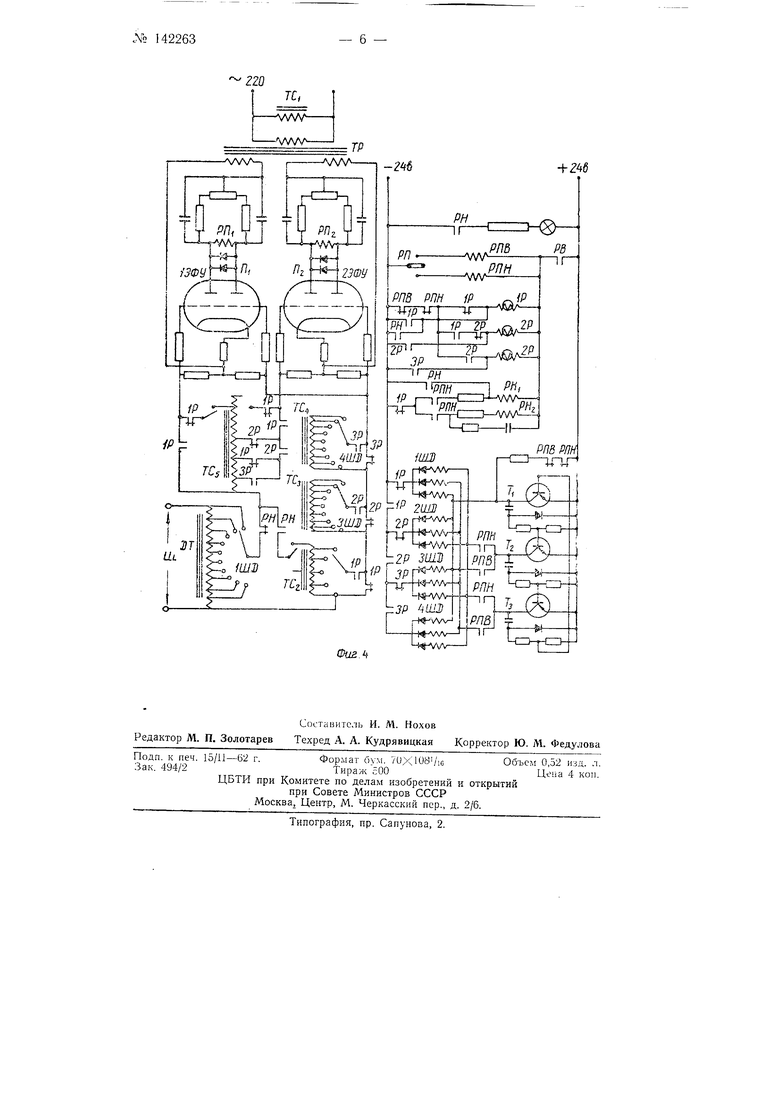
На фиг. 1 показана схема получения кода чисел, пропорциональных эталопной и измеренной длине заготовок, на фиг. 2 - схема получения напряжения, пропорционального общей длине заготовки; на фиг. 3 - схема трансформатора обрези и на фиг. 4 - принципиальная схема блока дешифратора.
Фотоголовка 0i (фиг. 1) с помощью специального приспособления дает импульсы, число которых пропорционально углу поворота вала прокатного двигателя и при определенных условиях пропорционально длине заготовки. Эти импульсы поступают в схему при последнем пропуске при замыкании коптакта К.С счетпого устройства программ работы нажимных винтов.
Фотоголовка Фд при засвечивании запрещает подачу импульсов па (11Т-18Т И21Т-29Т).
Фотоголовка Ф, при засвечивании запрещает подачу импульсов па счетчики 11Т - 18Т.
Фотоголовка Ф при исчезновении засветки запрещает подачу импульсов на счетчики 21Т-29ТТаким образом, количество импульсов счетчиков 11Т-18Т пропорционально эталоппой длине 1э, равной расстоянию между фотоголовками Фз п Ф4.
Для преобразования кода чисел счетчиков в напряжение используются кодовые реле IIP-18Р и 2JP-29Р, которые при подаче общего плюса подключаются параллельно анодной нагрузке левой половины соответствующих триггеров. Реле втянуто, если состояние триггера соответствует «единице. Кодовые реле при включении подключают такое число витков в первичную или вторичную обмотку вычислительного трансформатора 2ТР (фиг. 2), какое соответствует занимаемому разряду триггера и реле.
Исходным положением является то, что на вход вычислительного устройства - вычислительного трансформатора - подается напряжение, пропорциональное длине заготовки, выраженпой в двоичном коде.
Вычитание размеров обрези переднего и заднего конца заготовки в процентах от общей длины осуществляется с помощью трансформатора обрези ЗТР (фиг. 3) и переключателей /Я для набора процентов передней обрези (до 10%) и 2П, 5Я - для набора процентов задпей обрези (до 40%).
В качестве трансформатора обрези также используется трансформатор напряжения.
Число витков на отпайках соответствует процентам задаваемо обрези.
Вычислительный блок-дешифратор обеспечивает деление длины годной части раската, полученной от блока-измерителя в виде напряжения, на равные части в пределах допусков и измерение полученной мерной длины. После перевода в десятичный код количество резов и величина мерной длины в сантиметрах выдается на циферблате специального указателя.
В том случае, когда годная часть не делится на равное число, дешифратор выдает длину, равную максимаиПьно допустимой длине для соответствуюшего стана.
Делительный трансформатор ДТ (фиг. 4) выполнен автотрансформатором.
Трансформатор сравнения имеет пять обмоток, из которых первичная rCi подключается к сети, остальные обмотки ТС... ТС выполнены отпайками, позволяющими с помошью переключателей, связанных с положением шагового двигателя, получать требуемые напряжения.
Фоточувствительные электронные усилители 1ЭФУ и 2ЭФУ выполнены каждый на лампе 6Н7 и питаются от силового трансформатора ТР.
Поляризованное реле РП имеет две обмотки возбуждения РП и РП-2, включенные соответственно на выход фоточувствительных усилителей 1ЭФУ и 2ЭФУ.
Для увеличения числа контактов реле РП служат промежуточные реле РПВ и РПН.
Переключающие реле IP, 2Р, ЗР обеспечивают переключение операций дешифратора. Шаговые двигатели обеспечивают передвижение переключателей 1ШО - 4ШБ и связанных с ними циферблатов, представляющих собой диски с цифрами, размещенными по образующей. Питание двигателей производится от одного трехфазного генератора, выполненного на кристаллических триодах .
Предмет изобретения
1.Вычислительное устройство, обеспечивающее после замера действительной длины заготовки, прокатанной на обж;имном стане, вычисление длины мерного пореза годной части металла на ножницах обжимного стана, отличающееся тем, что, с целью снижения стоимости и габаритов его, в качестве рещающих элементов применены трансформаторы напряжения с переключением числа витков их обмоток кодовыми реле.
2.Устройство по п. 1, отличающееся тем, что для преобразования выходного напряжения, пропорционального длине мерного пореза, в десятичный код, применены трансформаторы напряжения с переключением отпаек на вторичных обмотках шаговыми двигателями в одностаторном исполнении.
№ 142263
i Ui
Ut

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ МЕТАЛЛА | 1960 |
|
SU133320A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Электромеханическое устройство управления летучими ножницами | 1971 |
|
SU473574A1 |
| Профилегибочный агрегат | 1985 |
|
SU1282933A1 |
| Цифровое устройство управления летучими ножницами | 1990 |
|
SU1738507A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ АГРЕГАТА ДЛЯ ПРОИЗВОДСТВА ГОФРОСТЕНОК ТРАНСФОРМАТОРОВ | 2010 |
|
RU2430803C1 |
| Цифроаналоговое устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712078A1 |
| Автоматическое устройство для сортировки мерных изделий | 1976 |
|
SU603509A1 |
| Измеритель длины проката | 1977 |
|
SU778839A1 |
3TP
