(54) АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СОРТИРОВКИ
МЕРНЫХ ИЗДЕЛИЙ
латчик рез;| установлен так, чтобы сигнал от реза ностунал в то время, когда лист находится под исполнительным механизмом сортирующего устройства. Выход второго регистра соединен через выходной триггер е иснолнительным ме ани:и ом сортировки - электромагнитами.
I едостатками системы, являются новышенные требоваиня к точности иоддержаиня иостоннного соотногиеиня скоростей движения но-.|(сы до иорезки и ленты транснортера листов Hoc.ie норезки, а также ограниченная область ее нрил:енеиия (лишь на агрегатах, ироизводянигч иорезку листов постоянной длины), так как перестройка системы на новую длину листа довольно трудоемка.
Кроме того, известно автоматическое устройство для сортировки мерных .изделий ианрнмер, труб в линиях реза, содержащее дефектоскоп, соединенный с первым регистром сдвига, иривод иожииц, соединенный с датчиком иеремеи1ения заготовки и через второй регистр сдвига -- с блоком уиравления иереключеиия сброса мерных изделий, и делитель частоты следования импульсов перемещения
3.1ОТОВКИ 3 .
В известно.1 устройстве делитель частоты пр.едпазначен для опроса блока памяти дефектов с диекретностыо прямо пропорииональпой коэффициенту деления и передачи информации
0качестве в регистр сдвига, а также - унраи.iCHne ключом на его выходе, т. е. делите.-ц частоты служит для задержки поступления информации и качестве заготовки в регистр сдвига д,ля устранения наложения кода на код,
1.1е.Пз нзобретения - иовыи1ение качестЕ а сортировки мерных изделий.
ZI.iH этого предлагаемое устройство снабжено схемой ИЛИ, соединяющей информацион ihii вход второго регистра едвига с выходом первого регистра едвига, вход которого соединеи с датчиком перемещения заготовки через дел1гге,1ь частоты.
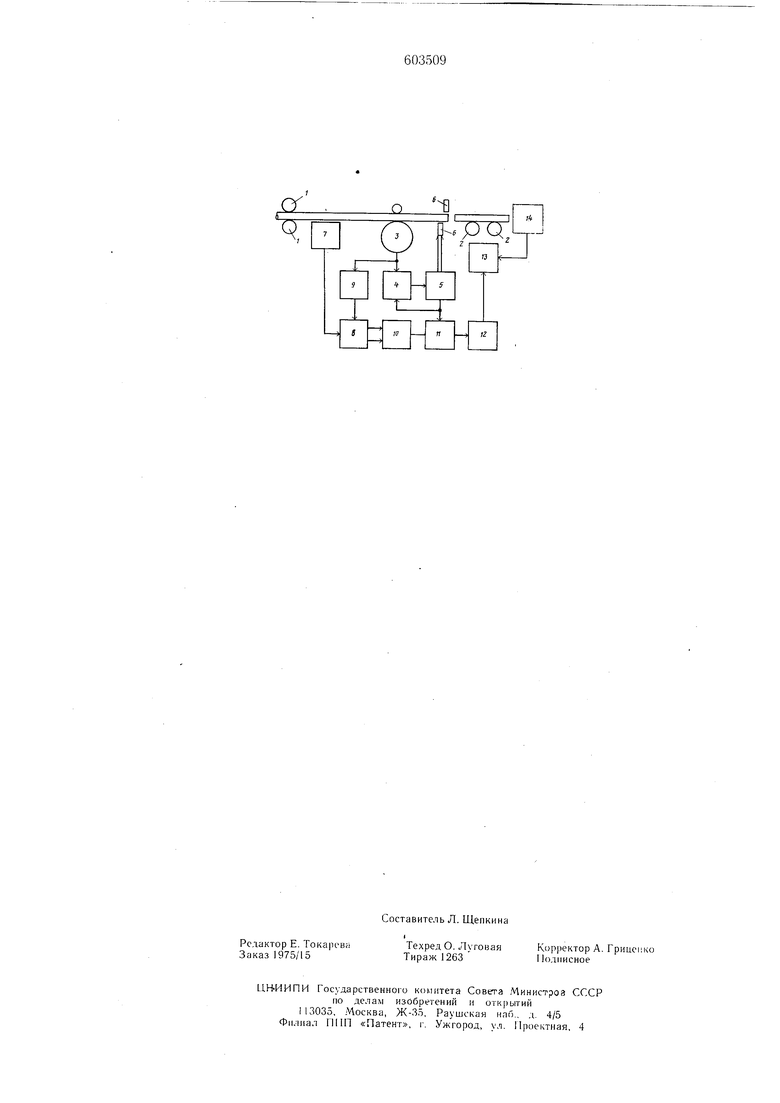
Делитель частоты предназначен для формирования сдвиговых импульсов, служащих для о.-.ектричсского сопровождения информации о качестве заготовки от датчика дефектоскопа до ножниц. Благодаря применению делителя частоты перезапись информации о качестве заготовки из первого регистра во второй через схему ИЛИ иачииаетея до подхода дефекта к линии реза и заканчивается иосле того, как де(|1ект пройдет линию реза.Иа чертеже изображена структурно-кине.матическая блок-схема автоматического устройства для формирования и сортировки изделий.
Устройство и.меет механизмы иеремещения
1заготовки до порезки и 2 мерных изделий иосле иорезки, датчик 3 перемещения заготовки, выход которого соединен с электронным счетчиком 4 метр а.ж а мерных изделий, иодаюшим команду реза на э.лектрогидраБлический о гильотинных ножниц G и получающ1гм ог -фивода команду на «обнуление, дефектоскоп 7, выход которого соединен с инфор.мациOHHbJM входом первого регистра 8 сдвига, сдвигающие импульсы, на тактовый вход которого иодаются от датчика 3 перемещения заготовки
через делитель 9 частоты следования импульсов, опреде.1яющий дискретность сдвига. Два выхода регистра 8 подключены через ехему ИЛИ 10 к информационному входу второго двухразрядного .регистра 11 сдвига, импульсы на тактовый вход которого подаются от электрогидравлического привода 5, выходом подк.лючепиого к схе.ме 12 подготовки направления сброса мериых изделий, управляющей механизмом сброса 13, исполнительпая команда на которую подается от копцевого выключателя 14. Узлы I, 3, 4, 5 и 6 являются элементами формирователя мерных изделий.
Устройство работает следующим образом. При ио.мощи механизма перемещения 1 заготовка проходит через датчик дефектоскопа 7 к гильотинным ножница.м 6. Датчик 3 перемещеиия заготовки дает информацию электронному счетчику 4 метража в виде импульеов с дискретностью 1 см иути, пройденного заготовкой. После о1работки своей программы счетчик выдает команду на электрогидравлический нривод 5 гильотинных ножниц 6. Гильотинные ножницы ироизводят рез, а электрогидравлический привод выдает сигпал на «Обнуление ечетчика и цикл повторяется. Изделия любой мерной длины,, определяемой программой счетчика, при помощи механизма перемещения 2 нанравляются к концевому выключателю 14, который при соударении с изделием выдает исполнительную команду механиз.му сброса 13 иа его сброс.
Сигнал о наличии дефекта в заготовке, поступающий из дефектоскопа 7, записывается в первый разряд регистра 8 и после прохождения заготовкой п)тп, равного дискретности сдвига, оиределяемого делителем чаетоты 9, переписывается во второй разряд этого регистра, и так до предпоследнего его разряда, пока дефектная зона заготовки не приблизится к линии реза. С момента появления сигнала о наличии дефекта на выходе предпоследнего разряда регистра 8 через схему ИЛИ 10 начинается перезапись информации о качестве участка заготовки в иервый разряд регистра 11, которая длится до тех пор, пока эта инфор.мация перенесется с последнего разряда регистра 8 в первый разряд регистра 11 также через схему ИЛИ, что будет соответствовать прохождению дефекта заготовки за линию реза. Таким образом, при помощи регистра 8 осуществляется позонное сонровождение информации о качестве заготовки от дефектоскопа 7 до ножниц 6. Если иосле этого сформируется мерное изделие и произойдет рез, то состоится перенос информации о качестве сформированного изделия во второй разряд регистра 11, который управляет схемой 12 подготовки ианравленпя сброса мерных изделий. Зате.м мерное изделие движется по рольгангу при помощи механизма 2 и упирается в концевой выключатель 14, который выдает исполнительную команду механизму сброса 13 на его сброс в карман брака. Если следующее за ним мерное изделие не имеет дефекта, то нри очередном резе произойдет перезапись информации о его качестве с первого разряда регистра 11 во второй, т. е. схема 12 подготовки направ,тения сброса, установится в положение «Годные и это изделие после соударения с концевым вык.1ючателем 4 сбросится на стеллаж годных и т. д. Следовательно, при помощи регистра 1 1 осуществляется поштучное сопровождение информации о качестве мерных изделий. В связи с тем, что информация о наличии дефекта переписывается в первый разряд регистра 11 в течение времени, пропорционального удвоенной дискретности сдвига регистра 8, то если рез сформированного мерного изделия происходит после появления сигнала о наличии дефекта с предпоследнего разряда регистра 8 и до его исчезновения с выхода последнего разряда этого регистра, то в брак направятся последовательно два, мерных изделия, так как в этом случае неизвестно, к какому мерному изделию отнести брак. Необходимость дублирования сигнала от дефекта двумя последними разрядами регистра 8 обусловлена следующим. Пусть расстояние от датчика дефектоскопа 7 до ножниц 6 равно 11, периодичность сдвигаюии х импульсов с выхода делителя частоты 9 нропорциональна U, а число разрядов регистра 8 равно п. Легко показать, что сигнал о наличии дефекта в формируемом изделии появится на выходе последнего разряда регистра 8, когда изделие пройдет расстояние от датчика между (п-2)12 и (п -1)19, а исчезнет, когда оно пройдет расстояние между (п - )2 и nl. Т. е. расстояние сог1ровождения сигнала от дефекта «плавает на величину одного межтактового расстояния и поэто.му невоз.можно выполнить условия появления этого сигнала на выходе регистра 8 до подхода дефекта изделия к ножницам () и его исчезновения - после прохода дефектом зоны реза ), используя только сигнал с последнего разряда регистра 8.
Эти условия обязательно выполняются, если сопровождае.мую информацию о качестве изделия снимать через схему ИЛИ 10 с выходов предпоследнего и последнего разрядов регистра 8. В этом случае, в момент появления сигнала на выходе схемы ИЛИ изделие пройдет расстояние от (п-3)lj до (п-2)19, а в, момент его исчезновения - от (п-1)12 до nl2. Число разрядов регистра 8 можно всегда выбрать таким, чтобы
(n--2), (п, -1)1,
и вышеуказанные условия, таки.м образом, выполнить полностью.
Такая методика обработки сигнала от дефектов иногда приводит к некоторой перебраковке в процессе сортировки, зато полностью исключает недобраковку и учитывает разброс времени срабатывания механических узлов ножниц.
Следует заметить, что аналогичная методика сортировки применена и в системах Ждановского. Череповецкого металлургических заводах и завода «Амурсталь, однако блочное и схемное решения воплощения этой методики в предлагаемо.м устройстве отличаются от известных.
Предлагаемое устройство отличается от известных своей простотой, универсальностью.
надежностью в работе и не требует нерестройки при изменении д.Пшы изготавл1 ваемых изделий.
Ручное изъятие изделия, движущегося от ножниц до концевого выключателя, не наруша5 ет работу устройства.
Выше описана работа предлагае.мого устройства для случая, когда по рольгангу после ножниц движется одно полномерное изделие.
В том случае, когда рольганг после ножниц имеет большую длину и по нему движутся одновременно к мерных изделий, то разрядность второго регистра должна быть выбрана равной {к+ 1).
Внедрение в промышленность предлагаемого устройства даст большой экономический эф5 факт народному .хозяйству за счет увеличения надежности сортировки и улучшения качества готовой продукции, признанной годной по результатам дефектоскопического контроля.
Описанное устройство, изготовленное д.1я сортировки труб, собрано, в основном, на интегральных п1кpocxeмax, испытано и передано в опытно-промышленную эксплуатацию.
Годовой экономический эффект от внедрения предлагаемого устройства только на одном трубосварочном стане заводи равен 170 тыс. руб.
Формула изобретения
Автоматическое устройство для сортировки мерных изделий, например труб в линиях реза, содержащее дефектоскоп, соединенный с нервым регистро.м сдвпга, привод ножниц, соединенньн-1 с датчиком перемец 1ения заготовкп и через второй регистр сдвига-с блоком управления переключения сброса мерных изделий, и делитель частоты следования импульсов перемещения заготовки, отличающееся тем, что,
с целью повышения качества сортировки мерных изделий, оно снабжено схемой ИЛИ, соединяющей информационный вход второго регистра сдвига с выходом первого регистра сдвига, вход которого соединен с датчиком перемещения заготовки через делитель частоты.
Источники 11Н(|к)рмации, принятые во внимание при экс 1ертнзе:
1.Системы автоматической разбраковки листов на агрегатах поперечной и комбинированной резки. НИИинформтяжмаш. Металлургическое мащиностроение. 7-66-6. М., 1966. с. 14-19.
2.Системы автомат1 ческой разбраковки листов на агрегатах поперечной и комбинированной резки. НИИинформтяжмаш. Металлургическое машиностроение. 7-66-6. М., 1966, с. 7--10.
3.Авторское свидетельство СССР Л 475227, кл. В 23 D 33/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Автоматическое устройство для сортировки мерных изделий | 1977 |
|
SU710668A1 |
| Система отбраковки листов | 1978 |
|
SU821084A1 |
| Система для автоматической отбраковки труб | 1982 |
|
SU1088830A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
| Устройство для контроля качества изделий | 1979 |
|
SU781827A1 |
| Устройство для автоматической разбраковки листов | 1983 |
|
SU1098633A1 |
| Система мерного реза изделия | 1990 |
|
SU1722717A2 |
| Система для автоматической отбраковки труб | 1983 |
|
SU1101308A1 |
| Устройство для автоматической разбраковки листов | 1980 |
|
SU937071A1 |