4
ю
со
00 СХ)
Изобретение относится к машино- (Строению, к механообрабатывающему производству и может быть использовано для удаления заусенцев с различных деталей, например с зубчатых колес, сепараторов, а также для зачистки и очистки поверхностей от ржавчины, . пригаров, сварочных брызг и т.д
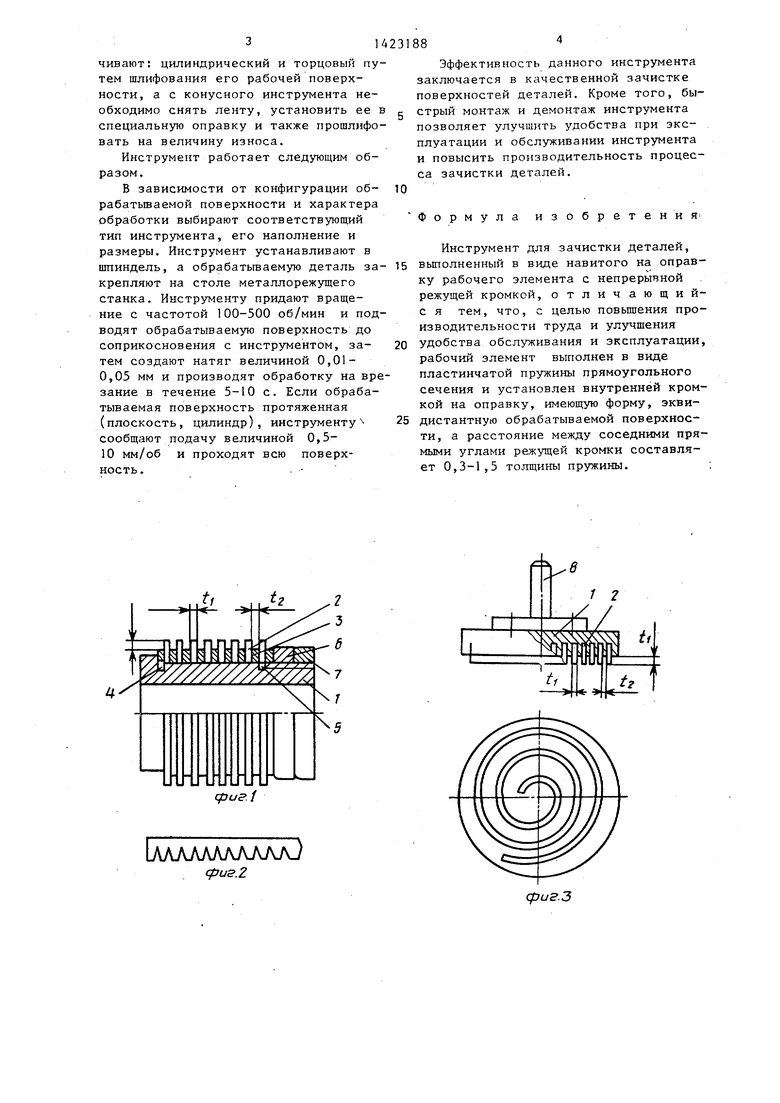
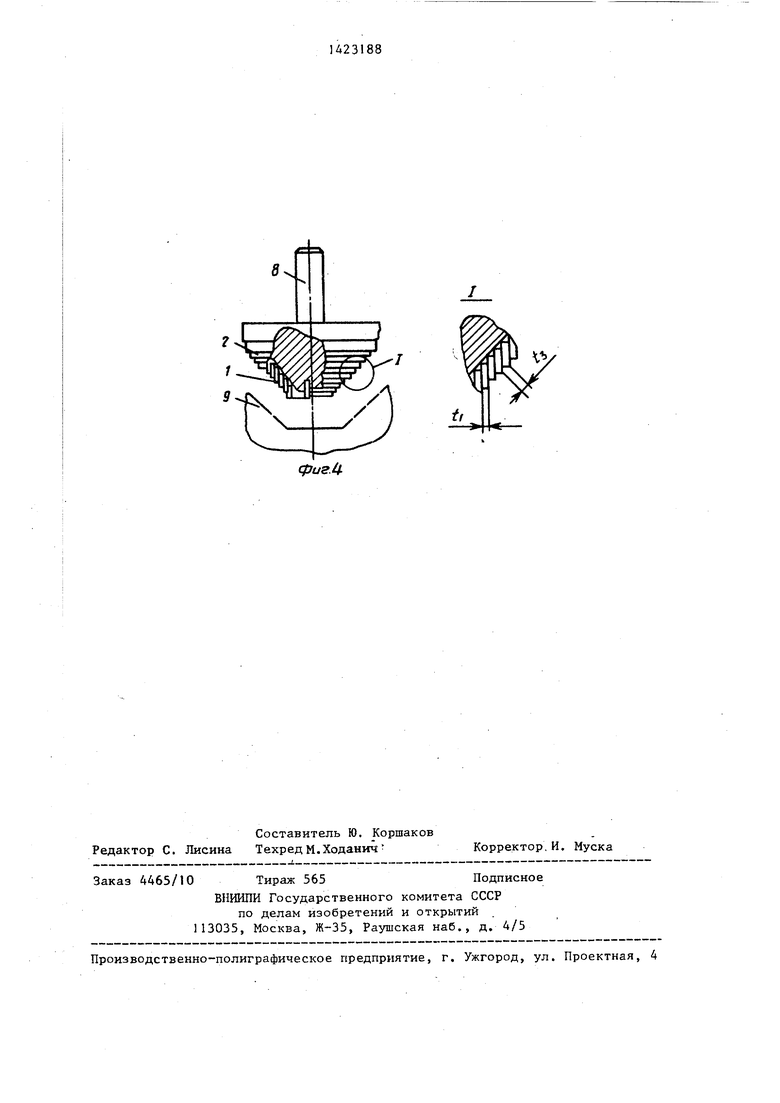
Цель изобретения - повышение про- изводительности труда и улучшение удобства обслуживания и эксплуатации инструмента при зачистке деталей. : На фиг. 1 схематически показан |предлагаемый инструмент цилиндричес- 1кой формы; на фиг. 2 - пружина с просечками, позволяющими навить плоскую пружину на цилиндрическую поверхность; на фиг. 3 - конструкция плоского инструмента для обработки плос- костей; на фиг. 4 - конусный инструмент, предназначенный для обработки поверхностей в виде внутреннего конуса .
1 В инструментах всех типов исполь- |зуется пластинчатая пружина (пружин- |ная лента) или спиральная пружина из |высокопрочной стали, например из бЗГ 1закаленная на твердость . Оп- |равка, на которую навивают, пружинную ленту, может иметь самую разнообраз- ную конфигурацию: боковая или торцовая поверхность цилиндра, конус, эллипсоид и т.д. Конфигурация оправки должна быть такой, чтобы инструмент эквидистантно охватывал обрабатываемую поверхность. Инструмент состоит из оправки 1, на которую навита лента 2, между витками ленты устанавливают проставку 3 из различного ма- териала: стали, резины, пластмассы и т.д. Если необходим жесткий инструмент, например, для удаления грубых заусенцев, то проставку 3 делают стальной. Для удаления мелких заусен цев и зачистки пространство между лентой заполняют резиной или пластмассой. В этом случае режущая кромка становится более податливой, она несколько деформируется под воздействи ем сил резания и процесс зачистки протекает более эффективно. Для возможности навивания лент на цилиндрическую оправку со стороны внутренней кромки на ней делают просечки (фиг.2 Инструмент с цилиндрической оправкой изготовляют следующим образом. Ленту с пр.осечками одним концом закрепляют у буртика оправки в специальном
пазу 4 и навивают на цилиндрическую поверхность с шагом t, равным суммарной величине толщины ленты t и пространству между витками t. Второй конец ленты закрепляют также в специальном пазу 5 на оправке. Пространство между витками заполняют металлической проставкой 3 или заполняют как указано. Затем гайкой 6 уплотняют всю конструкцию и фиксируют контргайкой 7. Металлическую проставку можно не делать, а использовать для этой цели спиральный паз, проточенный на самой оправке, в который вставляется лента (фиг. 3). Аналогичное наполнение может быть и для цилиндрического инструмента. Торцовый и конусный (фиг. 4) инструменты снабжают хвостовиком 8 с помощью которого он устанавливается в шпиндель металлорежущего станка. Инструмент с рабочей поверхностью в виде наружного . конуса предназначен для обработки эквидистантных поверхностей деталей, очерченных в форме внутреннего конуса 9. .Таким образом можно сделать инструмент практически любой конфигурации для обработки соответствующей поверхности детали. Для конусного инструмента (фиг.4) использовать про- ставки нет необходимости, так как при навивании ленты ее смещают по оси оправки, при этом образуется открытый прямой угол, являющийся режущей кромкой.
Установлено, что расстояние между соседними режущими прямыми углами рабочей кромки t для цилиндрического и торцового инструмента и tj - для конусного должно лежать в пределах 0,3-1,5 толщины ленты для лент толщиной 0,1-1,0 мм. Если это расстояние менее 0,3 толщины ленты, то при некоторых условиях, возникающих при обработке, соседние кромки смыкаются, прямые углы исчезают и резание прекращается. Расстояние между прямыми углами более ,5 толщины ленты не целесообразно, так как уменьшается производительность, теряется компактность инструмента. Для обеспечения условий резания необходимо также, чтобы кромки с прямыми углами выступали над проставками на величину не менее толщины ленты. По мере износа инструмента притупляются прямые углы, эффективность обработки снижается. Поэтому инструмент периодчески зата314
чивают: цилиндрический и торцовый путем шлифования его рабочей поверхности, а с конусного инструмента необходимо снять ленту, установить ее в специальную оправку и также прошлифовать на величину износа.
Инструмент работает следующим образом.
В зависимости от конфигурации об- рабатьгоаемой поверхности и характера обработки выбирают соответствующий тип инструмента, его наполнение и размеры. Инструмент устанавливают в шпиндель, а обрабатьгоаемую деталь за- крепляют на столе металлорежущего станка. Инструменту придают вращение с частотой 100-500 об/мин и подводят обрабатываемую поверхность до соприкосновения с инструментом, за- тем создают натяг величиной 0,01- 0,05 мм и производят обработку на врезание в течение 5-10 с. Если обрабатываемая поверхность протяженная (плоскость, цилиндр), инструментуй- сообщают подачу величиной 0,5- 10 мм/об и проходят всю поверхность ,. 88
Эффективность данного инструмента заключается в качественной зачистке поверхностей деталей. Кроме того, быстрый монтаж и демонтаж инструмента позволяет улучшить удобства при эксплуатации и обслуживании инструмента и повысить производительность процесса зачистки деталей.
Формула изобретения
Инструмент для зачистки деталей, вьшолненный в виде навитого на оправку рабочего элемента с непрерывной режущей кромкой, отличающий- с я тем, что, с целью повьштения производительности труда и улучшения удобства обслуживания и эксплуатации, рабочий элемент выполнен в виде пластинчатой пружины прямоугольного сечения и установлен внутренней кромкой на оправку, имеющую форму, эквидистантную обрабатываемой поверхности, а расстояние между соседними прямыми углами режущей кромки составляет 0,3-1,5 толщины пружины.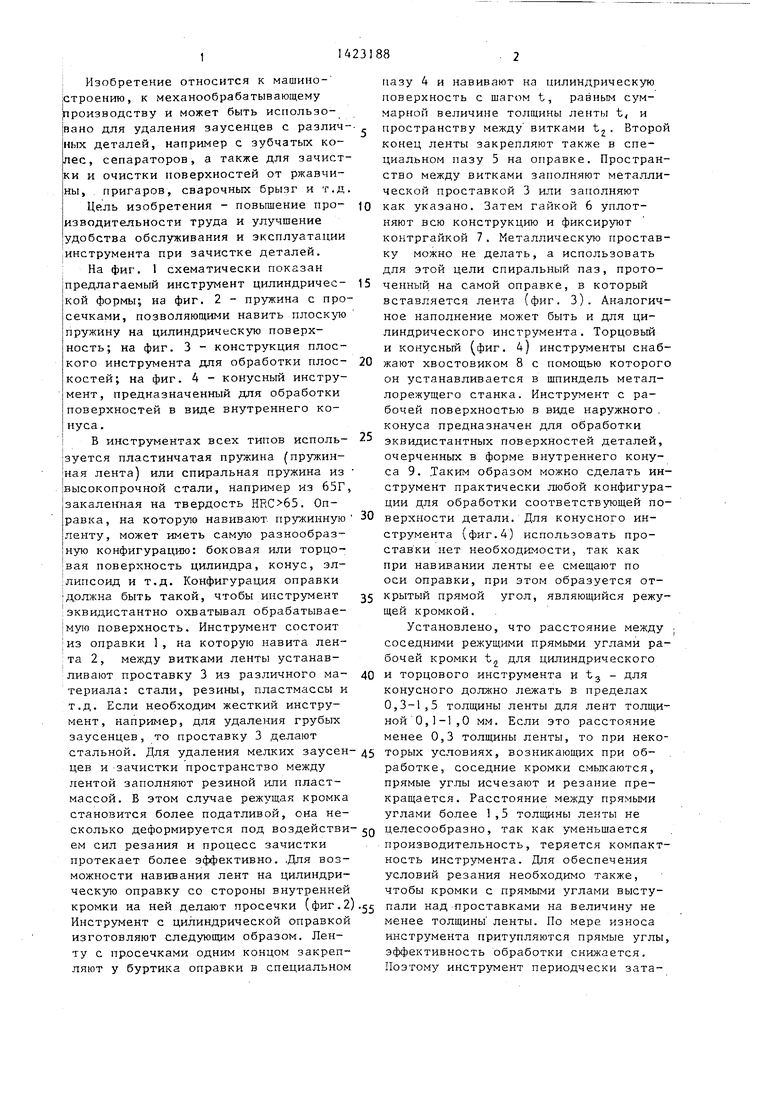
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия заусенцев | 1984 |
|
SU1194584A1 |
| Устройство для обработки концов тонкостенных труб | 1990 |
|
SU1773565A1 |
| Деформирующе-режущая протяжка | 1990 |
|
SU1787076A3 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| Автомат для навивки пружин | 1987 |
|
SU1447501A1 |
| Способ изготовления винтового инструмента | 1988 |
|
SU1727957A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ЗАУСЕНЦЕВ С КРОМОК ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 1993 |
|
RU2041771C1 |
| Рабочий орган для зачистки кромок деталей | 1984 |
|
SU1194514A1 |
| ИНСТРУМЕНТ ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ | 1972 |
|
SU325115A1 |
| Торцовая щетка | 1985 |
|
SU1353419A1 |
Изобретение относится к машиностроению, к механообрабатывающему производству, может быть использовано для удаления заусенцев с различных деталей, например с зубчатых колес, сепараторов, а также для зачистки и очистки поверхностей от ржавчины, пригаров, сварочных брызг, обеспечивает повышение производительное- ти труда и улучшает удобства обслуживания и эксплуатации. Инструмент выполнен в виде навитого на оправку рабочего элемента. Рабочий элемент выполнен в виде пластинчатой пружины прямоугольного сечения, навитой внутренней кромкой на оправку, имеющую, например, форму боковой или торцовой поверхности цилиндра, эквидистантную обрабатываемой поверхности, а расстояние между соседними режущими прямыми углами рабочей кромки составляет 0,3-1,5 толщины пружины. Свободное пространство между витками пружины заполнено материалом, физико-механи ческие свойства которого выбраны в соответствии с условиями обработки, а рабочие кромки выступают из него на вел.-гаину не менее толщины пружины. 4 ил. с (Л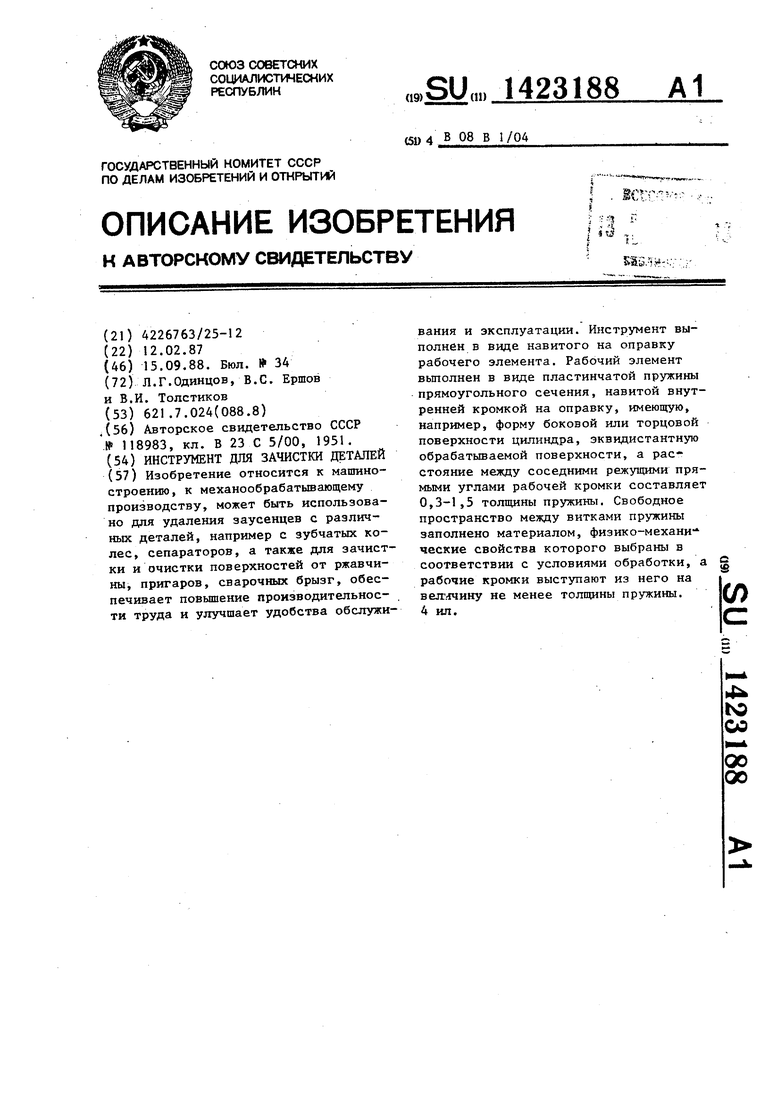
7 5
fpuг.i
LAAAAAAAAAAAJ
cfJus.Z
сриг.З
фие.Ц.
