4
ю
со
00 ел
Изобретение относится к вакуумной технике, в частности к способам многократно воспроизводимой герметизации сверхвы- соковакуумных цельнометаллических пар, и может быть использовано в вакуумных клапанах и затворах.
Целью изобретения является уменьшение усилия герметизации, повышение ресурса и надежности работы сверхвысоковакуумно- го клапанного соединения за счет удаления окисной пленки с поверхности уплотнителя.
Способ герметизации заключается в сле- дуюшем.
В способе герметизации сверхвысоковаку- умных соединений, заключаюшемся в механическом соединении элементов металлической уплотнительной пары и сжатии их до герметизации, перед контактированием на уплотнительную поверхность уплотнителя воздействуют, не изменяя его фазового состояния, электромагнитным полем и потоком частиц с энергией, превышающей теплоту образования окисла металла уплотнителя при давлении вакуумной среды, меньшем давления кислородсодержащих газов над поверхностью уплотнителя, удаляют окисную пленку, после чего уплотнительную пару соединяют и сжимают усилием герметизации, обеспечивающим заданное нате- кание через соединение.
Данный способ герметичного соединения обеспечивает в 1,5-3 раза меньшее усилие герметизации, гарантирующее заданное на- текание через соединение, так как при уплотнении вследствие удаления окисной пленки облегчается выход дислокаций на поверхность уплотнителя и его пластичность увеличивается, а также устраняется переходной слой, являющийся источником каналов натекания из внешней среды в вакуум. Повышение ресурса и надежности работы является следствием уменьшения усилия в закрытом состоянии уплотнительной пары и уменьшении износа ее ввиду устранения воздействия разрушенных твердых частиц оксидов на уплотнительную поверхность:
Удаление оксидной пленки с поверхности уплотнителя может быть вызвано увеличением колебательной энергии молекулы, например, в результате повышения температуры (термическая диссоциация). Диссоциация оксида может быть вызвана также воздействием на него потока частиц (электронов, ионов или фотонов), при этом энергия частиц должна превосходить теплоту образования оксида металлов, которая составляет сотни ккал/моль или примерно 10 Дж/моль. Условие, налагающееся на значение давления вакуумной среды, связано с откачкой кислородсодержащих газов и подавлением процесса окисления уплотнителя.
Герметизацию сверхвысоковакуумного клапанного соединения осуществляют следующим образом.
После окончания технологического про- цесса или экспериментальных исследований, проводимых в вакууме, сверхвысоковакуум- ный затвор, уплотнительная пара которого состоит из перекрывающего диска с уплотнителем, например, из меди и седла, выполненного, например, из нержавеющей ста0 ли, закрывают. Перед закрыванием на уплотнительную поверхность медного уплотнителя, представляющую собой пленку оксида меди толщиной несколько десятков ангстрем воздействуют, например, потоком электро нов, энергия которых превышает 10 эВ, что гарантирует диссоциацию оксида меди и десорбцию продуктов разложения с поверхности. Эффективность диссоциации и десорбции кислородсодержащих газов колеблется между молекула/электрон. Вре0 мя удаления оксида меди с поверхности уплотнителя зависит от плотности тока j эмиссии электронов и составляет единицы секунд при ,1-0,3 А/см1 Давление вакуумной среды, при котором происходит
диссоциация оксида меди, должно быть не выше 10 Па, что всегда выполняется, так как применение сверхвысоковакуумных затворов целесообразно при давлении ниже 0- Па.
После удаления оксида меди с поQ верхности уплотнителя перекрывающий диск механическим путем подводят к седлу и осуществляют сжатие уплотнителя усилием герметизации, гарантирующим заданное на- текание через соединение. Следует отметить, что после напуска воздуха в полость
5 клапана происходит окисление поверхностей микроканалов натекания, что способствует уменьшению их размеров и как следствие уменьшению натекания через них.
На фиг. 1 представлен сверхвысоко- вакуумный затвор в открытом положении;
0 на фиг. 2 - узел герметизации клапана. Как показано на фиг. 1, сверхвысоко- вакуумный затвор состоит из корпуса 1, в котором размещен шток 2, герметично уплотненный сильфоном 3. На конце штока 2
5 размещена керамическая вставка 4 с закрепленным на ней перекрывающим диско.м, выполненным в виде конусообразной упругой тарелки 5, имеющей на своей цилиндрической периферии уплотнитель б, например, из меди.
0
Концентрично уплотнителю 6 в открытом положении затвора в закрепленном на корпусе 1 кольцевом керамическом изоляторе 7 расположен прямонакальный катод 8 в виде спирали, например, из вольфрамовой про- 5 волоки, соединенный с источником электрического питания через металлокерамический электрический вакуумный ввод 9, через который также тарель 5 соединена с электродом.
Седло 10 затвора с проходным отверстием 11 выполнено из нержавеющей стали, покрытой сульфидированной пленкой для предотвращения схватывания уплотнителя б с седлом. Перемещение перекрывающего диска и герметизация затвора осуществляется приводом 12.
Как показано на фиг. 2, упругая тарель 5 с уплотнителем 6 размещена внутри индикатора 13, выполненного в виде винтовой цилиндрической спирали из медного прутка. З ндуктор 13 соединен через вакуумные токовводы 14 с источником 15 тока высокой частоты (ИТВЧ).
Затвор работает следующим образом.
Затвор открыт. После окончания технологического процесса или экспериментальных исследований перед закрыванием на тарель 5 подается положительный электрический потенциал, а на катод 8 - электрическое напряжение, в результате чего вольфрамовая проволока раскаляется и испускает электроны, бомбардирующие уплотнитель 6, который по отнощению к ним является анодом. Взаимодействие потока электронов с окисью меди приводит к диссоциации оксида и десорбции продуктов разложения с поверхности уплотнителя 6. После удаления окисной пленки источники электрического питания отключают и включают привод 12, который, перемещая перекрывающий диск, подводит его к седлу 10 и осуществляет сжатие тарели 5, герметизируя цилиндрическую периферийную кромку седла 10.
Перед закрыванием клапана включают источник 15. В результате протекания по индуктору 13 высокочастотного переменного
тока вокруг уплотнителя о возникает переменное электромагнитное поле, вследствие чего происходит нагрев поверхности уплотнителя 6 за счет тепла, выделяющегося из-за циркуляции в нем индуктированных вихревых токов (токов Фуко). Толщина поверхностного слоя, в котором выделяется около 90% тепла, создаваемого вихревыми
токами обратно пропорциональна Уг.
где f - частота тока. Нагрев поверхности приводит к термической диссоциации оксида и десорбции кислорода с поверхности уплотнителя.
5 Следует отметить, что приведенный вариант конструкции может быть эффективным при вакууме в полости затвора выше Па ввиду низкого давления кислорода при термической дессоциации.
20
Формула изобретения
Способ герметизации сверхвысоковакуум- ных клапанных соединений, включающий подведение элементов металлической уплот25 нительной пары, состоящей из запорного элемента и уплотнителя друг к другу до обеспечения контакта, и сжатие их для получения герметичного соединения, отличающийся тем, что, с целью уменьшения усилия герметизации за счет разрушения
30 окисной пленки, повышения ресурса и надежности, перед обеспечением контакта на уплотнитель воздействуют электромагнитным полем или потоком частиц с энергией, превышающей энергию образования окисла металла уплотнителя при давлении
35 вакуумной среды, меньшем давления кислородсодержащих газов над поверхностью уплотнителя.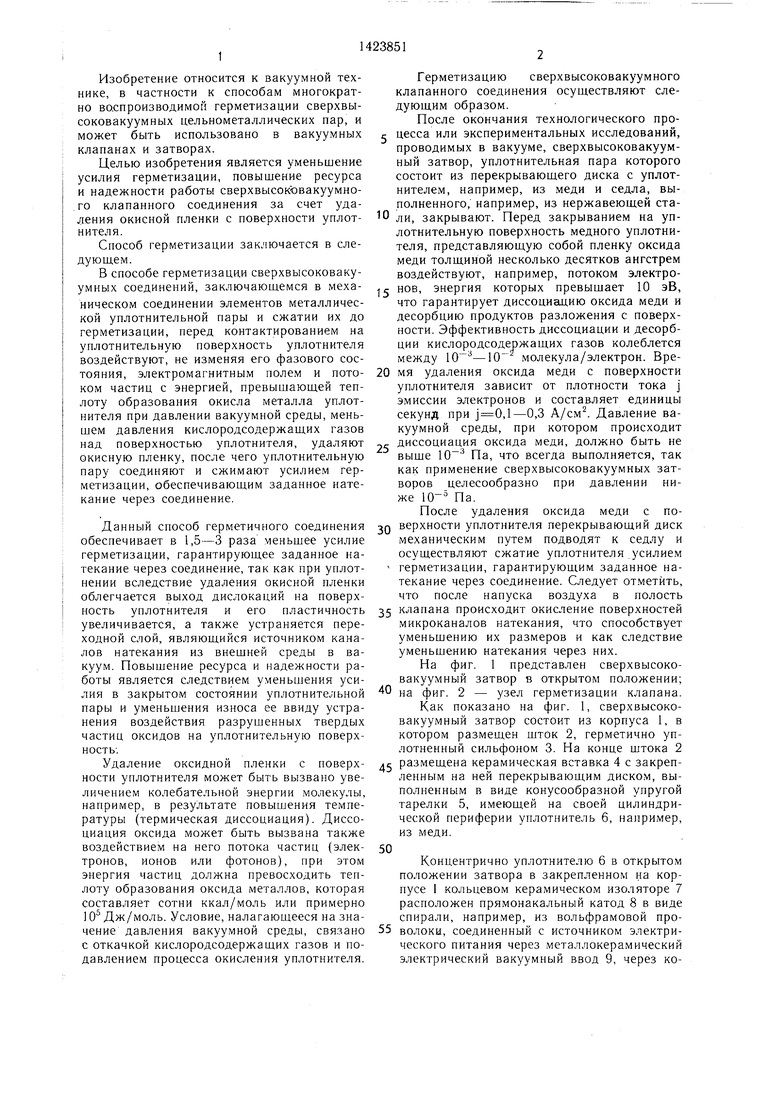

| название | год | авторы | номер документа |
|---|---|---|---|
| Запорная пара сверхвысоковакуумного клапана | 1986 |
|
SU1348598A1 |
| Уплотнительный узел сверхвысоковакуумного клапана | 1985 |
|
SU1312294A1 |
| СВЕРХВЫСОКОВАКУУМНЫЙ КЛАПАН | 1992 |
|
RU2044206C1 |
| Способ герметизации цельнометаллического разъемного вакуумного соединения | 1985 |
|
SU1291772A1 |
| Сверхвысоковакуумный затвор | 1981 |
|
SU983370A1 |
| Уплотнительный узел для прогреваемого сверхвысоковакуумного затвора | 1984 |
|
SU1255794A2 |
| Способ герметизации сверхвысоковакуумного разъемного соединения | 1985 |
|
SU1296769A1 |
| Сверхвысоковакуумный затвор | 1980 |
|
SU872897A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ОБЪЁМОВ ЗАМКНУТЫХ ПОЛОСТЕЙ | 2018 |
|
RU2679476C1 |
| Уплотнительный узел для прогреваемого сверхвысоковакуумного затвора | 1981 |
|
SU1006839A1 |
Изобретение относится к области вакуумной техники, в частности к способам многократно воспроизводимой герметизации сверхвысоковакуумных цельнометаллических пар, и может быть использовано в вакуумных клапанах и затворах. Целью изобретения является уменьшение усилия герметизации за счет удаления окисной пленки с поверхности уплотнения. Для этого перед контактированием на уплотнительную поверхность уплотнения воздействуют электромагнитным полем или потоком частиц, что удаляет окисную пленку. 2 ил.
;
Ч V V
v
/ 1
/
| Львов Б | |||
| Г., Шувалов А | |||
| С | |||
| Современные сверхвысоковакуумные уплотнения | |||
| М.: Высшая школа, 1984, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
