4 ГчЭ СП
О ОС
со
Изобретение относится к керамическому производству, преимундественно к изготовлению тонкокерамических изделий методом наливного шликерного литья в батарее форм.
Целью изобретения является сокращение времени изготовления.
На фиг. 1-4 показаны схемы установки для изготовления салатников методом .батарейного литья под давлением.
Установка (фиг. 1.) содержит верхнюю 1 и нижнюю 2 неподвижные плиты, связанные тягами 3. На тягах 3 установлена подвижная плита 4, прижимаюш,ая формы 5 друг к другу. Формы 5 соединены с шлике- ропроводом 6 гибкими трубопроводами 7 и
10
15
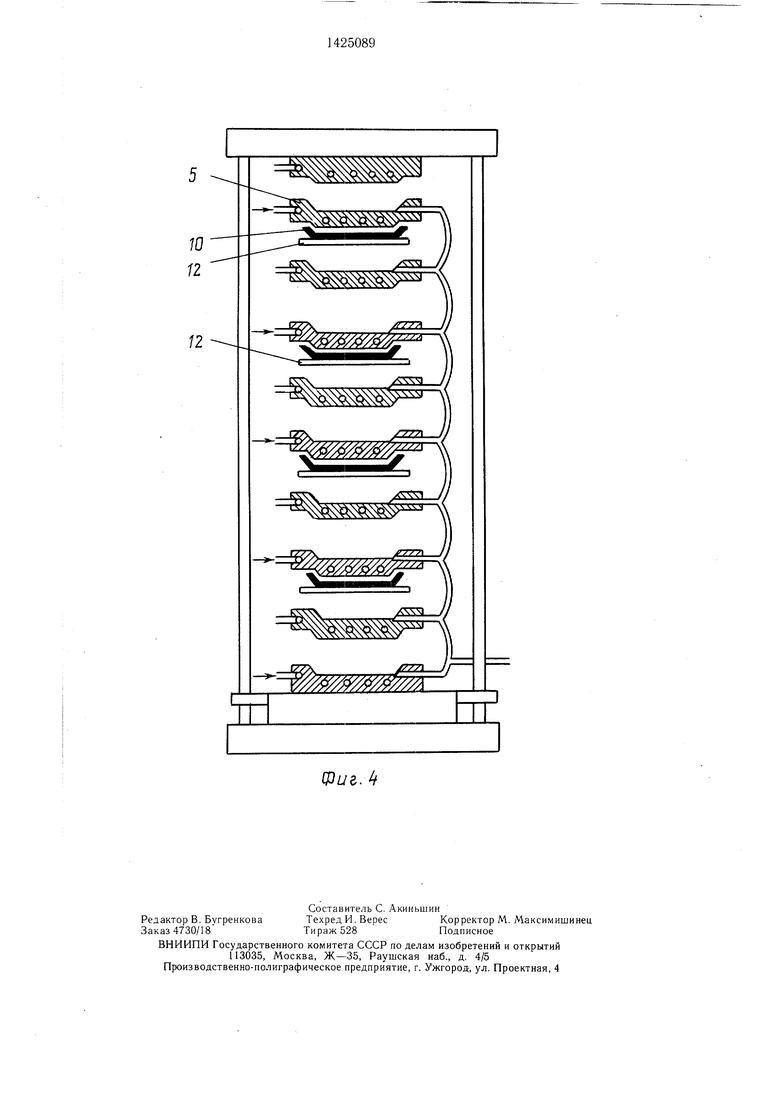
ливки попадают на подставки 11 и передаются наг зачистку и сушку, а под нечетные формы 5 (фиг. 4) вводят другой комплект подставок 12 для приема отливок. После этого в нечетные фор.мы повторно подают сжатый воздух и передают освободившиеся от форм 5 отливки 10 на подставках 12 на операции зачистки н сушки. Далее, освобожденные от отливок формы сдвигают в положение на фиг. 1 и цикл изготовления повторяют.
Формула изобретения
Способ изготовления керамических изделий, включающий заливку шликера под давимеют полости 8, соединенные патрубками 9 лением в батарею форм, набор отливок в
с источником сжатого воздуха.батареи, отделение форм от батарей с выИзготовление салатников осуществляет-емкой из них отливок, отличающийся тем,
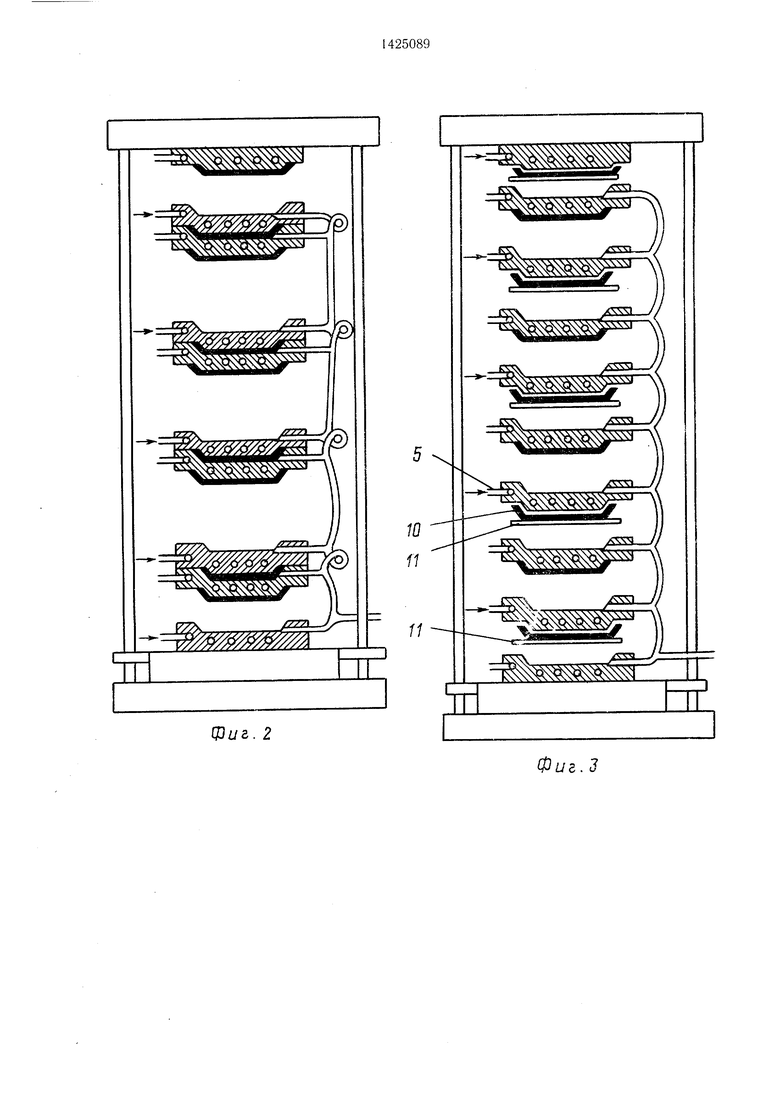
ся следующим образом.что, с целью сокращения времени изгоПо щликеропроводу 6 в рабочие полос-товления, отделение форм от батарей про- ти между форм 5 подается под давле-20 изводят путем деления форм на четные и нием шликер. Носле набора отливок 10нечетные и последующей подачей сжатого отключают подачу шликера и подают ввоздуха в нечетные формы с одновре- формы с нечетными номерами по патрубкам 9менным разделением батареи форм на пары сжатый воздух. Одновременно раздвигаюттак, чтобы формы с четными номерами были батарею форм на пары так, чтобы четныенижними, затем в промежутки между пара- формы были нижними (фиг. 2). Затем в про-25 у форм вводят комплект подставок для межутки между парами форм вводят комп-приема отливок и в формы с четными
лект подставок 11 (фиг. 3) для приема отливок 10 и в формы 5 с четными номерами подают сжатый воздух с одновременным отделением нечетных форм с отливками 10 на нижней рабочей поверхности от четных форм. Отделившиеся под действием сжатого воздуха от форм 5 от30
номерами подают сжатый воздух с одновременным отделением нечетных форм с отливками от четных форм, затем в промежутки между разделенными формами вводят другой комплект подставок для приема отливок, после чего в нечетные формы повторно подают сжатый воздух.
ливки попадают на подставки 11 и передаются наг зачистку и сушку, а под нечетные формы 5 (фиг. 4) вводят другой комплект подставок 12 для приема отливок. После этого в нечетные фор.мы повторно подают сжатый воздух и передают освободившиеся от форм 5 отливки 10 на подставках 12 на операции зачистки н сушки. Далее, освобожденные от отливок формы сдвигают в положение на фиг. 1 и цикл изготовления повторяют.
Формула изобретения
Способ изготовления керамических изделий, включающий заливку шликера под давлением в батарею форм, набор отливок в
номерами подают сжатый воздух с одновременным отделением нечетных форм с отливками от четных форм, затем в промежутки между разделенными формами вводят другой комплект подставок для приема отливок, после чего в нечетные формы повторно подают сжатый воздух.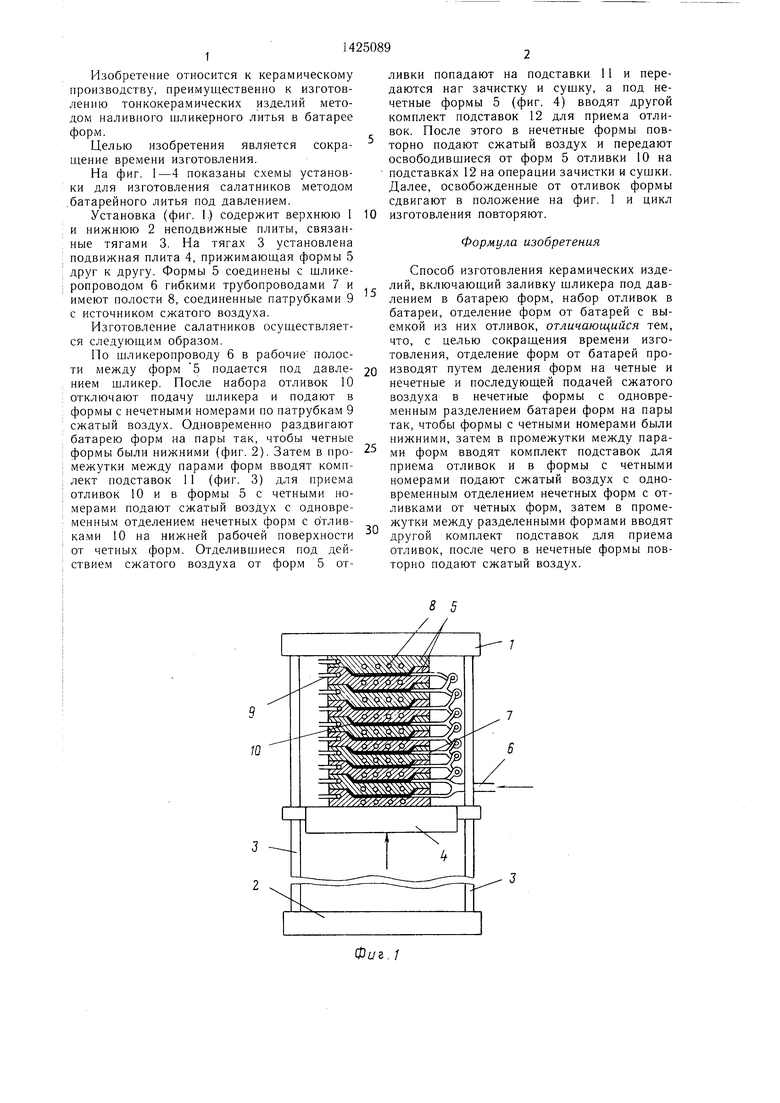
Изобретение относится к керамическому производству, преимущественно к изготовлению методом шликерного литья под давлением плоских тонкокерамических изделий. Цель изобретения - сокращение времени изготовления. Способ осуществляют путем деления форм на четные и нечетные и последующей подачей сжатого воздуха в нечетные формы с одновременным разделением батареи форм на пары так, что формы с четными номерами были нижними. Затем в промежутки между парами форм вводят комплект подставок для приема отливок и в формы с четными номерами подают сжатый воздух с одновременным отделением нечетных форм с отливками от четных форм, затем в промежутки между разделенными формами вводят другой комплект подставок для приема отливок, после чего в нечетные формы повторно подают сжатый воздух. 4 ил. i (Л
Фиг. /
Фиг. 2
11
Фиг.З
| Мохорт В | |||
| Н., Богуславский В | |||
| Д | |||
| Механизация трудоемких процессов в производстве фарфора и фаянса, ЦНИИТЭИлег- пром, 1983, вып | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
