Изобретение относится к оборудо- |ванию для изготовления вспененных изделий, в частности пенополиуретано- вой теплоизоляции при производстве холодильной техники, и может быть использовано в других областях промышленности.
Целью изобретения является повышение надежности.
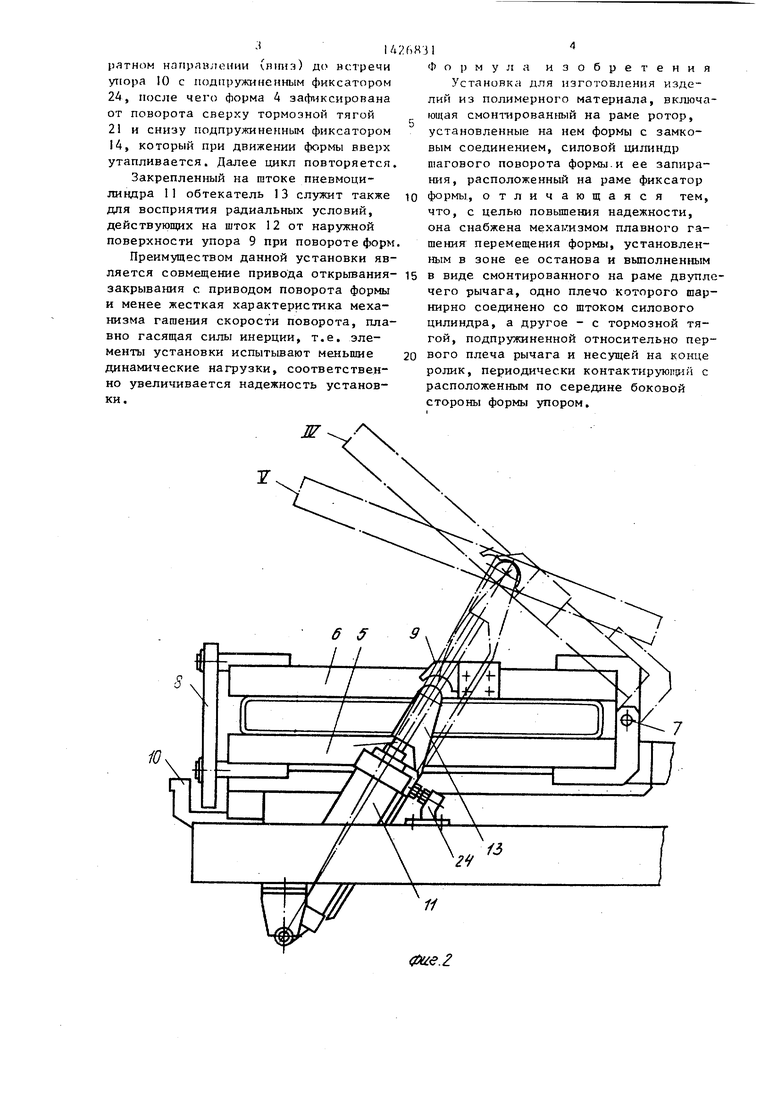
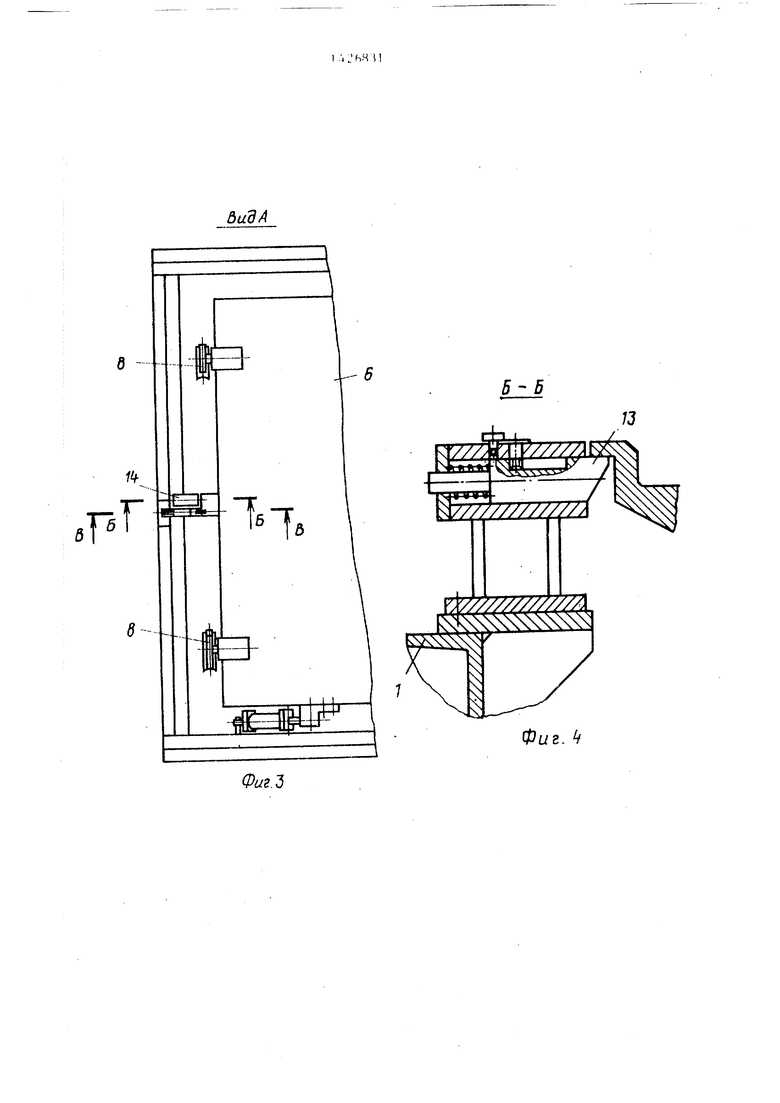
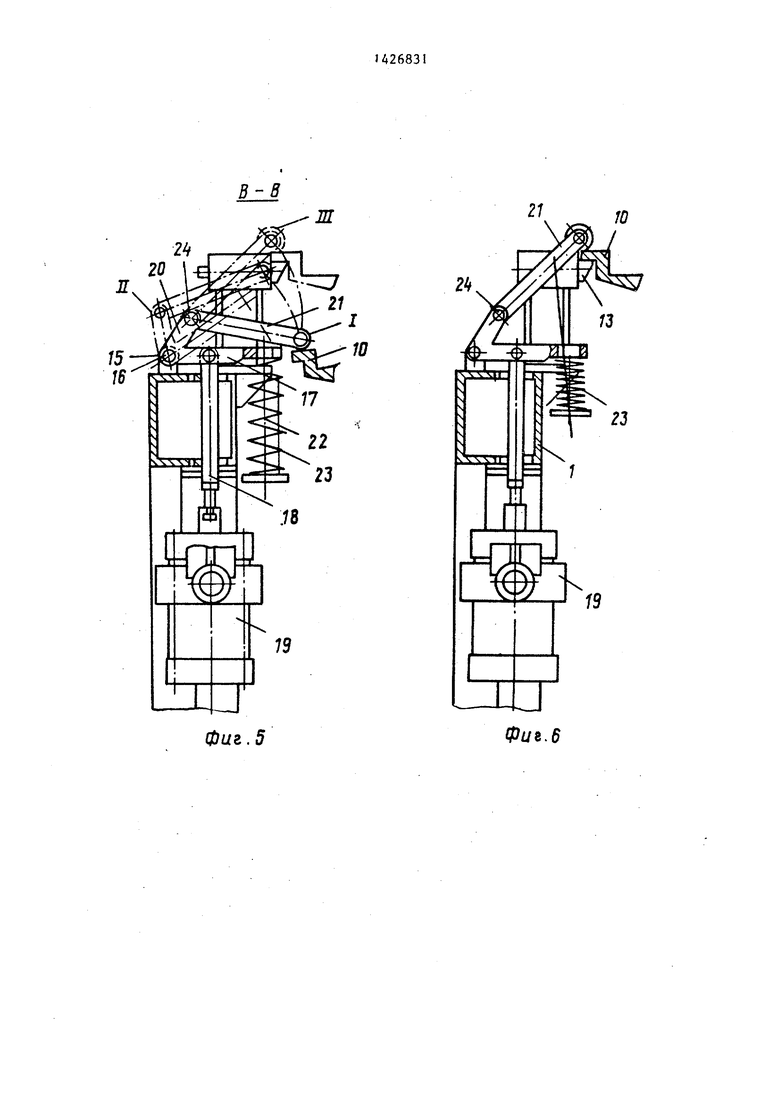
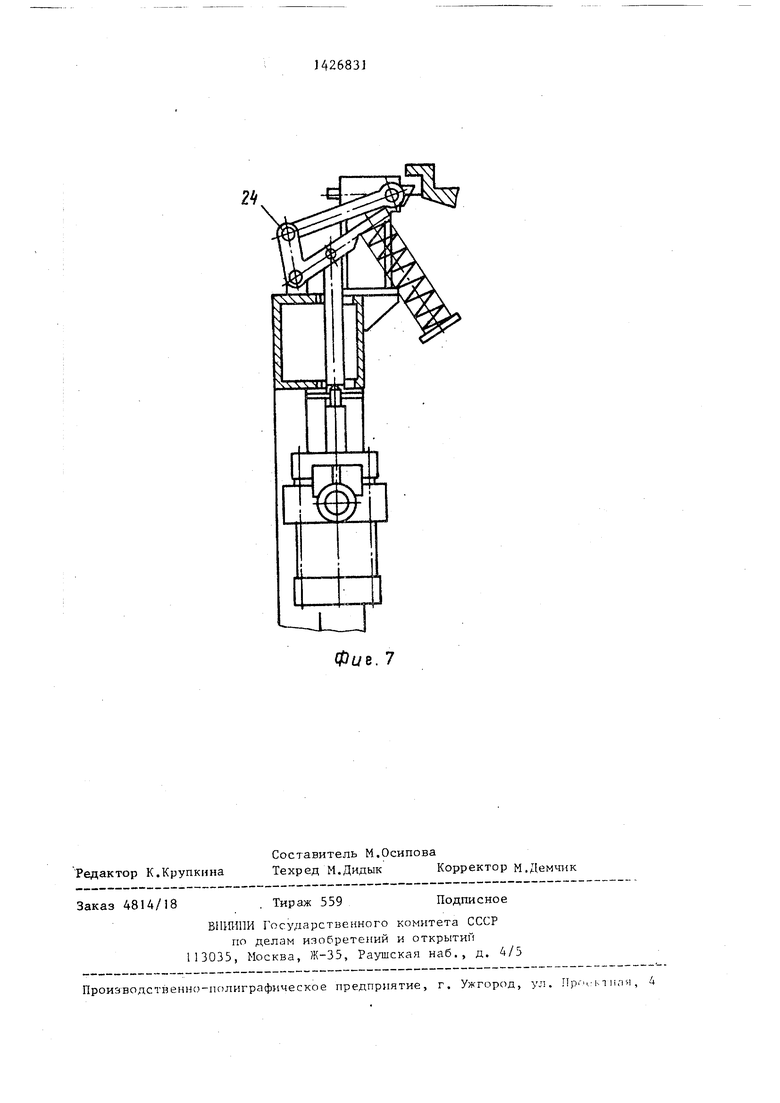
На фиг.1 показана установка, вид сбоку; на фиг.2 - конструкция формы с механизмом ее открывания; на фиг.З РИД А на фиг.; на фиг.4 - разрез Б-Б на фиг.З; на фиг.З - 7 - различ- ные положения механизма гашения скорости формы относительно упора, зак- |)епленного на ее основании (разрез В-В на фиг.З).
Установка состоит из рамы I, на которой в корпусах подшипников 2 установлен барабан 3 с радиапьно зак- )епленными формами 4, состоящими из Основания 5 и крьш1ки 6, которые с од- йой стороны соединены шарниром 7, а с другой запираются замком 8. На крышке 6 формы закреплен уПор 9, а на Основании формы упор 10. На раме 1 закреплен пневмоцилиндр 11, на шток 12 которого навернут обтекатель 13„ На раме 1 также закреплен подпружиненный фиксатор 14 и механизм плавного гапения скорости перемещения форм, состояп1ий из двуплечего рычага 15, с помощью шарнира 16, закреплен- ного на раме 1, одно плечо 17 кото- jioro шарнирно соединено со штоком 18 пневмоцилиндра 19, закрепленного шарнирно на раме 1, а другое плечо 20 шарнирно соединено с тягой 2I, кото- рая с помощью троса 22 взаимодействует с пружиной сжатия 23, опирающейся на плечо 17.
От поворота вниз относительно своего крепления пневмоцилиндр 11 удер- гшвается регулируемым упором 24.
I.
Работа на установке осуществляется
(У1едующим образом.
Открывают замки 8 формы и в порш- невую полость цилиндра 11 подают сжатый воздух, при этом шток 12 с обтекателем 13, поднимаясь, воздействует на упор 9 и поворачивает крьш1ку 6 относительно шарниров 7 до раскрытия между основанием 5 и крьш1кой 6 на угол 40°. На основание 5 формы Зс1кла дывают дверь холодильника, в которую заливают дозу пенополиуретана, после
чего сжатый воздух подают в штоковую полость пневмоцилиндра 11, при этом обтекатель 13 опускается вниз и крышка 6 под действием собственного веса также поворачивается вниз, после чего закрывают замки 8, запирающие крышку 6, относительно бснования 5. В закрытой форме происходит отверждение пе- понолиуретана.
Для загрузки-выгрузки следующей двери холодильника необходимо барабан 3 установки повернуть на угол 45 для чего сначала отводят из зоны пе- ремеи1ения формы 4 тормозную тягу 21 , удерживающую от перемещения вверх закрепленный на основании 6 упор 10. Для этого подают, сжатый воздух в поршневую (нижнюю) полость пневмоцилиндра 19, при этом шток 18 поднимается, поворачивая как единое целое рычаг 15 вместе с тормозной тягой 21 и пружиной 23 относительно шарнира 16 вверх до выхода тяги 21 из зоны перемещения упора 10 при повороте формы (фиг.7). Подают воздух в поршневую нижнюю полость пневмоцилиндра 11, при этом шток 12 с обтекателем 13, поднимаясь, воздействует на упор 9 и поворачивает форму 4 (так как крышка 6 замками скреплена с основанием 5) относительно горизонтальной оси барабана 2 на угол 22°, после чего шток 12 с обтекателем 13 возвращается в исходное нижнее положение, а форма 4 по инерции продолжает поворот до угла 45 с упором в тормозную тягу 21, которая ранее возвратилась в исходное положение I (фиг.5) вместе с обтекателем 13.
Механизм плавного гашения скорости работает следующим образом. В момент набегания упора 10 на тормозную тягу 21 штоковая (верхняя) полость пневмоцилиндра 19 находится под давлением сжатого воздуха. Под действием упора 10 тормозная тяга 21 начинает поворачиваться относительно своего шарнира 24 на плече 20, при этом увлекаемый тормозной тягой 21 трос 22 сжимает пружину 23, тем самым погашая силу инерции перемещения формы 4. Плечо 17 рычага I5 при этом не перемещается, удерживаясь штоком 18. После погашения силы инерции формы 4 под действием пружины 23 тормозная тяга 21 и, соответственно, упор 10 формы 4 начинают поворачиваться в обW
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления теплоизоляции дверей холодильников | 1988 |
|
SU1565713A2 |
| Установка для изготовления изделий из полимерного материала | 1988 |
|
SU1564000A2 |
| Форма для изготовления изделий из полимерного материала | 1986 |
|
SU1382657A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ ЛЮКА ЛЕТАТЕЛЬНОГО АППАРАТА | 2010 |
|
RU2444715C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ КОЭФФИЦИЕНТА СЦЕПЛЕНИЯ ДОРОЖНОГО И АЭРОДРОМНОГО ПОКРЫТИЙ | 2015 |
|
RU2601246C1 |
| Поворотно - делительное устройство | 1990 |
|
SU1812062A1 |
| ЗАМЕДЛИТЕЛЬ ВАГОНОВ | 2003 |
|
RU2252885C2 |
| СКОРОСТНОЙ ГРУЗОВОЙ ВАГОН В.В. БОДРОВА (ВАРИАНТЫ) | 2015 |
|
RU2600399C2 |
| УСТРОЙСТВО РАЗДЕЛЕНИЯ И СБРОСА ГОЛОВНОГО ОБТЕКАТЕЛЯ РАКЕТЫ-НОСИТЕЛЯ | 2009 |
|
RU2406662C1 |
| ТЕЛЕЖКА СКОРОСТНОГО ГРУЗОВОГО ВАГОНА В.В. БОДРОВА | 2015 |
|
RU2602006C2 |
Изобретение относится к оборудованию для изготовления вспененных полимерных изделий. Цель изобретения Ш повышение надежности. Установка сос тоит из рамы 1 с расположенным н подшипниках 2 барабаном.3, на котором радиально закреплены формы 4, состоящие из основания 5 и крьшжи 6, соединенных с одной стороны шарниром, а с другой замком 8. На крышке 6 закреплен один упор, а на основании формы другой упор 10. На раме 1 выполнены пневмоцилиндр 11, на шток 12 которо-t го навернут обтекатель 13, фиксатор и механизм плавного гашения скорости перемещения форм с приводом от пнев- моцилиндра 19 в виде рычажной системы с тягой 21, взаимодействующей с упором 10 формы 4. 7 ил. G S (Л С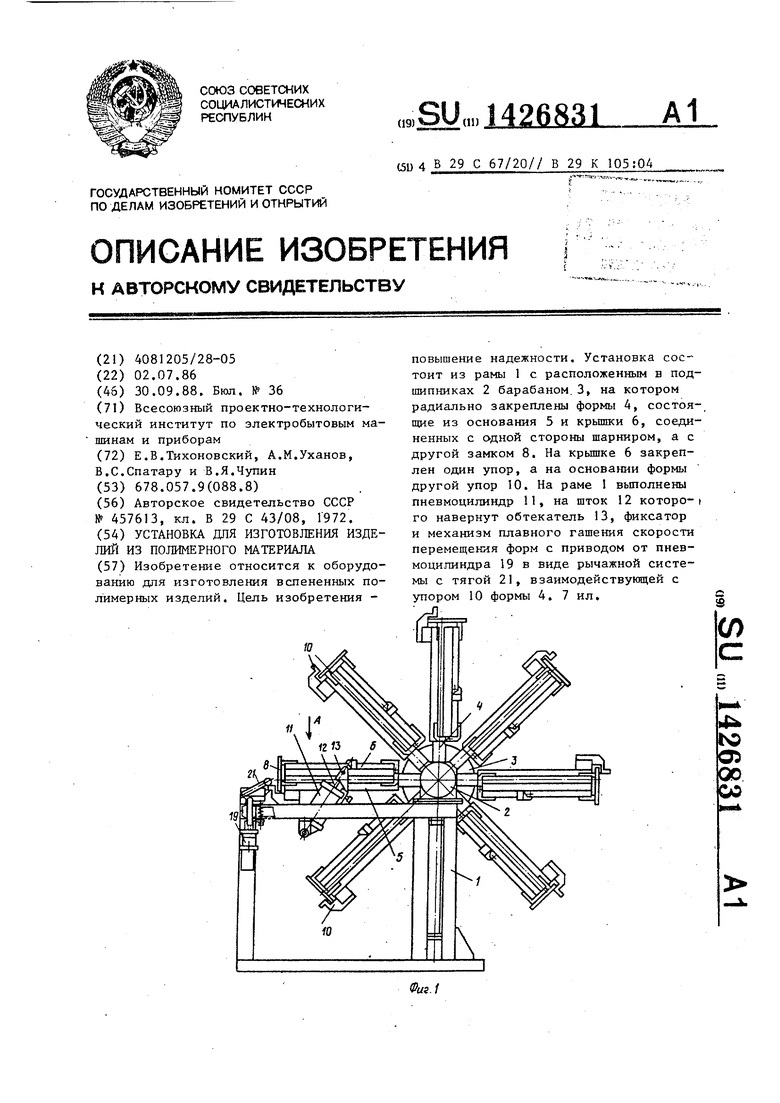
Фие.г
11+
5
рГ
Фиг.
5-5
YXW////////// KXRФив.
В-3
1В
Фиг. 5
2it
19
Фиъ.6
Фив. 7
Редактор К.Крупкина
Составитель М.Осипова
Техред М.Дидык Корректор М.Демчик
Заказ 4814/18
Тираж 559
ВШШПИ Государственного комитета СССР
по делам изобретений и открытий 13035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| Установка для непрерывного изготовления изделий из полимерных материалов | 1972 |
|
SU457613A1 |
| Солесос | 1922 |
|
SU29A1 |
