377 этого в обмотке могут образоваться зоны не заполненные протшточным составом. С увеличением длины тгротаггываемого статора резко замедляется протштка. Все это усложняет протштку и не позволяет качеств вешю пропитывать обмотанные статоры большой длины или с высокой тшотнсстью укладки обмоткг. Целью изобретения является сокращение длительности прошггкн. Поставленная цель достигается тем, что статор вращают в плоскости вокруг оси, перпендикулярной еГо оси, при этом ось вращения проходит Blue статора со стороны подвода про1шточ Н|ого состава. ; вращение вокруг указанной оси при вЬдит к возникновению центробежные;: сил действующих на каждый элекеит объема пропиточного состава в направлении параллельном оси статора, ускоряя вонлечете пропиточного состава в обмотку и способствуя заполнению воздушного пространства между витками, так как движеluie пропиточного состава происходит под действием не только капиллярных, но и центробежных сил.
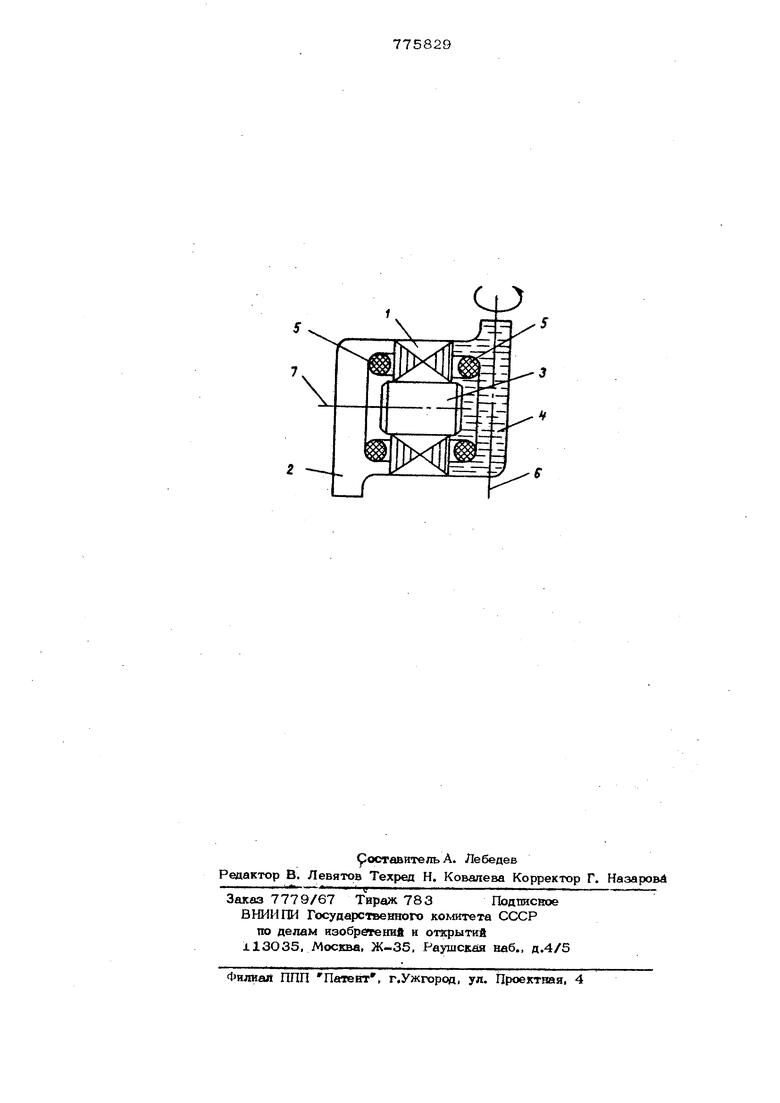
На чертея е схематически показана тфота1тка обмотки во время вращения стаТора.
Сущность изобретения заключеетсн
в следующем.
Обмотанный статор 1 помешается в Камеру 2, Внутреннюю поверхность отверстия статора под ротор закрывают заглуш Кой 3. Камеру заполняют пропиточным Составом 4 и подводят его ко всей по верхности одной из лобовых частей обмотки 5 так, чтобы покрыть ее похшостью Пропиточным составом. Пропиточный состав подают в обмотку под действием механических, а именно центробежных сил действующих на состав во время его совмвстного вращения со статором вокруг оси 6, перпендикулярной оси статора 7.
Пример. Проводилась пропитка обмотанного статора ас шхронного электро.двигателя серии 4А с высотой оси Е.раще- кия 90мм (тип 4A90ti4 со всыпкой обмоткой ).
Параметры статора:
Наружный диаметр D 149,0 мм Внутренний диаметр EQ 93,О мм
соответствовало трем Qg , где - ускорение свободного падения. После термообработки обмотку статора препарировали к опреде шяи качество пропитки. Нецротгатанных участков не обнаружено. Остатки ллка, маходящегх ся в камере, использовали для пропитки других статоров.
Применение предлагаемого способа позволяет ускорить пропитку обмотки статора в 2-3 раза по сравнению с прототипом ( в зависимости от габари1Ч)в статора).
Формула изобретения
Способ пропитки обмотки статора электрической машины, включающий подвод тфопиточного состава к поверхности одной из лобовь х частей обмотки и воздействие яа иего механических сил для проникновения состава в обмотку, отличающийся тем, что, с аелью сокращения длительности пропитки, статор вращают в тшоскостн вокруг оси, перпендикулярной его оси, при этом ось вращения проходит вне статора со стороны подвода пропиточного состава. 9 Длина пакета ,0 мм Количество пазов 2 24 Обмоточный привод ПЭТВ МРТУ 2 О.Эмм Перед пропиткой внутреннюю поверхность отверстия статора под ротор закрывали заглуткой диаметром 95,0 мм Статор обмотанный (с заглушкой) помешали в камеру, представляющую собой трубу с внутренним диаметром D 149,0 мм а фиксировали с помощью винтов. Трубу с двух сторон Закрывали фланцами с от верстиями для подвода и слива пропиточного состава. Трубу с фланцами, образующую пропиточную камеру, заполняли тфопиточным лаком КГ1 34 ТУ ЭАБ.504О37 при . Статор в камере закрепляли на столе карусального станка модели М1508 так, что ось входного отверстия фланца совпадала с осью вращения стола, а ось статора была параллельна плоскости стола, Статор вращали со скоростью 90 об/ . в течение 30с. Вращение с такими оборотами при диаметре планшайбы 710мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пропитки обмотки статора электрической машины | 1982 |
|
SU1083297A1 |
| Способ изготовления обмотанных магнитопроводов | 1984 |
|
SU1246257A1 |
| Многопозиционная установка для пропитки и сушки обмоток электрических машин | 1975 |
|
SU692011A1 |
| СПОСОБ ПРОПИТКИ КАТУШЕК СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2014 |
|
RU2567742C1 |
| Способ контроля качества пропиткиОбМОТОК CTATOPOB | 1978 |
|
SU811420A1 |
| СПОСОБ ТРЁХТАКТНОЙ СТРУЙНО-КАПЕЛЬНОЙ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2015 |
|
RU2593826C1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2510564C1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРОДВИГАТЕЛЯ | 2001 |
|
RU2192702C2 |
| Установка для капельной пропитки и сушки электротехнических изделий | 1983 |
|
SU1157621A1 |
| Способ трехтактной струйно-капельной пропитки обмоток электрических машин | 1989 |
|
SU1705970A1 |