Известны способы изготовления клееной фанеры и древесно-стружечных плит путем непрерывного последовательно-периодическогп прессования с применением в прессах периодического совмещенного высокочастотного и контактного нагрева.
Недостатком известных способов является то, что они не дают возможности периодически снимать давление без ухудшения качества древесно-стружечных плит.
Предложенный способ изготовления древесно-стружечных плит неограниченной длины с использованием прессования и совмеш,енного кон тактного и высокочастотного нагрева устраняет этот недостаток и обеспечивает форсирование полимеризации клея во внутренних слоях плит.
Это достигается за счет того, что во время первой фазы прессования температуру контактного нагрева равномерно и быстро повышают до максимума, зависящего от толщины плит и химических свойств применяемого клея. Затем при последующих фазах прессования эту TeMiicратуру уменьшают до величины, при которой не происходит конденсация пара на новерхности плит пресса. Температура высокочастотного нагрева соответственно устанавливается в первой фазе прессования незначительной величины с последующим дальнейщим равномерно ускоренным возрастанием до максимума в последней фазе прессования. В самом конце последней фазы прессования температуру высокочастотного нагрева снижают для достижения уменьшения внутренних механических напряжений при окончательном снятии давления.
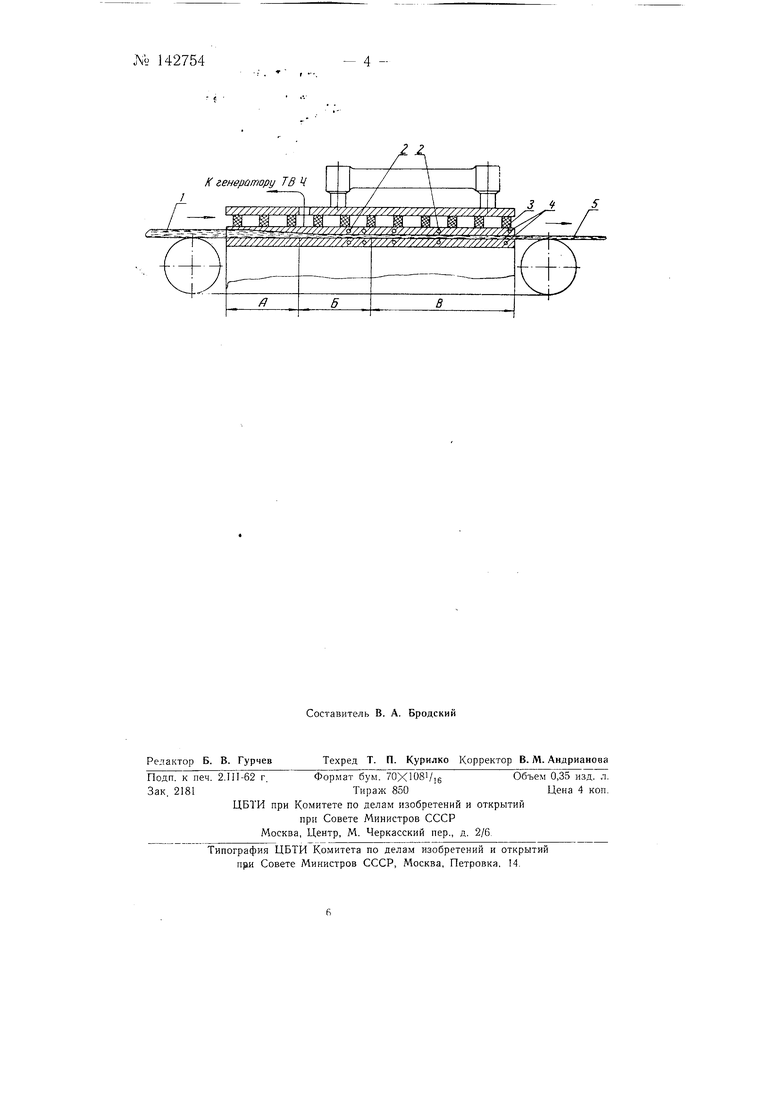
На чертеже изображена схема осуществления описываемого способа изготовления древесно-стружечных плит.
№ 142754 - 2 На чертеже цифрами и буквами соответственно обозначены. /-древесно-етру« ечцый.. ковер, 2 - нагреватели, 3 - изоляторы, 4-плиты пресса и 5- готовая плита; А, Б, В, -участки нагрева.
Предварителййо подпрессованный и увлажненный древесно-стр жечный ковер / поступает вместе с транспортерной лентой под гидравлический пресс периодического действия. Перемещение ковра / и транспортерной ленты происходит в момент, когда пуансон пресса находится в верхнем положении и не препятствует свободному передвижению древеснс-стружечной массы. Полный цикл прессования слагается из нескольких, например четырех, этапов (тактов). Длительность каждого такта от 10 до 40 сек, в зависимости от толщины прессуемых плиг н от мощности нагрева, применяемого для полимеризации клея, с которым смещана древесно-стружечная масса.
После окончания каждого такта прессования давление снимается и древесно-стружечная плита перемещается на /4 часть длины пресса в направлении, указанном стрелкой.
Для ускорения процесса полимеризации клея прессуемая древесно-стружечная масса подвергается комбинированному нагреву, представляющему собой сочетание контактного и высокочастотного нагрева.
Контактный нагрев осуществляется нагретыми прессующими поверхностями пуансона и матрицы. Нагрев этих поверхностей производится при помощи пара, горячего воздуха или электрических нагревателей 2.
Отличительная особенность контактного нагрева в данном случае состоит в том, что он неравномерен. На участке А, длина которого равна величине перемещения транспортерной ленты с древесно-стружечной массой после каждого очередного такта прессования, температура прессующих поверхностей постепенно возрастает в направлении движения от 30-40° до 90°.
На участке Б, равном по величине участку А. температура возрастает к концу участка до 140-170°.
На участке В, равном по длине сумме участков А и Б, интенсивность контактного нагрева постепенно убывает.
Высокочастотный нагрев осуществляется благодаря тому, что прессующие поверхности пресса являются пластинами конденсатора, к которым подключен генератор токов высокой частоты (генератор ТВЧ). Прессуемая древесно-стружечная масса служит диэлектриком, в котором высокочастотная энергия преобразуется в тепловую. Распределение высокочастотной энергии по длине нагреваемого участка происходит также неравномерно.
Зная длину пресса и подбирая соответственно ей частоту генератора ТВЧ, можно создать условия, при которых в нагреваемом материале будет нужный режим высокочастотного нагрева. Точка подключения генератора выбрана с таким расчетом, что на участке А и Б высокочастотный нагрев имеет незначительную величину, но постепенно возрастает к концу зоны В, где это необходимо для форсирования процесса полимеризации клея в последнем такте прессования.
Сочетание неравномерного контактного и неравномерного высокочастотного нагрева подбирается с таким расчетом, чтобы полимеризация клея во внещгшх слоях прессуемой плиты заканчивалась уже в третьей фазе прессования, а во внутренних - в четвертой, последней фазе.
Вышеописанный режим нагрева обеспечивает равномерное распределение механических напряжений по всей длине прессуемого участка древесно-стружечной плиты. Силы упругих деформаций, действующие в
моменты периодического снятия давления, не приведут к нарушению однородности структуры древесно-стружечной плиты, что и позволяет осуществить получение плит произвольной длины при периодическом прессовании.
Предлагаемый способ получения древесно-стружечных плит (или досок) допускает в качестве вспомогательного средства применение так называемого «эффекта парового удара, а также применение системы отвода пара во время прессования.
Принудительный ввод пара во внутренние слои прессуемой плиты производится на участке Б за счет повышенной до 160-170° температуры прессующих поверхностей.
В случае отказа от применения «эффекта парового удара максимальная температура прессующих поверхностей должна быть снижена до 130-140°. Древесно-стружечный ковер подается в этом случае к прессу без дополнительного увлажнения поверхности.
Отвод пара от поверхностей древесно-стружечной плиты производится почти на всем участке зоны В непосредственно во время прессования. Для этой цели прессующие поверхности пуансона, матрицы и ленты имеют множество пароотводных отверстий, через которые пар с горячих поверхностей древесно-стружечной плиты свободно выходит в пароотводные каналы, а из последних-в атмосферу.
Предмет изобретения
Способ изготовления древесно-стружечных плит неограниченной длины с использованием в процессе прессования совмещенного контакта и высокочастотного нагрева, отличающийся тем, что, с целью обеспечения возможности периодического снятия давления без ухудщения качества плит посредством создания в них тонкого поверхностного слоя, а также форсирования процесса полимеризации клея во внутренних слоях, температуру контактного нагрева, во вре.мя первой фазы прессования равномерно, но быстро повыщают до макоимума, зависящего от толщины плит и химических свойств применяемого клея, после чего в последующих фазах прессования эту температуру уменьшают до величины, достаточной для предотвращения явления конденсации пара на поверхностях плит пресса, а температуру высокочастотного нагрева задают с незначительной величиной в первой фазе прессования с последующим дальнейшим равномерно ускоренным возрастанием до максимума в последней фазе прессования, в самом конце которой температуру высокочастотного нагрева снижают для достижения уменьшения внутренних механических напряжений при окончательном снятии давления.
- 3 -. ,№ 142754
К г.енератору ТВ Ч