Известны устройства для съема маканых изделий с моделей малых размеров, однако для съема резиновых (найритовых) изделий больших размеров они непригодны и их съем производится вручную. Известны попытки механизировать этот трудоемкий процесс; так съем найритовых перчаток с фарфоровых моделей осуществлен направленной водяной струей. Но этот процесс затрудняет мойку изделий, так как требует дополнительную операцию - выворотку. При съеме изделий с вывороткой появляется взаимное трение резиновых плоскостей, приводящее к разрыву изделий.
Предлагаемое устройство для съема моделей и выворачивания найритовых перчаток в процессе их изготовления отличается от известных тем, что на нижних концах рычажных захватов смонтированы Ш-образные подпружиненные кронщтейны, на которых установлены поворотные подпружиненные язычки, взаимодействующие с роликами, закрепленными на концах вертикальных тяг. Такое конструктивное решение позволяет защемлять кромки у перчаток перед подъемом панели в верхнее положение.
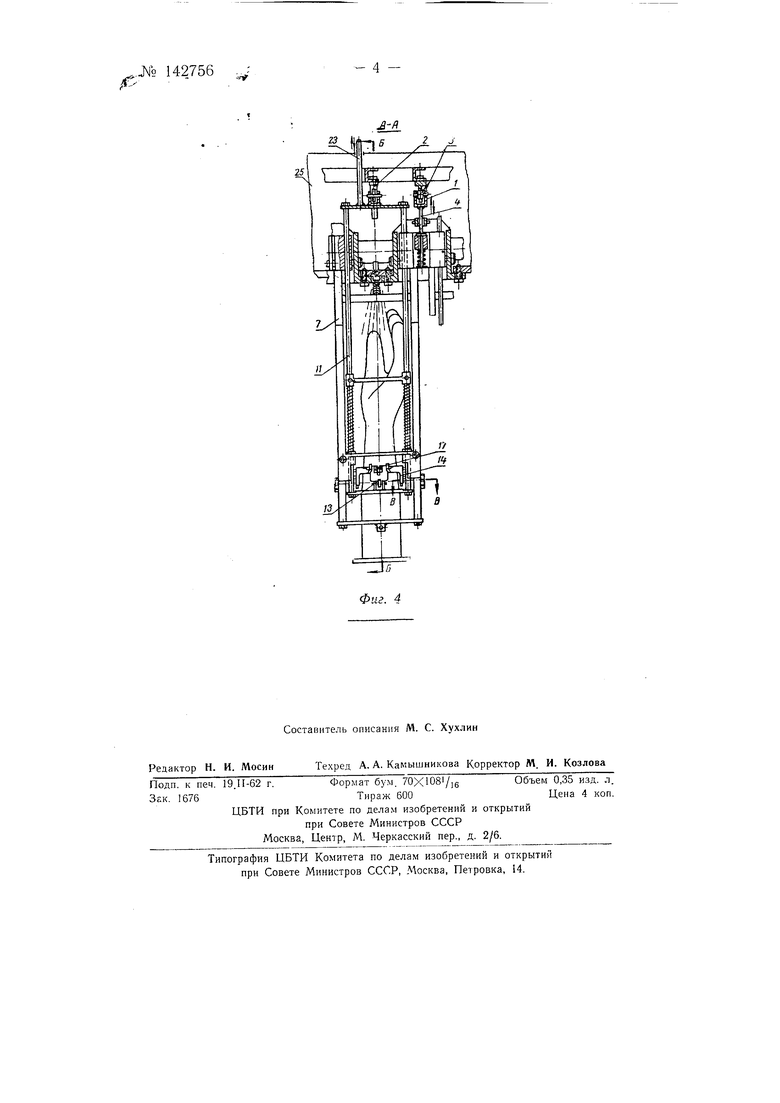
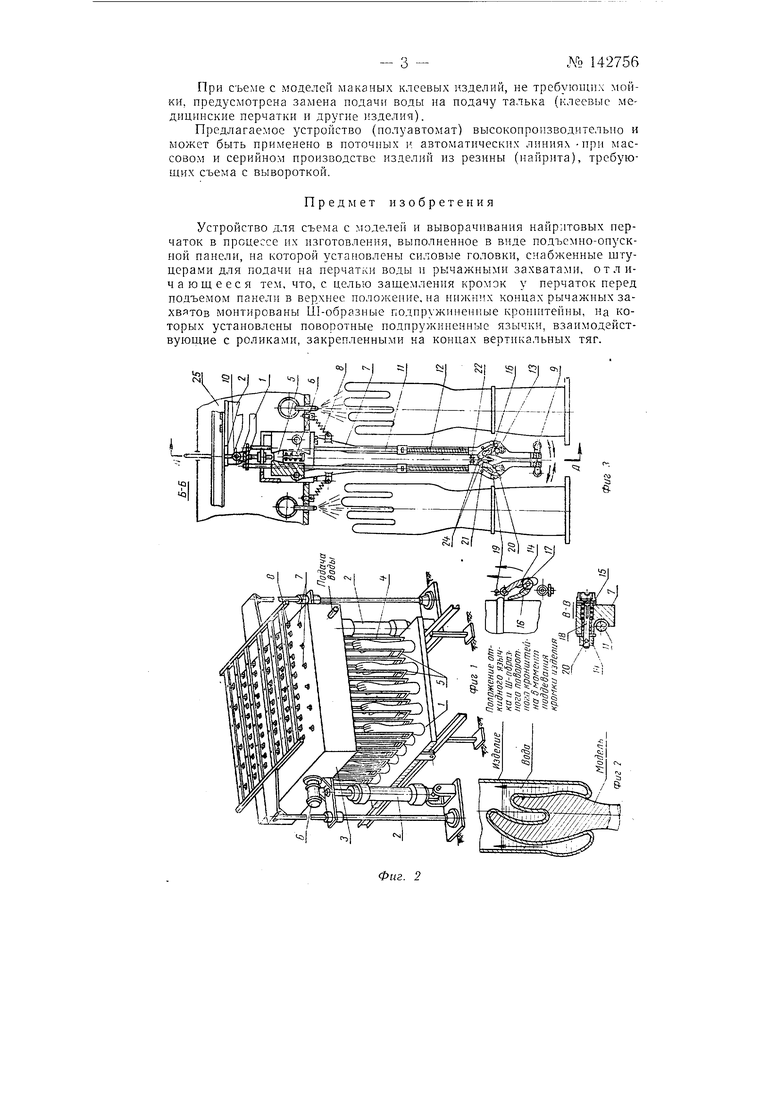
На фиг. 1 показана принципиальная схема предлагаемого устройства; на фиг. 2 - схема перетока воды при съеме изделия с модели; на фиг. 3 - принципиальная схема среднего съемного устройства; па фиг. 4 -: разрез по А-А на фиг. 3, разрез по В-В на фиг. 4.
Принцип работы автомата следующий.
Кассета 1 (фиг. 1) с изделиями, передвигаясь по конвейеру, останавливается в заданном месте и посредством конечного выключателя 1ВК включает электромагнитный золотник 1ЭМдвух вертикальных гидравлических цилиндров 2. При этом панель 3, несущая крайнее 4 и среднее 5 съемные устройства (на фигуре показаны условно), начинает опускаться вниз. В нижнем крайнем положении срабатывает конечный выключатель 2ВК, который включает электромагнитный золотник 2ЭМ
NO 142756- 2 горизоптального гидравлического цилиндра 6 и электромагнитный вентиль ЗЭМ, подающий воду на изделия (фиг. 2).
Шток горизонтального гидравлического цилиндра выдвигается и передает движение клиньям / и 2 (фиг. 3 и 4) среднего съемного устройства. Первыми вступают в работу клинья 1 с внутренним профилем. Они нажимают через ролики 3 на тяги 4, несущие подвижные клинья 5, подпружиненные пружинами 6. Клинья опускаются вниз, осво.бождая рычаги 7, подпружиненные пружин ами 8, устремляющиеся к моделям.
Когда ролики 9 подойдут к моделям, вступают в работу клинья 2, которые посредством роликов 10 нажимают на спаренные тяги П, подпружиненные пружинами 12. Тяги 1} в нижней своей части несут ролики 13, которые опускаются вниз. При этом Ш-образные кронщтейны М, подпружиненные пружинами 15, несущие на себе откидные язычки 16, подпружиненные пружинами 17, поворачиваются с осями 18, касаясь откидными язычками роликов 13.
Повернувшись до упора 19 щтифтом 20 Ш-образный кронштейн 14 прекращает поворачиваться под действием пружины 15, а ролик 13 еще несколько опустится вниз.
Подпружиненный откидной язычок 16 под действием пружины 17 поворачивается относительно Ш-образного кронштейна 14 и своим заборным концом с некоторым усилием (так как пружина 17 несколько слабее пружины 15) упирается в модель.
В конце ход;а штока горизонтального гидроцилиндра 6 (см. фиг. 1) срабатывает ЗВК, который отключает 1ЭМ и панель 3 медленно- движется вверх и когда она пройдет расстояние, необходимое для защемления кромки изделия, срабатывает 4ВК и отключает 2ЭМ, при этом шток горизонтального гидроцилиндра 3 втягивается и вступают в работу клинья 2 (см. фиг. 3 и 4), которые освобождают спаренные подпружиненные тяги //, и ролик 13 устремляется вверх, прокатываясь по наружной поверхности откидного язычка 16, и зажимает кро.мку изделия, одновременно поворачивая Ш-образный кронщтейн 14 до верхнего упора 21.
Вступают в работу клинья 1 (см. фиг. 3 и 4) с внутренним нрофилем, которые перемещают подпружиненные клинья 5 и последние отводят рычаги 7 съемных устройств от моделей до упоров 22.
После этого шпиндель гидравлически переключается на более быстрый ход. Съемные устройства тянут за кромки изделия.
На последних образуются карманы, наполняющиеся водой. Вода, находящаяся в кармане, выжимаясь изделием прижимает его неснятую часть к модели и отжимает вывернутую часть. Таким образом создается, водяная прослойка, которая устраняет трение резиновых поверхностей.
Не доходя до крайнего верхнего положения панели 25 (см. фиг. 3 и 4) срабатывает конечный выключатель 5ВК, который дает команду на электромагнитный вентиль ЗЭМ, прекращающий подачу воды, и команду на передвижение кассеты с моделями. В это же время щпиндель снова гидравлически переключается на медленный ход (во избежание удара). В крайнем верхнем положении панели штоки 23 (7 на фиг. 1), жестко соединенные с подпружиненными тягами // (см. фиг. 3 и 4), упираются в упоры 8 (см. фиг. 1). При этом ролики 13 (см. фиг. 3 и 4) опустятся несколько вниз, освободив Ш-образные кронштейны 14, которые повернутся вокруг своих осей 18 до упоров 24. Подпружиненные откидные язычки 16 несколько откроются, касаясь наружними поверхностями роликов 13 и изделия падают вниз.
Далее цикл работы устройства повторяется в вышеописанной по :Ледовательности.
При съе.ме с моделей маканых клеевых (зделий, не требующих мойки, предусмотрена замена подачи воды на подачу талька (клеевые медицинские перчатки и другие изделия).
Предлагаемое устройство (полуавтомат) высокопроизводительно и может быть применено в поточных и автоматических линиях -при массовом и серийном производстве изделий из резины (найрита), требующих съема с вывороткой.
Предмет изобретения
Устройство для съема с моделей и выворачивания найритовых перчаток в процессе их изготовления, выполненное в виде подъемно-опускной панели, на которой установлены силовые головки, снабженные штуцерами для подачи на перчатки воды и рычажными захватами, отличающееся тем, что, с целью защемления кромок у перчаток перед подъемом панели в верхнее положение, на нижних концах рычажных захвятов монтированы Iil-образные подпружиненные кронн1тейны, на которых установлены поворотные подпружиненные язычки, взаимодействующие с роликами, закрепленными на концах вертикальных тяг.
j Ч
&
Ч J oj 1,
(-Т/L
.
Фиг. 2
23
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для закладки венчиков | 1959 |
|
SU125370A1 |
| Автоматическое устройство для закатки венчиков резиновых изделий | 1960 |
|
SU137665A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СЪЕМА С ФОРМ МАКАНЫХ ИЗДЕЛИЙ | 1968 |
|
SU221250A1 |
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU223298A1 |
| КОНВЕЙЕР-ПЕРЁГРУЗЧИК ШТУЧНЫХ РЕЗИНОВЫХЗАГОТОВОК | 1969 |
|
SU233884A1 |
| УСТРОЙСТВО для ОДНОВРЕМЕННОЙ ВЫВОРОТКИ ДВУХ ДЕТАЛЕЙ ИЗДЕЛИЯ | 1971 |
|
SU316799A1 |
| Устройство для съема маканых изде-лий C фОРМ | 1978 |
|
SU802069A1 |
| УСТРОЙСТВО для ПЕРЕГРУЗКИ ФОРМОДЕРЖАТЕЛЕЙ | 1969 |
|
SU233883A1 |
| ПЛОСКОФАНГОВЫЙ АВТОМАТ | 1967 |
|
SU203131A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |