Известны автоматы для закладки венчиков на резиновых изделиях малых толщин, например, при изготовлении маканых перчаток. Однако для закладки венчиков на резиновые изделия больших толи1ин такие автоматы ней р и годны.
Описываемый автомат д.тя закладки венчиков, состоящий из рамной панели, несущей силовые головки с рычажно-кулачковым приводом, позволяет механизировать процесс образования венчиков на резиновых изделиях больших толщин и является высокопроизводительным.
Автомат может быть применен в поточных линиях при массовом производстве изделий из резины (найрита), требуюншх закладки венчиков.
В конструкции силовой головки автомата применены рычажные разводящиеся захваты, у которых ось вращения совпадает с точкой закладки венчика.
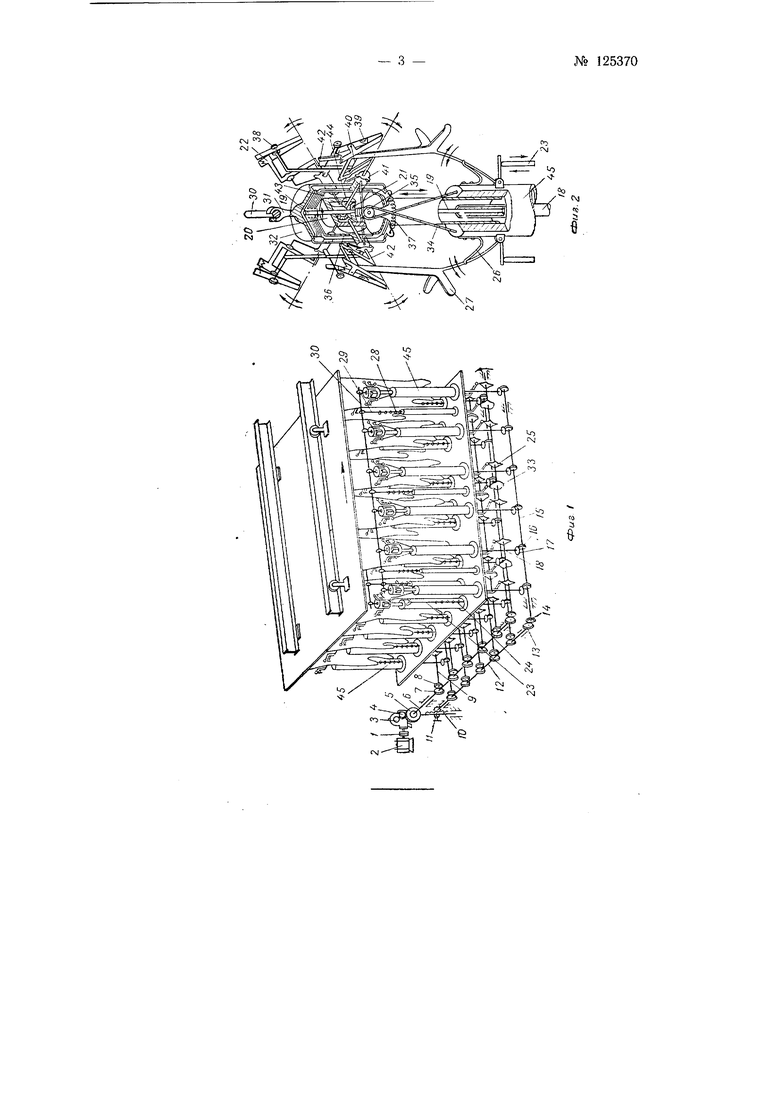
На фиг. 1 изображена схема автомата, на фиг. 2-схема силовой, головки.
Кассета с изделиями; передвигаясь по конвейеру, останавливается в заданном месте и включает посредством конечного выключателя злектромагнитную муфту / автомата. Муфта передает вращение от электромотора 2 к червячному редуктору 3, на выходном валу которого сидит щестерня 4, вращающая шестерню 5, насаженную на вал 6. Вал 6 через конические шестерни 7 и 8 передает вращение валам 9 с закрепленными на них эксцентриками.
Шестерня 5 имеет эксцентрическую канавку, задающую возвратнопоступательное движение рейке 10, находящейся в зацеплении с шестерней 7/ вала 12, который через конические шестерни 75 и 14 передает возвратно-поступательное движение валам 15, передающим коническими щестернями 16 и /7 это врапгение валам 18. Валы 18 находятся в
№ 125370
шлицевом подвижном соединении с валами J9 силовых головок, имеющими по две приводные конические шестерни 20 и 21 для поворота рычажных разводящихся захватов 22. Подпружиненная штанга 23 пружиной 24 опускается, скользя по эксцентрику 25 и |ОС;вобождая пружину 26 прижима 27, который удерживает изделие, на моделиПодпружиненная пружиной 28 штанга 29 через складку 30 и ушко 31 на кожухе 32 головк1и, скользя но эксцентрику 33 вниз, онускает головку- Ослабляются тросики 34, которые проходят через ролики 35 и имеют предохранительные планки, удерживающие тросики в канавке. Ролики крепятся на кожухе 32 головки. Одновременно скользящие подшипники 36 под действием пружин 37 подводят к -модели упорные ролики 38 и захваты 22, находяп1,иеся в разведенном состоянии носредством кулачка-пружины 39. Кулачок-пружина 39 получает движение от рычага 40, который своим концом уннрается в упор 41 на ступице скользящего подшипника 36, и захваты поддевают кромку изделия на ширину требующейся складки. Движение головки вниз прекрап1ается.
Далее следует поворот захватов 22 посредство.м валиков 42, на которых неподвижно сидят конические шестерни 43 и 44, расположенные диагонально и получающие юзвратно-вращ,атг,1ьное движение от Двзх конических щестерен 20 и 2L
При повороте захватов рычаг 40 отходит от упора 41, к лачок-пруЖина 39 занимает нейтральное положение и захваты под действием пружины слегка удерживают кромку изделия.
При среднем положении захватов 22 прижимы 27 отводятся при движении штанги 23 вверх, давая возможность сформировать первую складку и потом снова прижимают изделие со складкой к модели. Немного не доходя до крайнего нижнего положения, захваты разводятся кулачком-пружиной 39 и происходит опускание головки посредством складки 30 и щтанги 29, при котором захваты 22 выводятся с первой складки и совершают возв1)атное движение в исходное положение. Затем головка поднимается вверх и снова опускается, а захваты 22 в разведенном состоянии поддевают край изделия для образования второй складки. Далее цикл повторяется.
После вывода захватов со второй складки и принятия ими исходного положения, головка подпимается в конечное верхнее положение, п)и этом тросики 34, закрепленные на неподвижной стойке 45 натягшзаютсн и отводят захваты и упорные ролики 38 от . Последними отводятся От моделей прижи.мы 27, и посредством конечного выключателя выключается электромагнитная муфта автомата.
При подходе следующей кассеты с изделиями цикл работы повторяется в описанной выше последовательное и.
В крайних головках исключено по два захвата приводами возвратно- ; ращательного движения.
Так как захваты 22 работают то.тько на одну сторону, то пружипы 37 скользящих подщипников 36 крепятся концо. к кожуху 32 головки.
Предмет изобретения
Авто.мат для закладки венчиков на резиновых изделиях, состояпшй из рамной панели, несущей силовые головки с рычажно-кулачковым приводом, отличающийся тем, что, с целью механизации процесса образования венчика, в конструкции силовой головки применены рычажные разводящиеся захваты, у которых ось вращения совпадает с точкой закладки венчика.