Известны устройства для автоматического съема с форм маканых изделий, Включающие закрепленные на иеподвижной плите станины сборник готовых изделий и пневмощилиндры перемещения по 1вертикалИ подвижной плиты с механизмом захвата изделий на формах, смонтированных на форм-одержателях, связанных с конвейером шаговой подачи их на направляющих.
В известных устройствах механизм захвата и юъема изделий, например маканых сосок, выполнены в виде ряда захватных обойм, связанных с лневмоцилиндрами подъема изделий, и подвижных сопел, перемещающихся от электродвигателя посредством кулачковых лекал и кривощипно-щатунного механизма и выполненных с центральными каналами для подачи по гибким щлангам сжатого воздуха во внутреннюю полость изделий, сдуваемых воздухом с форм при помощи сопел. Такие устройства сравнительно сложны и неконструктивны по форме выполнения с множеством гибких щлангов подвода к соплам сжатого воздуха и с узкими обоймами, не охватывающими изделия по всей длине, не обеспечивают хорошего съема мелких маканых изделий, например пипеток.
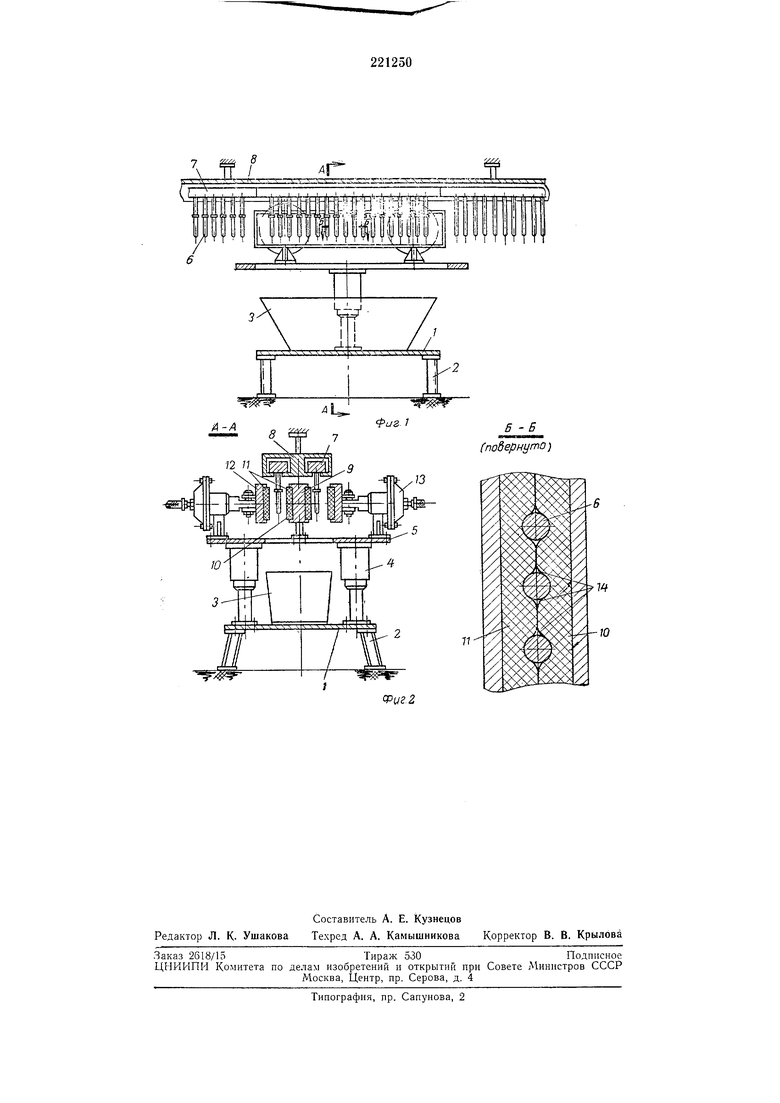
подвижной плиты двустороннюю часть зажима, выполненную с эластичными вкладыщами, взаимодействующими с эластичными вкладышами частей зажима, :подвил ных от пневматических приводов, смонтированных иа концах подвижной плиты. Это устройство проще по конструкции, оно обеспечивает съем мелких маканых изделий, например пипеток, без повреждений, выворачивания или скатывания их
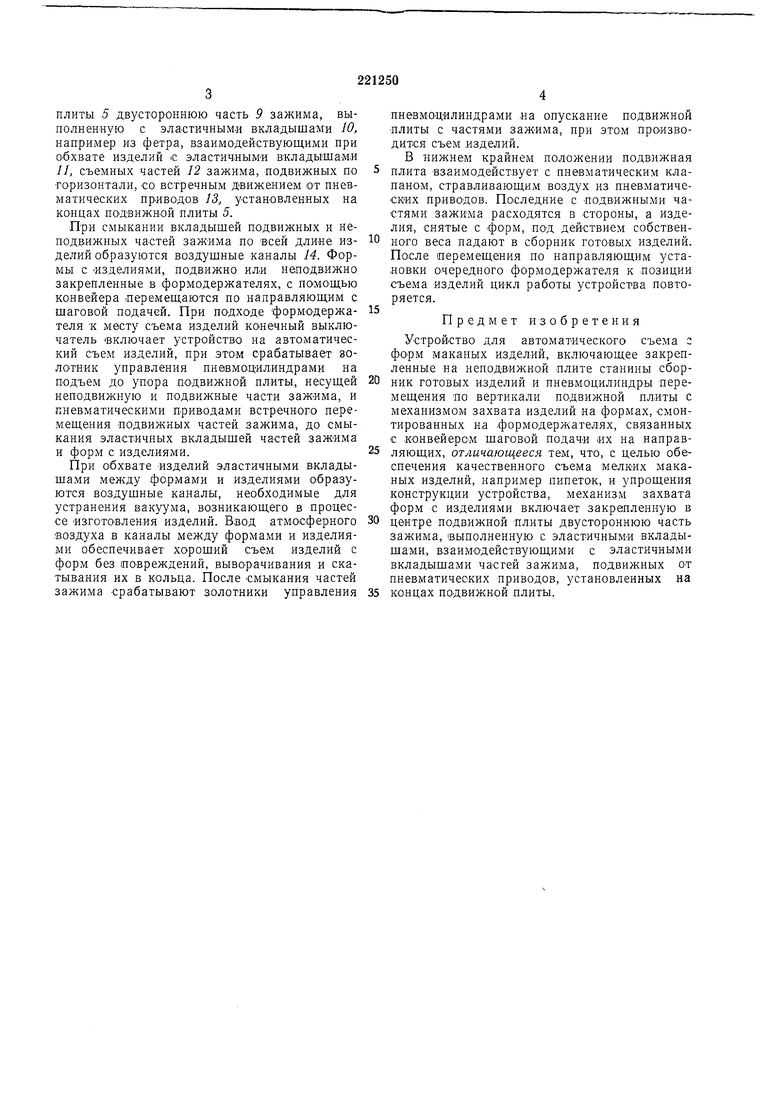
с форм в кольца. На фиг. 1 показано предлагаемое устройство, продольный разрез; на фиг. 2 - разрез по А-Л и разрез по Б-В (поперечный разрез форм с изделиями между эластичными вкладыщами частей зажима) на
фиг. 1.
Устройство для автоматического съема с форм мелких маканых изделий, предназначен, ные для использо1вания в установке для непрерывного изготовления маканых изделий,
например пипеток, включает располол енные по осевой линии конвейера установки, закрепленные на неподвижной плите / станины 2 сборник 3 готовых изделий и пневмоцилиндры 4 перемещения по вертикали подвижной
плиты 5 с механизмом захвата изделий на формах 6, смонтированных на формодержателях 7, связанных с конвейером щаговой подачи их на направляющих 8 установки. Механизм захвата форм 6 с изделиями
плиты 5 двустороннюю часть 9 зажима, выполнен:ную с эластичными вкладышами 10, например из фетра, взаимодействующими при обхвате изделий с эластичными Вкладыша ш //, съемных частей 12 зажима, подвижных по горизонтали, со встречным движением от пневматических пр.иводо,в 13, установленных на концах подвижной плиты 5.
При смыкании вкладышей подвижных и неподвижных частей зажима по всей длине изделий образуются воздушные каналы 14, Формы с Изделиями, подвижно или неподвижно закрепленные в формодержателях, с помощью конвейера .перемещаются по направляющим с шаговой подачей. При подходе формодержателя К месту съема изделий конечный выключатель включает устройство на автоматический съем изделий, при этом срабатывает золотник управления пневмо;цилиндрами на подъем до упора подвижной плиты, несущей неподвижную и подвижные части зажима, и пневматическими приводами встречного перемещения подвижных частей зажима, до смыкания эластичных вкладышей частей зажима и форм с изделиями.
При обхвате изделий эластичными вкладышами меладу формами и изделиями образуются воздушные каналы, необходимые для устранения вакуума, возникающего в процессе изготовления изделий. Ввод атмосферного воздуха в каналы между формами и изделиями обеспечивает хороший съем изделий с форм без повреждений, выворачивания и скатывания их в кольца. После смыкания частей зажима срабатывают золотники управления
пневмодилиндрами .на опускание подвижной плиты с частями зажима, при этом производится съем изделий.
В нижнем крайнем положении подвижная плита взаимодействует с пневматическим клапаном, стравливающим воздух из пневматических приводов. Последние с подвижными частями зажима расходятся в стороны, а изделия, снятые с форм, под действием собственного веса падают в сборник готовых изделий. После перемещения по направляющим установки очередного формодержателя к позиции съема изделий цикл работы устройства повторяется.
Предмет изобретения
Устройство для автоматического съема с форм маканых изделий, включающее закрепленные на неподвижной плите станины сборник готовых изделий и пневмоцилиндры перемещения по вертикали подвижной плиты с механизмом захвата изделий на формах, смонтированных на формодержателях, связанных с конвейеро-м щаговой подачи их на направляющих, отличающееся тем, что, с целью обеспечения качественного съема мелких маканых изделий, например пипеток, и упрощения конструкции устройства, механизм захвата форм с изделиями включает закрепленную в
центре подвижной плиты двустороннюю часть зажима, выполненную с эластичными вкладыщами, взаимодействующими с эластичными вкладышами часгей зажима, подвижных от пневматических приводов, установленных на
концах подвижной плиты.
I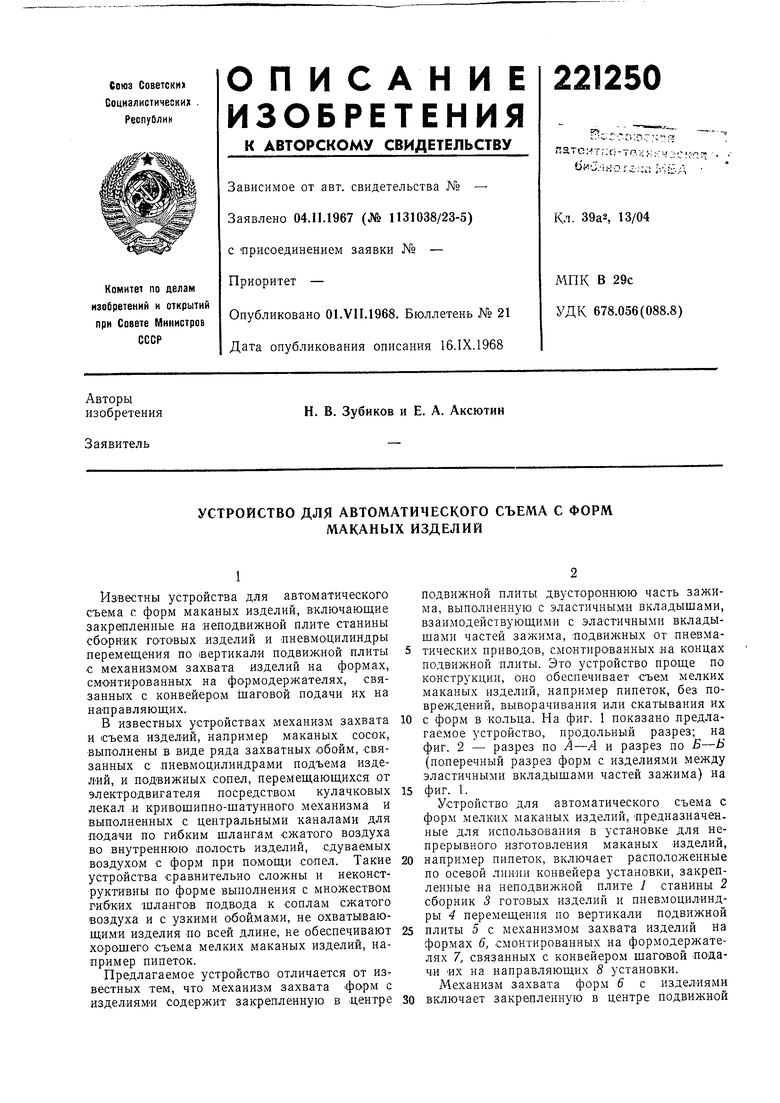
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU223298A1 |
| ЛЕНТОЧНЫЙ ТРАНСПОРТЕР-ПЕРЕГРУЗЧИК ФОРМОДЕРЖАТЕЛ Ей | 1969 |
|
SU238776A1 |
| УСТРОЙСТВО для ПЕРЕГРУЗКИ ФОРМОДЕРЖАТЕЛЕЙ | 1969 |
|
SU233883A1 |
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1509270A1 |
| Литьевая форма с клиновыми полуматрицами | 1987 |
|
SU1459931A1 |
| Устройство для съема с форм маканых изделий | 1971 |
|
SU505573A1 |
| ЦЕПНОЙ КОНВЕЙЕР СО ЗВЕНЬЯМИ ДЛЯ КРЕПЛЕНИЯ, | 1971 |
|
SU304146A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2158200C1 |
| Перегрузчик формодержателей | 1980 |
|
SU1006164A1 |
| Устройство для съема маканых резиновых изделий с форм | 1983 |
|
SU1111870A1 |