Изобретение относится к способу изготовления облицованных древесно- ст у ечных плит и может быть использовано в деревообрабатывающей отрас- с ли промышленности, в частности в домостроении, мебельной промышленности, промышленности строительных материалов и судостроении.
Цель изобретения - улучшение каче-Ю стра облицованной поверхности, повы- шейие прочности склеивания и расши- реМие наименований используемых в качестве облицовочного материала пород древесины.15
Предварительный нагрев древесно- ciipyKeMHbix плит (ДСтП) осзпцествляют ме1жду плитами пресса при 120 С в те- чЦние с до температуры на по- ве рхности щита АО с. Затем ла, щит на-20 acfcHT клей на основе смолы КФ-Ж(М) с Iрасходом tiO г/м, формируют па- , с облицовки из шпона ольхи и вы- д4рживают в прессе при 120 С и давлении 0,8 МПа в течение 45 с. Тех- 25 нологическую выдержку после облицовывания осуществляют в течение 2 ч. Качество облицованной поверхности оценивают визуально. Поверхность мебельного щита без следов пробития клея. ЗО
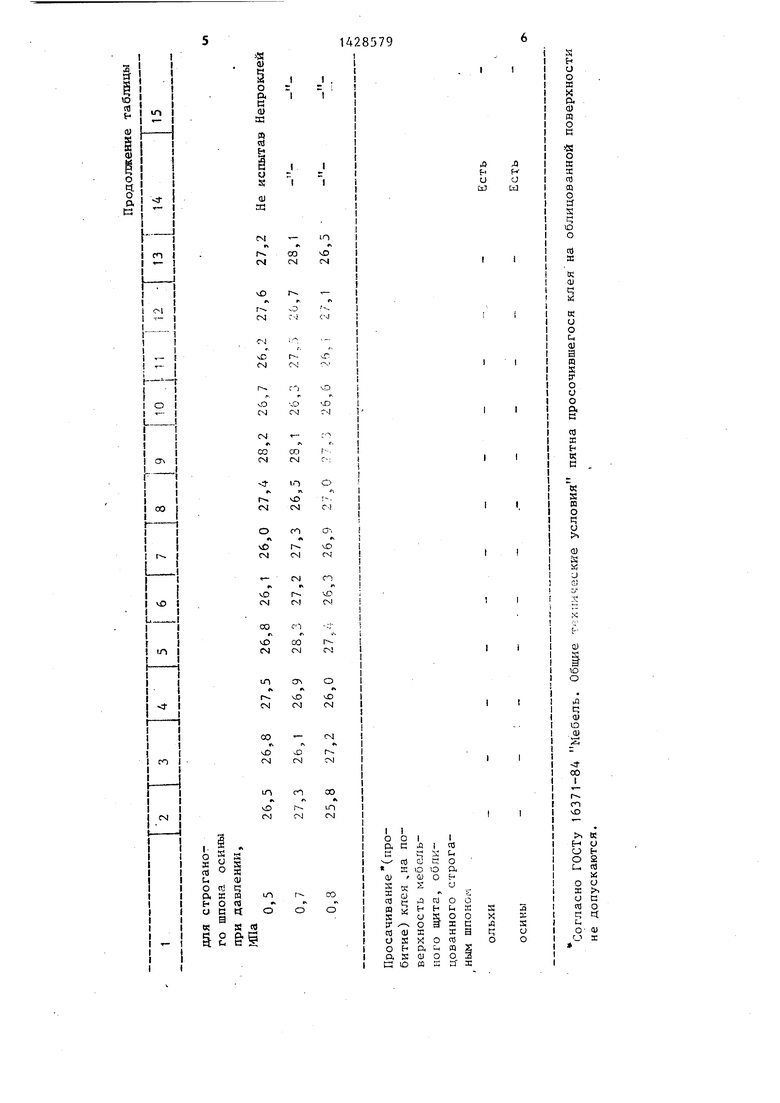
Влияние давления и температуры прессования, а также температуры поверхности плиты перед нанесением на нее клея и выдержки под давлением представлено в таблице.2
Увеличение температуры йлит пресса выше ведет к преждевременному отверждению клея и, как следствие, к остановлению шпона от основы (непроклею), а снижение темпера- Q туры плит пресса ниже 120 С - к увеличению цикла облицовывания, что снижает производительность пресса.
При снижении температуры подогре- Ьа поверхности ниже наблюдается j
просачивание клея на лицевую поверхность олицованных щитов. При увеличении температуры подогрева поверхности выше 40 С происходит преждевременная желатинизация клея, нанесенного на поверхность, и, как следстви отставание клея от основы (непроклей
При уменьшении времени выдержки (менее 45 с) процесс поликонденсации клея не успевает завершиться и возникает местное или полное отставание шпона от поверхности древесностружечной плиты,
В увеличением времени выдержки свыше 50 с прочность клеевого соединения практически не меняется, а цикл облицовывания увеличивается, что ведет к снижению производительности пресса.
. Таким образом, предлагаемый способ позволяет использовать в качестве облицовочного материала шпон древесины мягких пород, уменьшить расход клея, сократить цикл прессования и увеличить число применяемьк комбинаций фасадов мебели.
Формула изобретения
Способ изготовления облицованных древесно-стружечных плит,, включающий нанесение клея на плиту, облицо- вьгоание ее шпоном и выдержку под давлением 0,5-0,8 МПа и температуре 120-130 С, отлич агощийс я тем, что, с целью улучшения качества облицованной поверхности, повьш1е- ния прочности склеивания и расширения наименований, используемых в качестве облицовочного материала, пород древесины, перед нанесением клея поверхность плиты нагреЕ:ают до 35- , а выдержку под давлением осуществляют.в течение 45-50 с.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления облицованных щитов | 1983 |
|
SU1139625A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ МЕБЕЛИ | 2007 |
|
RU2352455C1 |
| ПАНЕЛЬ ДЛЯ ПОЛА, СТЕНЫ ИЛИ ПОТОЛКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2637010C1 |
| Способ изготовления фасадных поверхностей мебели с кромочной деталью | 2023 |
|
RU2826485C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПОНИРОВАННЫХ ПЛИТООБРАЗНЫХ ИЗДЕЛИЙ ДЛЯ МЕБЕЛЬНЫХ И СТРОИТЕЛЬНО-ОТДЕЛОЧНЫХ МАТЕРИАЛОВ | 2020 |
|
RU2767324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВАННОЙ ГНУТОЙ ДЕТАЛИ ФАСАДА | 2009 |
|
RU2400355C1 |
| Способ изготовления многослойного древесного материала | 2022 |
|
RU2796684C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ФАСАДНЫХ ПОВЕРХНОСТЕЙ МЕБЕЛИ | 2004 |
|
RU2261640C1 |
| Клей для древесных материалов | 1987 |
|
SU1678822A1 |
| СПОСОБ ОБЛИЦОВКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2189320C2 |
Изобретение относится к способу изготовления облицованных древесностружечных плит и может быть использовано в деревообрабатывающей промышленности, промышленности строительных материалов, судостроении. Цель изобретения - улучшение качества облицованной поверхности, повышение прочности склеивания и расширение наименований используемых в качестве облицовочного материала пород древесины. Для этого осуществляют предварительный нагрев древесно-стру- жечных плит между плитами пресса при в течение 35-40 с до температуры на поверхности щита 35-40 С. Затем на щит наносят клей на основе смолы КФ-Ж(М) с расходом 110 г/м . Формируют пакет с облицовками из шпона ольхи или осины. Вьщержку пакета в прессе осуществляют при 120-130 0 под давлением О,5-0,8 МПа в течение 45- 50 с. Технологическую вьщержку после облицовьшаний производят в течение 2ч. 1 табл. (Л
| Михайлов В.Н | |||
| и др | |||
| Технология механической обработки древесины | |||
| М.: Лесная промьйиленность, 1964, с | |||
| Нефтяная топка для комнатных печей | 1922 |
|
SU401A1 |
| Справочник мебельщика./Под ред | |||
| В.П | |||
| Бухтиярова | |||
| М.: Лесная промьпп- ленность, 1985, т 1, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1921 |
|
SU275A1 |
