Изобретение относится к машиностроению и может быть использовано в кузнечно- штамповочном производстве в составе гибких автоматизированных комплексов.
Цель изобретения - повышение точности нагрева заготовок и экономия электроэнергии на их нагрев за счет индивидуального управления процессом нагрева.
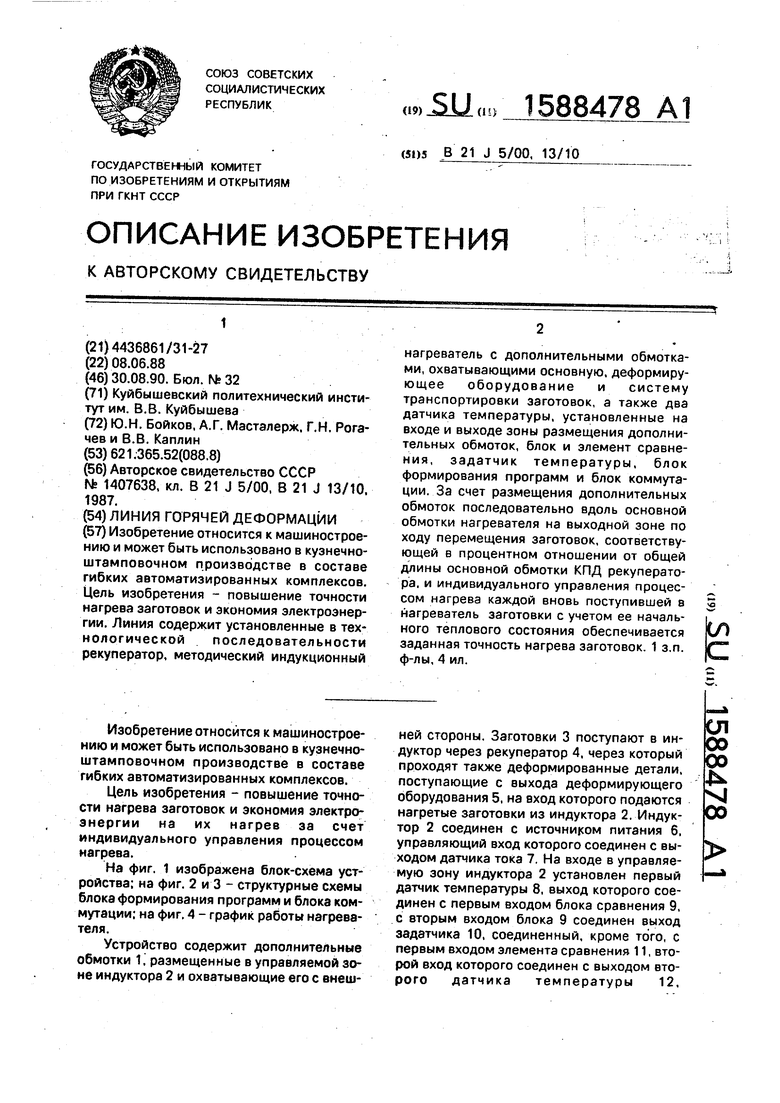
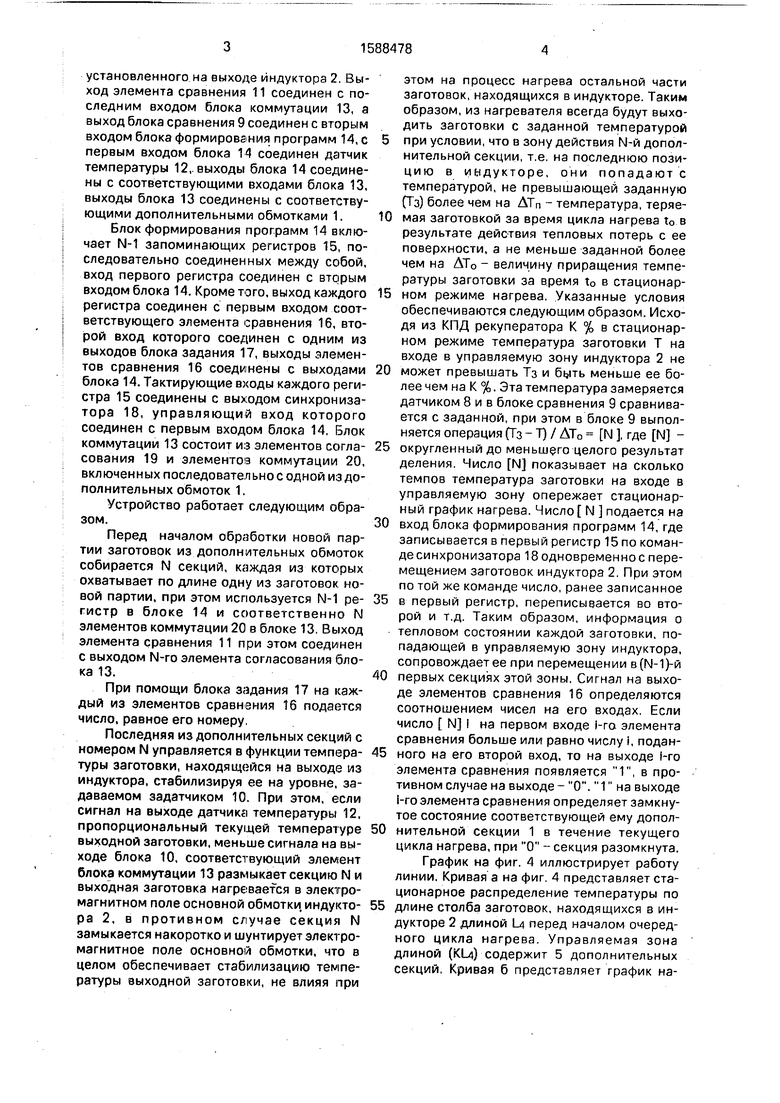
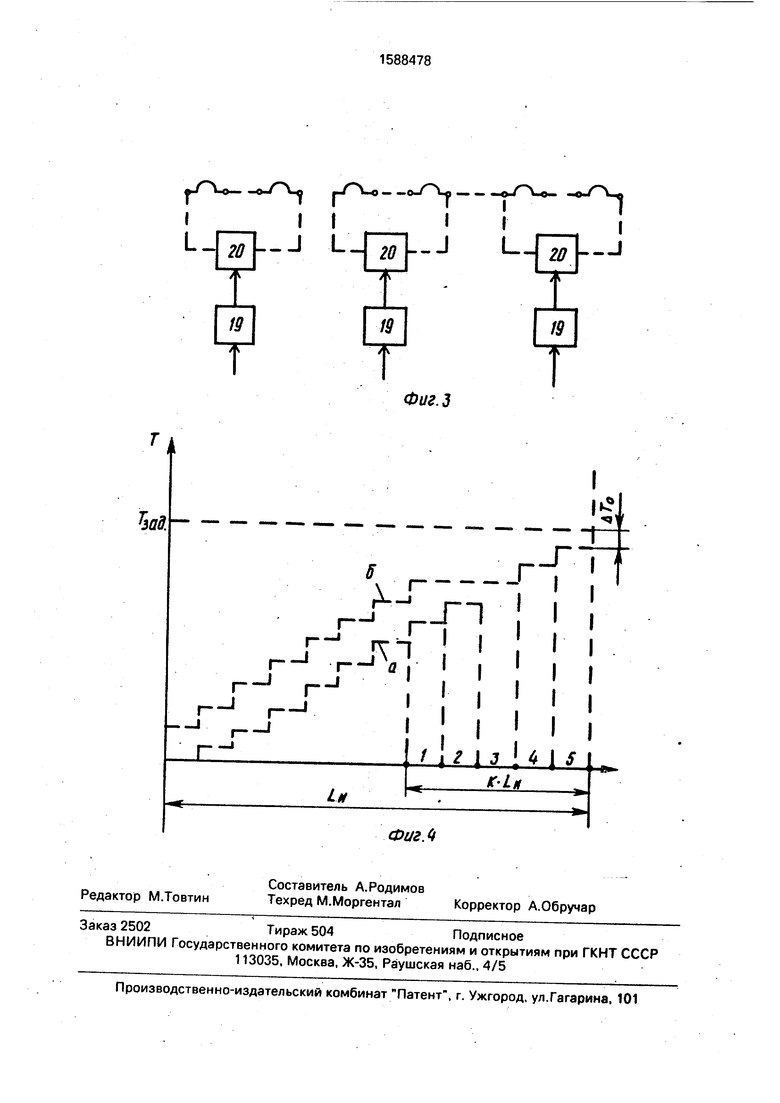
На фиг. 1 изображена блок-схема устройства; на фиг. 2 и 3 - структурные схемы блока формирования программ и блока коммутации; на фиг. 4 - график работы нагревателя.
Устройство содержит дополнительные обмотки 1, размещенные в управляемой зоне индуктора 2 и охватывающие его с внешней стороны. Заготовки 3 поступают в индуктор через рекуператор 4. через который проходят также деформированные детали, поступающие с выхода деформирующего оборудования 5. на вход которого подаются нагретые заготовки из индуктора 2. Индуктор 2 соединен с источником питания 6. управляющий вход которого соединен с выходом датчика тока 7. На входе в управляемую зону индуктора 2 установлен первый датчик температуры 8. выход которого соединен с первым входом блока сравнения 9, с вторым входом блока 9 соединен выход задатчика 10. соединенный, кроме того, с первым входом элемента сравнения 11, второй вход которого соединен с выходом второго датчика температуры 12.
СП 00 00 ISs.
Vl
00
установленного на выходе индуктора 2. Выход элемента сравнения 11 соединен с последним входом блока коммутации 13, а выход блока сравнения 9 соединен с вторым входом блока формирова1ния программ 14, с первым входом блока 14 соединен датчик температуры 12,. выходы блока 14 соединены с соответствующими входами блока 13, выходы блока 13 соединены с соответствующими дополнительными обмотками 1.
Блок формирования программ 14 включает N-1 запоминающих регистров 15, последовательно соединенных между собой, вход первого регистра соединен с вторым входом блока 14. Кроме того, выход каждого регистра соединен с первым входом соответствующего элемента сравнения 16, второй вход которого соединен с одним из выходов блока задания 17, выходы элементов сравнения 16 соеди нены с выходами блока 14. Тактирующие входы каждого регистра 15 соединены с выходом синхронизатора 18, управляющий вход которого соединен с первым входом блока 14. Блок коммутации 13 состоит из элементов согла- сования 19 и элементов коммутации 20,
включенных последовательно с ОДНОЙ из дополнительных обмоток 1.
Устройство работает следующим образом.
Перед началом обработки новой партии заготовок из дополнительных обмоток собирается N секций, каждая из которых охватывает по длине одну из заготовок новой партии, при этом используется N-1 ре- гистр в блоке 14 и соответственно N элементов коммутации 20 в блоке 13, Выход элемента сравнения 11 при этом соединен с выходом N-ro элемента согласования блока 13.
При помощи блока задания 17 на каждый из элементов сравнения 16 подается число, равное его номеру,
Последняя из дополнительных секций с номером N управляется в функции темпера- туры заготовки, находящейся на выходе из индуктора, стабилизируя ее на уровне, задаваемом задатчиком 10. При этом, если сигнал на выходе датчик температуры 12. пропорциональный текущей температуре выходной заготовки, меньше сигнала на выходе блока 10, соответствующий элемент блока коммутации 13 размыкает секцию N и выходная заготовка нагр€ вается в электромагнитном поле основной обмотки, индукто- ра 2. в противном случае секция N замыкается накоротко и шунтирует электромагнитное поле основной обмотки, что в целом обеспечивает стабилизацию температуры выходной заготовки, не влияя при
этом на процесс нагрева остальной части заготовок, находящихся в индукторе. Таким образом, из нагревателя всегда будут выходить заготовки с заданной температурой при условии, что в зону действия N-й дополнительной секции, т,е, на последнюю позицию в индукторе, они попадают с температурой, не превышающей заданную (Тз) более чем на АТп - температура, теряемая заготовкой за время цикла нагрева to в результате действия тепловых потерь с ее поверхности, а не меньше заданной более чем на ДТо - величину приращения температуры заготовки за время to в стационарном режиме нагрева. Указанные условия обеспечиваются следующим образом. Исходя из КПД рекуператора К % в стационарном режиме температура заготовки Т на входе в управляемую зону индуктора 2 не может превышать Тз и буть меньше ее более чем на К %. Эта температура замеряется датчиком Вив блоке сравнения 9 сравнивается с заданной, при этом в блоке 9 выполняется операция (Тз - Т) / ДТо N , где N - округленный до меньшего целого результат деления. Число N показывает на сколько темпов температура заготовки на входе в управляемую зону опережает стационарный график нагрева. Число N подается на вход блока формирования программ 14. где записывается в первый регистр 15 по команде синхронизатора 18 одновременно с перемещением заготовок индуктора 2, При этом по той же команде число, ранее записанное в первый регистр, переписывается во второй и т,д. Таким образом, информация о тепловом состоянии каждой заготовки, попадающей в управляемую зону индуктора, сопровождает ее при перемещении в(N-1)-й первых секциях этой зоны. Сигнал на выходе элементов сравнения 16 определяются соотношением чисел на его входах. Если число N i на первом входе i-ro элемента сравнения больше или равно числу i, поданного на его второй вход, то на выходе 1-го элемента сравнения появляется 1, в противном случае на выходе - О. 1 на выходе 1-го элемента сравнения определяет замкнутое состояние соответствующей ему дополнительной секции 1 в течение текущего цикла нагрева, при О -секция разомкнута. График на фиг. 4 иллюстрирует работу линии. Кривая а на фиг, 4 представляет стационарное распределение температуры по длине столба заготовок, находящихся в индукторе 2 длиной U перед началом очередного цикла нагрева. Управляемая зона длиной (KU) содержит 5 дополнительных секций. Кривая б представляет график нагрева i-й заготовки, которая на входе в управляемую зону опережает стационарный режим нагрева на два темпа, т.е. (Тз - Т) / - /АТ 2. В этом случае при поступлении 1-й заготовки в зону действия первой дополни- тельной секции после проверки условия эта секция окажется замкнутой накоротко и 1-я заготовка в течение данного цикла нагреваться не будет. То же произойдет при попадании 1-й заготовки в зону действия 2-й секции, так как 2 2. И только в зоне третьей секции (2 3) продолжится нагрев 1-й заготовки по графику теперь совпадающему со стационарным. В последней, 5-й секции, за счет действия обратной связи по температу- ре заготовок, фиксируемой датчиком 12. заготовка доводится до заданного состояния с учетом воздействия на ее температуру возможных неконтролируемых возмущений и по окончании процесса нагрева транспор- тируется на вход деформирующего оборудования и далее в рекуператор. Использование изобретения позволяет заменить технологию пламенного нагрева на нагрев индукционный в линиях горячей деформа- ции, предназначенных для обслуживания гибкого автоматизированного производства, характеризующегося широким ассортиментом продукции.
Формул а изобретения 1. Линия горячей деформации, включа- ющая деформирующее оборудование, систему транспортировки заготовок, тепловой рекуператор, методический индукционный нагреватель, имеющий N дополнительных обмоток, охватывающих основную обмотку нагревателя, датчики температуры, задат- чиктемпературы, отличающаяся тем, что, с целью повышения точности нагрева заготовок и экономии электроэнергии на их нагрев, линия дополнительно содержит эле-
мент, блок сравнения и блок формирования программ, а дополнительные обмотки размещены последовательно вдоль основной обмотки нагревателя на выходной зоне по направлению движения заготовок, соответствующей в процентном отношении от общей длины основной обмотки КПД рекуператора, причем выход первого задат- чика температуры, установленного на входе зоны размещения дополнительных обмоток, соединен с первым выходом блока сравнения, второй вход которого связан с выходом задатчика температуры и первым входом элемента сравнения, второй вход которого подключен к выходу второго датчика температуры, установленного на выходе нагревателя, и первому входу блока формирования программ, вторым входом соединенного с выходом блока сравнения, а N-1 выходами через блок коммутации - с соответствующими дополнительными обмотками, последняя дополнительная обмотка через N выход и вход блока коммутации связана с выходом элемента сравнения.
2. Линия по п. 1, отличающаяся тем, что блок формирования программ содержит по N-1 ячеек памяти и элементов сравнения, блок задания и синхронизатор, вход которого является первым входом блока формирования программ, а выход соединен с тактирующим входом элементов памяти, выход каждой из которых связан с входом последующей ячейки и первым входом соответствующего элемента сравнения, к второму входу которого подключен соответствующий ему выход блока задания, при этом вход первой ячейки памяти соединен с вторым входом блока формирования программ, а его выходы - с соответствующими выходами элементов сравнения.
гС
Т
/ / / 
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционный нагреватель заготовок | 1984 |
|
SU1245604A1 |
| Устройство для контроля выходного заглубления заготовок в многосекционной индукционной нагревательной установке непрерывного действия | 1987 |
|
SU1468942A1 |
| Применение двухчастотного индукционного комплекса для нагрева стальных ферромагнитных заготовок под пластическую деформацию | 2022 |
|
RU2799484C1 |
| Установка индукционного нагрева металлических тел периодического действия | 1986 |
|
SU1429347A1 |
| Индукционная нагревательная методическая установка | 1980 |
|
SU944164A2 |
| Линия горячего деформирования | 1990 |
|
SU1770018A2 |
| Индукционная установка непрерывного действия для нагрева ферромагнитных заготовок | 1983 |
|
SU1270909A1 |
| Индукционная нагревательнаяМЕТОдичЕСКАя уСТАНОВКА | 1978 |
|
SU815975A1 |
| Индукционная методическая нагревательная установка | 1981 |
|
SU1164913A1 |
| Способ индукционного нагрева ферромагнитных заготовок в методической многопозиционной установке | 1980 |
|
SU1021026A1 |
Изобретение относится к машиностроению и может быть использовано в кузнечно-штамповочном производстве в составе гибких автоматизированных комплексов. Цель изобретения - повышение точности нагрева заготовок и экономия электроэнергии. Линия содержит установленные в технологической последовательности рекуператор, методический индукционный нагреватель с дополнительными обмотками, охватывающими основную, деформирующее оборудование и систему транспортировки заготовок, а также два датчика температуры, установленные на входе и выходе зоны размещения дополнительных обмоток, блок и элемент сравнения, задатчик температуры, блок формирования программ и блок коммутации. За счет размещения дополнительных обмоток последовательно вдоль основной обмотки нагревателя на выходной зоне по ходу перемещения заготовок, соответствующей в процентном отношении от общей длины основной обмотки КПД рекуператора, и идивидуального управления процессом нагрева каждой вновь поступившей в нагреватель заготовки с учетом ее начального теплового состояния обеспечивается заданная точность нагрева заготовок. 1 з.п. ф-лы, 4 ил.
Фиг.1
Фиг.2
-ГХю-.о-ГХ,
tI
L-HTL J
20
Редактор М.Товтин
Составитель А. Родимое Техред М.Моргентал
Заказ 2502Тиояж ЦП4п
пмммпм г1ираж&и4Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
. Москва. Ж-35. Раушская наб.. 4/5
Производственно-издательский комбинат Патент, г. Ужгород. ул.Гагарина. 101
-oJO-
J
LJ
2ff
I
19
19
Т
Фиг.3
Фаг.Ц
Корректор А.Обручар
